Homemade welding machine mula sa mga scrap materials. Homemade welding machine sa bahay
Ang do-it-yourself welding sa kasong ito ay hindi nangangahulugan ng teknolohiya ng welding, ngunit ang kagamitang gawa sa bahay para sa electric welding. Ang mga kasanayan sa pagtatrabaho ay nakukuha sa pamamagitan ng praktikal na pagsasanay. Siyempre, bago pumunta sa workshop, kailangan mong makabisado ang teoretikal na kurso. Ngunit maaari mo lamang itong isabuhay kung mayroon kang gagawin. Ito ang unang argumento na pabor sa katotohanan na, nang nakapag-iisa na pinagkadalubhasaan ang negosyo ng hinang, alagaan muna ang pagkakaroon ng naaangkop na kagamitan.
Pangalawa, mahal ang biniling welding machine. Hindi rin mura ang pagrenta, dahil malaki ang posibilidad ng pagkabigo nito sa paggamit ng hindi sanay. Sa wakas, sa hinterland, ang pagpunta sa pinakamalapit na lokasyon kung saan maaari kang magrenta ng welder ay maaaring mahaba at mahirap. Sa lahat lahat, mas mahusay na simulan ang mga unang hakbang sa welding metal sa paggawa ng welding machine gamit ang iyong sariling mga kamay. At pagkatapos - hayaan siyang tumayo sa kamalig o garahe hanggang sa okasyon. Hindi pa huli na gumastos ng pera sa branded welding, kung magiging maayos ito.
Ano ang pag-uusapan natin
Tinatalakay ng artikulong ito kung paano gumawa ng kagamitan sa bahay para sa:
- Electric arc welding na may alternating current ng industrial frequency 50/60 Hz at direktang kasalukuyang hanggang 200 A. Ito ay sapat na upang magwelding ng mga istrukturang metal na humigit-kumulang sa bakod mula sa corrugated board sa isang frame mula sa isang propesyonal na tubo o welded na garahe.
- Ang microarc welding ng wire twists ay napaka-simple at kapaki-pakinabang kapag naglalagay o nag-aayos ng mga de-koryenteng mga kable.
- Spot impulse resistance welding - maaaring maging lubhang kapaki-pakinabang kapag nag-assemble ng mga produkto mula sa isang manipis na sheet ng bakal.
Ang hindi natin pag-uusapan
Una, laktawan natin ang gas welding. Ang mga kagamitan para dito ay nagkakahalaga ng mga pennies kumpara sa mga consumable, hindi ka makakagawa ng mga silindro ng gas sa bahay, at ang isang gawang bahay na gas generator ay isang seryosong panganib sa buhay, at ang carbide ay mahal ngayon, kung saan ito ay ipinagbibili pa rin.
Ang pangalawa ay inverter arc welding. Sa katunayan, ang semiautomatic welding inverter ay nagpapahintulot sa baguhan na amateur na magluto ng mga kritikal na disenyo. Ito ay magaan at compact at maaaring dalhin sa pamamagitan ng kamay. Ngunit ang retail na pagbili ng mga bahagi ng inverter, na nagbibigay-daan sa iyo upang patuloy na mapanatili ang isang mataas na kalidad na tahi, ay nagkakahalaga ng higit pa kaysa sa tapos na aparato. Ang isang bihasang welder ay susubukan na magtrabaho sa pinasimple na mga produktong gawa sa bahay at tumanggi - "Bigyan mo ako ng isang normal na makina!" Dagdag pa, o sa halip ay isang minus - upang makagawa ng higit pa o hindi gaanong disenteng welding inverter, kailangan mong magkaroon ng medyo matatag na karanasan at kaalaman sa electrical engineering at electronics.
Ang pangatlo ay argon-arc welding. Mula sa kung kaninong magaan na kamay ang pahayag na ito ay isang hybrid ng gas at arc na napunta sa paglalakad sa Runet ay hindi alam. Sa katunayan, ito ay isang uri ng arc welding: ang inert gas argon ay hindi nakikilahok sa proseso ng hinang, ngunit lumilikha ng isang cocoon sa paligid ng nagtatrabaho na lugar, na ihiwalay ito mula sa hangin. Bilang resulta, ang hinang ay malinis sa kemikal, walang mga impurities ng mga metal compound na may oxygen at nitrogen. Samakatuwid, posible na magluto sa ilalim ng argon non-ferrous na mga metal, kasama. magkaiba. Bilang karagdagan, posible na bawasan ang kasalukuyang hinang at temperatura ng arko nang hindi nakompromiso ang katatagan nito at magwelding gamit ang isang hindi nauubos na elektrod.
Posible na gumawa ng kagamitan para sa argon-arc welding sa bahay, ngunit ang gas ay napakamahal. Hindi malamang na kakailanganin mong magluto ng aluminyo, hindi kinakalawang na asero o tanso bilang bahagi ng karaniwang gawaing pang-ekonomiya. At kung talagang kailangan mo, kung gayon mas madaling magrenta ng argon welding - kumpara sa kung magkano (sa pera) ang gas ay babalik sa kapaligiran, ito ay isang sentimos.
Transformer
Ang batayan ng lahat ng "aming" uri ng hinang ay isang welding transpormer. Ang pamamaraan para sa pagkalkula at mga tampok ng disenyo nito ay makabuluhang naiiba sa mga transformer ng power supply (kapangyarihan) at signal (tunog). Gumagana ang welding transpormer sa intermittent mode. Kung idinisenyo para sa pinakamataas na kasalukuyang bilang tuluy-tuloy na mga transformer, ito ay magiging prohibitively malaki, mabigat at mahal. Ang kamangmangan sa mga tampok ng mga electric arc welding transformer ay ang pangunahing dahilan para sa pagkabigo ng mga amateur designer. Samakatuwid, lalakad kami sa mga welding transformer sa sumusunod na pagkakasunud-sunod:
- isang maliit na teorya - sa mga daliri, walang mga formula at zaum;
- mga tampok ng magnetic cores ng welding transformers na may mga rekomendasyon para sa pagpili mula sa hindi sinasadyang lumabas;
- mga pagsubok ng magagamit na segunda-mano;
- pagkalkula ng transpormer para sa welding machine;
- paghahanda ng mga bahagi at paikot-ikot ng windings;
- pagsubok na pagpupulong at pag-debug;
- pagkomisyon.
Teorya
Ang isang de-koryenteng transpormer ay maihahalintulad sa isang tangke ng imbakan para sa isang suplay ng tubig. Ito ay isang medyo malalim na pagkakatulad: ang isang transpormer ay nagpapatakbo dahil sa reserba ng magnetic field na enerhiya sa magnetic circuit nito (core), na maaaring maraming beses na lumampas sa agad na ipinadala mula sa network ng power supply sa consumer. At ang pormal na paglalarawan ng mga pagkalugi dahil sa mga agos ng eddy sa bakal ay katulad ng para sa mga pagkawala ng tubig dahil sa pagpasok. Ang pagkawala ng kapangyarihan sa tanso ng mga windings ay pormal na katulad ng mga pagkawala ng presyon sa mga tubo dahil sa malapot na alitan sa likido.
Tandaan: ang pagkakaiba ay sa pagkawala para sa pagsingaw at, nang naaayon, sa scattering ng magnetic field. Ang huli sa transpormer ay bahagyang nababaligtad, ngunit pinapakinis nila ang mga taluktok ng pagkonsumo ng enerhiya sa pangalawang circuit.

Ang isang mahalagang kadahilanan sa aming kaso ay ang panlabas na kasalukuyang-boltahe na katangian (VVAC) ng transpormer, o simpleng panlabas na katangian (VX) - ang pag-asa ng boltahe sa pangalawang paikot-ikot (pangalawang) sa kasalukuyang pag-load, na may pare-pareho ang boltahe sa pangunahing paikot-ikot (pangunahing). Para sa mga power transformer, ang VX ay matibay (curve 1 sa figure); para silang isang mababaw na malawak na palanggana. Kung ito ay maayos na insulated at natatakpan ng isang bubong, kung gayon ang pagkawala ng tubig ay minimal at ang presyon ay medyo matatag, gaano man ang pagpihit ng mga mamimili sa mga gripo. Ngunit kung mayroong isang gurgle sa alisan ng tubig - sushi oars, ang tubig ay pinatuyo. Sa pagsasaalang-alang sa mga transformer, ang power engineer ay dapat na panatilihin ang output boltahe bilang stable hangga't maaari sa isang tiyak na threshold, mas mababa kaysa sa maximum na instantaneous power consumption, maging matipid, maliit at magaan. Para dito:
- Ang grado ng bakal para sa core ay pinili gamit ang isang mas hugis-parihaba na hysteresis loop.
- Ang mga hakbang sa istruktura (pangunahing pagsasaayos, paraan ng pagkalkula, pagsasaayos at pagsasaayos ng mga paikot-ikot) sa lahat ng posibleng paraan ay binabawasan ang mga pagkalugi sa pagwawaldas, pagkalugi sa bakal at tanso.
- Ang induction ng magnetic field sa core ay kinuha mas mababa kaysa sa maximum na pinapayagan para sa paghahatid ng kasalukuyang form, dahil binabawasan ng pagbaluktot nito ang kahusayan.
Tandaan: Ang transpormer na bakal na may "angular" na hysteresis ay kadalasang tinatawag na magnetic hardness. Hindi ito totoo. Ang mga hard magnetic na materyales ay nagpapanatili ng malakas na natitirang magnetization, ang mga ito ay ginawa ng mga permanenteng magnet. At ang anumang transpormer na bakal ay malambot na magnetic.
Imposibleng magluto mula sa isang transpormer na may matibay na VX: ang tahi ay napunit, nasunog, ang metal ay na-splash. Ang arko ay hindi nababanat: Halos ilipat ko ito gamit ang elektrod, lumabas ito. Samakatuwid, ang welding transpormer ay ginawa na katulad ng isang maginoo na tangke ng tubig. Ang IQ nito ay malambot (normal dissipation, curve 2): habang tumataas ang load current, ang pangalawang boltahe ay bumababa nang maayos. Ang normal na scatter curve ay tinatantya ng isang tuwid na linya na bumabagsak sa isang anggulo na 45 degrees. Ito ay nagbibigay-daan, dahil sa pagbaba ng kahusayan, sa madaling sabi na alisin ang ilang beses na mas maraming kapangyarihan mula sa parehong bakal, o, ayon sa pagkakabanggit. upang bawasan ang timbang at mga sukat at ang halaga ng transpormer. Sa kasong ito, ang induction sa core ay maaaring maabot ang halaga ng saturation, at sa isang maikling panahon kahit na lumampas dito: ang transpormer ay hindi pupunta sa isang maikling circuit na may zero na paglipat ng kapangyarihan, tulad ng isang "silovik", ngunit magpapainit. Medyo mahaba: ang thermal time constant ng welding transformers ay 20-40 minuto. Kung hahayaan mo itong lumamig at walang hindi katanggap-tanggap na overheating, maaari kang magpatuloy sa trabaho. Ang kamag-anak na pagbaba sa pangalawang boltahe ΔU2 (ito ay tumutugma sa pag-indayog ng mga arrow sa figure) ng normal na pagpapakalat ay tumataas nang maayos na may pagtaas sa swing ng welding current Iw, na ginagawang madali upang mapanatili ang arko sa anumang uri ng trabaho. Ang mga sumusunod na katangian ay ibinigay:
- Ang bakal ng magnetic core ay kinuha gamit ang isang mas "oval" hysteresis.
- I-normalize ang nababaligtad na pagkalugi sa pagkakalat. Sa pamamagitan ng pagkakatulad: ang presyon ay bumaba - ang mga mamimili ay hindi magbubuhos ng maraming at mabilis. At ang operator ng water utility ay magkakaroon ng oras upang i-on ang pumping.
- Ang induction ay pinili malapit sa maximum na overheating, ito ay nagbibigay-daan, sa pamamagitan ng pagbabawas ng cosφ (isang parameter na katumbas ng kahusayan) sa isang kasalukuyang makabuluhang naiiba mula sa sinusoidal isa, upang kumuha ng mas maraming kapangyarihan mula sa parehong bakal.
Tandaan: nababaligtad na pagkalugi sa pagtagas ay nangangahulugan na ang ilan sa mga linya ng puwersa ay tumagos sa pangalawa sa pamamagitan ng hangin na lumalampas sa magnetic circuit. Ang pangalan ay hindi masyadong angkop, pati na rin ang "kapaki-pakinabang na scattering", dahil Ang mga "reversible" na pagkalugi para sa kahusayan ng isang transpormer ay hindi mas kapaki-pakinabang kaysa sa mga hindi maibabalik, ngunit pinapalambot nila ang VC.
Tulad ng nakikita mo, ang mga kondisyon ay ganap na naiiba. Kaya, sa lahat ng paraan maghanap ng bakal mula sa isang welder? Opsyonal, para sa mga alon hanggang sa 200 A at peak power hanggang 7 kVA, ngunit ito ay magiging sapat sa bukid. Sa pamamagitan ng disenyo at mga hakbang sa disenyo, pati na rin sa tulong ng mga simpleng karagdagang device (tingnan sa ibaba), makakakuha tayo ng curve 2a sa anumang BX gland, medyo mas matibay kaysa sa normal. Sa kasong ito, ang kahusayan ng pagkonsumo ng enerhiya sa hinang ay malamang na hindi lalampas sa 60%, ngunit para sa paminsan-minsang trabaho hindi ito nakakatakot para sa sarili. Ngunit sa mahusay na trabaho at mababang alon, magiging madali upang mapanatili ang kasalukuyang arc at hinang, nang walang gaanong karanasan (ΔU2.2 at Ib1), sa mataas na alon Ib2 makakakuha tayo ng isang katanggap-tanggap na kalidad ng weld, at posible na i-cut metal hanggang sa 3-4 mm.
Mayroon ding mga welding transformer na may matarik na paglubog ng VX, curve 3. Ito ay mas katulad ng pumping pump: alinman ang daloy ng output ay nasa nominal na halaga anuman ang taas ng feed, o hindi ito umiiral. Ang mga ito ay mas siksik at magaan, ngunit upang mapaglabanan ang welding mode sa isang matarik na paglubog ng VX, kinakailangan upang tumugon sa mga pagbabagu-bago ΔU2.1 ng pagkakasunud-sunod ng isang bolta sa isang oras ng pagkakasunud-sunod ng 1 ms. Magagawa ito ng mga elektroniko, kaya ang mga transformer na may "cool" na VX ay kadalasang ginagamit sa mga semi-awtomatikong welding machine. Kung mula sa naturang transpormer ay nagluluto ka sa pamamagitan ng kamay, kung gayon ang tahi ay magiging tamad, kulang sa luto, ang arko ay muling hindi nababanat, at kapag sinubukan mong mag-apoy muli, ang elektrod ngayon at pagkatapos ay dumikit.
Mga magnetic core
Ang mga uri ng magnetic core na angkop para sa paggawa ng mga welding transformer ay ipinapakita sa Fig. Nagsisimula ang kanilang mga pangalan sa kumbinasyon ng titik acc. batayang sukat. Ang ibig sabihin ng L ay tape. Para sa isang welding transpormer L o walang L - walang makabuluhang pagkakaiba. Kung ang prefix ay naglalaman ng M (SHLM, PLM, SHM, PM) - huwag pansinin nang walang talakayan. Ang bakal na ito ng pinababang taas, hindi angkop para sa welder, kasama ang lahat ng iba pang natitirang mga pakinabang.

Ang mga titik ng uri ay sinusundan ng mga numero na nagsasaad ng a, b at h sa Fig. Halimbawa, para sa Ш20х40х90 ang mga sukat ng core cross-section (central rod) ay 20x40 mm (a * b), at ang taas ng window h ay 90 mm. Core cross-sectional area Sс = a * b; window area Sok = c * h ay kinakailangan para sa tumpak na pagkalkula ng mga transformer. Hindi namin ito gagamitin: para sa isang tumpak na pagkalkula, kailangan mong malaman ang mga dependences ng mga pagkalugi sa bakal at tanso sa halaga ng induction sa core ng isang naibigay na karaniwang sukat, at para sa kanila - ang grado ng bakal. Saan natin ito makukuha kung i-wind natin ito sa random na hardware? Kakalkulahin namin ang isang pinasimple na pamamaraan (tingnan sa ibaba), at pagkatapos ay dadalhin namin ito sa pagsubok. Kakailanganin ng mas maraming trabaho, ngunit kukuha kami ng welding kung saan maaari kang magtrabaho.
Tandaan: kung ang bakal ay kalawangin mula sa ibabaw, kung gayon wala, ang mga katangian ng transpormer ay hindi magdurusa mula dito. Ngunit kung may mga batik na maruming bulaklak dito, kasal na ito. Noong unang panahon, ang transpormer na ito ay sobrang init at ang mga magnetic na katangian ng bakal nito ay hindi na maibabalik.
Ang isa pang mahalagang parameter ng magnetic circuit ay ang masa nito, timbang. Dahil ang tiyak na gravity ng bakal ay hindi nagbabago, tinutukoy nito ang dami ng core, at, nang naaayon, ang kapangyarihan na maaaring makuha mula dito. Para sa paggawa ng mga welding transformer, ang mga magnetic core na may masa ay angkop:
- Oh, OL - mula sa 10 kg.
- P, PL - mula sa 12 kg.
- Ш, ШЛ - mula sa 16 kg.
Naiintindihan kung bakit mas kailangan ang Sh at ShL: mayroon silang "dagdag" na lateral rod na may "mga balikat". Ang OL ay maaaring maging mas madali, dahil walang mga sulok dito kung saan kinakailangan ang labis na bakal, at ang mga liko ng mga linya ng magnetic field ay mas makinis at para sa ilang iba pang mga kadahilanan, na nasa susunod na. seksyon.
Oh OL
Ang pangunahing halaga ng mga transformer sa tori ay mataas dahil sa pagiging kumplikado ng kanilang paikot-ikot. Samakatuwid, ang paggamit ng mga toroidal core ay limitado. Ang torus na angkop para sa hinang ay maaaring, una, ay alisin mula sa LATR, isang autotransformer ng laboratoryo. Laboratory, kaya hindi ito dapat matakot sa mga overload, at ang LATR na bakal ay nagbibigay ng isang VC na malapit sa normal. Pero…
Ang LATR ay isang napaka-kapaki-pakinabang na bagay, una. Kung buhay pa ang core, mas mabuting ibalik ang LATR. Biglang hindi ito kailangan, maaari mo itong ibenta, at ang mga nalikom ay magiging sapat para sa hinang na angkop para sa iyong mga pangangailangan. Samakatuwid, mahirap makahanap ng "hubad" na mga core ng LATR.
Pangalawa - Ang mga LATR na may kapangyarihan hanggang 500 VA ay mahina para sa hinang. Mula sa LATR-500 na bakal, maaari mong makamit ang hinang gamit ang isang elektrod 2.5 sa mode: magluto ng 5 minuto - lumalamig ito ng 20 minuto, at kami ay nagpapainit. Tulad ng satire ni Arkady Raikin: mortar bar, brick yok. Brick bar, mortar yok. Ang mga LATR 750 at 1000 ay napakabihirang at kapaki-pakinabang.
Ang isa pang torus na angkop para sa lahat ng mga katangian nito ay ang stator ng isang de-koryenteng motor; ang hinang mula dito ay lalabas kahit para sa isang eksibisyon. Ngunit ang paghahanap nito ay hindi mas madali kaysa sa LATR na bakal, at ito ay mas mahirap na iikot dito. Sa pangkalahatan, ang isang welding transpormer mula sa isang electric motor stator ay isang hiwalay na paksa, maraming mga paghihirap at mga nuances doon. Una sa lahat - na may paikot-ikot na isang makapal na kawad sa "donut". Kung walang karanasan sa paikot-ikot na mga transformer ng toroidal, ang posibilidad na masira ang isang mamahaling kawad at hindi makakuha ng hinang ay malapit sa 100%. Samakatuwid, sayang, na may isang kagamitan sa pagluluto sa isang troidal transpormer, kailangan mong maghintay.
Ш, ШЛ
Ang mga armor core ay idinisenyo sa istruktura para sa minimal na pagpapakalat, at halos imposibleng gawing normal ito. Ang welding sa isang maginoo na W o SL ay magiging masyadong matigas. Bilang karagdagan, ang mga kondisyon para sa paglamig ng mga windings sa Ш at ШЛ ay ang pinakamasama. Ang tanging armored core na angkop para sa isang welding transpormer ay may tumaas na taas na may spaced wafer windings (tingnan sa ibaba), sa kaliwa sa Fig. Ang windings ay pinaghihiwalay ng dielectric non-magnetic heat-resistant at mechanically strong gaskets (tingnan sa ibaba) na may kapal na 1 / 6-1 / 8 ng core height.

Ang core Ш ay na-load (binuo mula sa mga plato) para sa hinang, kinakailangang magkakapatong, i.e. Ang mga pares ng yoke-plate ay salit-salit na nakadirekta pabalik-balik na may kaugnayan sa isa't isa. Ang paraan ng normalizing leakage sa pamamagitan ng non-magnetic gap para sa isang welding transpormer ay hindi angkop, dahil ang mga pagkalugi ay hindi na maibabalik.
Kung lalabas ka ng may linyang Ш na walang pamatok, ngunit may bingaw ng mga plato sa pagitan ng core at bulkhead (sa gitna), ikaw ay nasa swerte. Ang mga plate ng signal ng transpormer ay ikinarga, at ang bakal sa mga ito, upang mabawasan ang pagbaluktot ng signal, ay napupunta upang magbigay ng normal na VX sa simula. Ngunit ang posibilidad ng gayong swerte ay napakaliit: ang mga transformer ng signal para sa mga kapangyarihan ng kilowatt ay isang bihirang kababalaghan.
Tandaan: huwag subukan na mangolekta ng mataas na Ш o ШЛ mula sa isang pares ng mga ordinaryong, tulad ng sa kanan sa fig. Ang isang solidong tuwid na agwat, kahit na napakanipis, ay hindi maibabalik na scattering at isang matarik na paglubog ng VX. Dito, ang pagkawala ng dissipation ay halos kapareho ng pagkawala ng pagsingaw ng tubig.

PL, PLM
Ang mga core ng rod ay pinaka-angkop para sa hinang. Sa mga ito, ang mga sinisingil sa mga pares ng magkaparehong L-shaped na mga plato, tingnan ang Fig., Ang kanilang hindi maibabalik na pagkalat ay ang pinakamaliit. Pangalawa, ang P at Plov windings ay nasugatan sa eksaktong parehong halves, kalahati ay lumiliko para sa bawat isa. Ang pinakamaliit na magnetic o kasalukuyang kawalaan ng simetrya - ang transpormer ay umuugong, nagpapainit, ngunit walang kasalukuyang. Ang pangatlo, na maaaring mukhang hindi halata, para sa mga hindi nakalimutan ang tuntunin ng paaralan ng gimbal - ang mga paikot-ikot ay nasugatan sa mga tungkod sa isang direksyon... May mali ba? Kailangan bang sarado ang magnetic flux sa core? At pinipihit mo ang mga gimbal sa kahabaan ng agos, hindi sa mga pagliko. Ang mga direksyon ng mga alon sa semi-windings ay kabaligtaran, at ang mga magnetic flux ay ipinapakita doon. Maaari mo ring suriin kung ang proteksyon ng mga kable ay maaasahan: ibigay ang network sa 1 at 2 ', at isara ang 2 at 1'. Kung ang machine gun ay hindi agad kumatok, pagkatapos ay ang transpormer ay umuungol at nanginginig. Gayunpaman, sino ang nakakaalam kung ano ang mayroon ka sa mga kable. Mas mabuting hindi.
Tandaan: maaari ka ring makahanap ng mga rekomendasyon - paikot-ikot ang mga windings ng welding P o PL sa iba't ibang mga rod. Parang, lumalambot ang VX. Iyon ay kung paano ito, ngunit ang isang espesyal na core ay kinakailangan para dito, na may mga rod ng iba't ibang mga cross-section (pangalawang pabahay sa mas maliit) at mga recess na naglalabas ng mga linya ng puwersa sa hangin sa nais na direksyon, tingnan ang Fig. sa kanan. Kung wala ito, makakakuha tayo ng isang malakas, nanginginig at matakaw, ngunit hindi isang kumukulong transpormer.

Kung may transformer
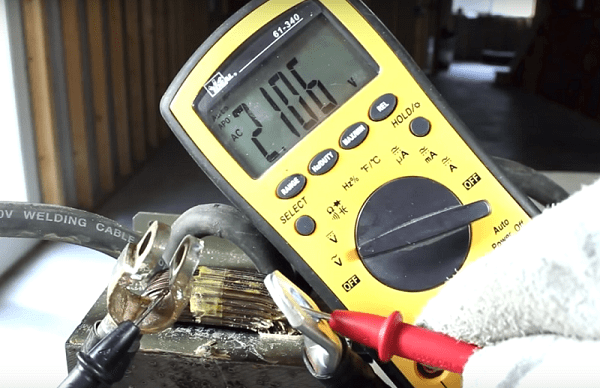
Ang isang 6.3 circuit breaker at isang AC ammeter ay makakatulong din na matukoy ang pagiging angkop ng isang matandang welder na nakahiga sa paligid na alam ng Diyos kung saan at alam ng diyablo kung paano. Ang ammeter ay kailangan alinman sa isang non-contact induction (kasalukuyang clamp), o isang electromagnetic switch para sa 3 A. Ang isang multimeter na may alternating current na mga limitasyon ay hindi katanggap-tanggap na magsinungaling, dahil ang hugis ng kasalukuyang sa circuit ay malayo sa sinusoidal. Isa pa - isang likidong thermometer ng sambahayan na may mahabang leeg, o, mas mabuti, isang digital multimeter na may kakayahang sukatin ang temperatura at isang probe para dito. Ang isang hakbang-hakbang na pamamaraan para sa pagsubok at paghahanda para sa karagdagang operasyon ng lumang welding transpormer ay ang mga sumusunod:

Pagkalkula ng welding transpormer
Sa runet, makakahanap ka ng iba't ibang paraan para sa pagkalkula ng mga welding transformer. Sa kabila ng maliwanag na hindi pagkakapare-pareho, karamihan sa mga ito ay tama, ngunit may ganap na kaalaman sa mga katangian ng bakal at / o para sa isang tiyak na serye ng mga karaniwang uri ng mga magnetic core. Ang iminungkahing pamamaraan ay binuo noong panahon ng Sobyet, nang sa halip na isang pagpipilian ay may kakulangan sa lahat. Para sa transpormer na kinakalkula ayon dito, ang VX ay bumabagsak nang kaunti, sa isang lugar sa pagitan ng mga curve 2 at 3 sa Fig. sa simula. Ito ay angkop para sa pagputol, at para sa mas manipis na trabaho, ang transpormer ay pupunan ng mga panlabas na aparato (tingnan sa ibaba) na nag-uunat sa VX sa kahabaan ng kasalukuyang axis sa curve 2a.
Ang batayan ng pagkalkula ay ang karaniwan: ang arko ay nasusunog nang matatag sa ilalim ng boltahe ng Ud 18-24 V, at ang pag-aapoy nito ay nangangailangan ng isang agarang kasalukuyang 4-5 beses na mas mataas kaysa sa nominal na kasalukuyang hinang. Alinsunod dito, ang minimum na walang-load na boltahe Uхх ng pangalawang ay magiging 55 V, ngunit para sa pagputol, dahil ang lahat ng posible ay pinipiga sa core, hindi namin kinukuha ang karaniwang 60 V, ngunit 75 V. Walang ibang paraan: ito ay hindi katanggap-tanggap para sa TB, at ang bakal ay hindi mabubunot. Ang isa pang tampok, para sa parehong mga kadahilanan, ay ang mga dynamic na katangian ng transpormer, i.e. ang kakayahang mabilis na lumipat mula sa short circuit mode (sabihin, kapag isinara ng mga patak ng metal) sa gumagana, ay pinananatili nang walang karagdagang mga hakbang. Totoo, ang naturang transpormer ay madaling kapitan ng sobrang pag-init, ngunit dahil ito ay sarili nito at sa harap ng aming mga mata, at hindi sa malayong sulok ng pagawaan o site, isasaalang-alang namin ito na pinahihintulutan. Kaya:
- Ayon sa pormula mula sa sugnay 2 bago. ang listahan na makikita natin ang pangkalahatang kapangyarihan;
- Nahanap namin ang pinakamataas na posibleng kasalukuyang hinang Iw = Pg / Ud. Ang 200 A ay ibinibigay kung ang 3.6-4.8 kW ay maaaring alisin sa bakal. Totoo, sa unang kaso, ang arko ay magiging tamad, at posible na magluto lamang ng dalawa o 2.5;
- Kinakalkula namin ang operating kasalukuyang ng pangunahing sa maximum na pinapayagang mains boltahe para sa welding I1рmax = 1.1Pg (VA) / 235 V. Sa katunayan, ang pamantayan para sa network ay 185-245 V, ngunit para sa isang home-made welder sa limitahan ito ay sobra. Kumuha kami ng 195-235 V;
- Batay sa nahanap na halaga, tinutukoy namin ang tripping current ng circuit breaker bilang 1.2I1рmax;
- Tinatanggap namin ang kasalukuyang density ng pangunahing J1 = 5 A / sq. mm at, gamit ang I1рmax, nakita namin ang diameter ng wire nito sa tanso d = (4S / 3.1415) ^ 0.5. Ang buong diameter nito na may self-isolation ay D = 0.25 + d, at kung handa na ang wire - tabular. Upang magtrabaho sa mode na "brick bar, yok solution", maaari kang kumuha ng J1 = 6-7 A / sq. mm, ngunit kung ang kinakailangang wire ay hindi magagamit at hindi inaasahan;
- Nahanap namin ang bilang ng mga liko sa bawat bolta ng pangunahing: w = k2 / Sс, kung saan k2 = 50 para sa Ш at П, k2 = 40 para sa ПЛ, ШЛ at k2 = 35 para sa О, ОЛ;
- Nakita namin ang kabuuang bilang ng mga pagliko nito W = 195k3w, kung saan ang k3 = 1.03. Isinasaalang-alang ng k3 ang mga pagkawala ng enerhiya ng paikot-ikot para sa pagwawaldas sa tanso, na pormal na ipinahayag ng isang medyo abstract na parameter ng sariling pagbaba ng boltahe ng paikot-ikot;
- Itinakda namin ang stacking coefficient Ku = 0.8, magdagdag ng 3-5 mm bawat isa sa a at b ng magnetic circuit, kalkulahin ang bilang ng mga layer ng winding, ang average na haba ng pagliko at ang haba ng wire
- Kinakalkula namin sa katulad na paraan ang pangalawa sa J1 = 6 A / sq. mm, k3 = 1.05 at Ku = 0.85 para sa mga boltahe ng 50, 55, 60, 65, 70 at 75 V, sa mga lugar na ito magkakaroon ng mga gripo para sa magaspang na pagsasaayos ng welding mode at kabayaran para sa mga pagbabago sa boltahe ng supply.
Paikot-ikot at pagtatapos
Ang mga diameter ng wire sa pagkalkula ng mga windings ay karaniwang higit sa 3 mm, at ang mga barnised winding wire na may d> 2.4 mm ay bihira sa merkado. Bilang karagdagan, ang mga windings ng welder ay nakakaranas ng malalakas na mekanikal na pag-load mula sa mga electromagnetic na puwersa, samakatuwid, ang mga natapos na wire ay kinakailangan na may karagdagang paikot-ikot na tela: PELSH, PELSHO, PB, PBD. Ang mga ito ay mas mahirap hanapin at napakamahal. Ang haba ng wire sa bawat welder ay tulad na ang mas murang mga hubad na wire ay maaaring insulated sa kanilang sarili. Ang isang karagdagang kalamangan - pag-twist ng ilang mga stranded na mga wire sa nais na S, nakakakuha kami ng isang nababaluktot na kawad, na mas madaling i-wind. Ang sinumang sumubok na manu-manong maglagay ng gulong ng hindi bababa sa 10 mga parisukat sa bangkay ay pahahalagahan ito.
Paghihiwalay
Sabihin nating mayroong 2.5 sq. mm sa PVC insulation, at ang pangalawa ay nangangailangan ng 20 m by 25 squares. Naghahanda kami ng 10 coils o coils na 25 m bawat isa. We wind off ang tungkol sa 1 m ng mga wire mula sa bawat isa at alisin ang karaniwang pagkakabukod, ito ay makapal at hindi init-lumalaban. I-twist namin ang mga hubad na wire na may isang pares ng mga pliers sa isang masikip na tirintas, at i-wrap ito, sa pagkakasunud-sunod ng pagtaas ng gastos sa pagkakabukod:
- Masking tape na may 75-80% overlap, i.e. sa 4-5 na layer.
- Mitcal tape na may overlap na 2 / 3-3 / 4 na mga liko, iyon ay, 3-4 na mga layer.
- Cotton tape na may overlap na 50-67%, 2-3 layer.
Tandaan: ang wire para sa pangalawang paikot-ikot ay inihanda at nasugatan pagkatapos ng paikot-ikot at pagsubok ng pangunahing, tingnan sa ibaba.
Paikot-ikot
Ang isang manipis na pader na gawa sa bahay na frame ay hindi makatiis sa presyon ng mga coils ng isang makapal na wire, vibrations at jerks sa panahon ng operasyon. Samakatuwid, ang mga windings ng welding transformer ay ginawang walang frame na biskwit, at sa core sila ay naayos na may mga wedge na gawa sa textolite, fiberglass o, sa matinding mga kaso, bakelite plywood na babad sa likidong barnisan (tingnan sa itaas). Ang mga tagubilin para sa paikot-ikot na mga windings ng welding transpormer ay ang mga sumusunod:
- Naghahanda kami ng isang kahoy na boss na may taas kasama ang taas ng paikot-ikot at may mga sukat sa diameter na 3-4 mm na mas malaki kaysa sa a at b ng magnetic circuit;
- Pinapako o ikinakabit namin ang pansamantalang plywood cheeks dito;
- I-wrap namin ang pansamantalang frame sa 3-4 na layer na may manipis na plastic wrap na may diskarte sa mga pisngi at isang twist sa kanilang panlabas na bahagi upang ang wire ay hindi dumikit sa puno;
- Pinapaikot namin ang isang pre-insulated winding;
- Sa paikot-ikot, magbabad kami ng dalawang beses bago dumaloy sa likidong barnisan;
- pagkatapos matuyo ang impregnation, maingat na alisin ang mga pisngi, pisilin ang lug at pilasin ang pelikula;
- tinatali namin ang paikot-ikot sa 8-10 na lugar nang pantay-pantay sa paligid ng circumference na may manipis na kurdon o propylene twine - handa na ito para sa pagsubok.
Lapping at takdang-aralin
Ni-load namin ang core sa isang biskwit at higpitan ito ng mga bolts, tulad ng inaasahan. Ang paikot-ikot na mga pagsubok ay isinasagawa ganap na katulad sa mga pagsubok ng kahina-hinala tapos transpormer, tingnan sa itaas. Mas mahusay na gumamit ng LATR; Ang Iхх sa isang input boltahe ng 235 V ay hindi dapat lumampas sa 0.45 A bawat 1 kVA ng pangkalahatang kapangyarihan ng transpormer. Kung ito ay higit pa, ang pangunahing organisasyon ay papatayin. Ang mga winding wire na koneksyon ay ginawa sa bolts (!), Insulated na may heat-shrinkable tube (HERE) sa 2 layers o cotton tape sa 4-5 layers.
Ayon sa mga resulta ng pagsubok, ang bilang ng mga pagliko ng pangalawang ay naitama. Halimbawa, ang pagkalkula ay nagbigay ng 210 na mga liko, ngunit sa katotohanan ang Iхх ay nakuha sa pamantayan sa 216. Pagkatapos ay pinarami namin ang kinakalkula na mga pagliko ng mga pangalawang seksyon sa pamamagitan ng 216/210 = 1.03 approx. Huwag pabayaan ang mga decimal na lugar, ang kalidad ng transpormer ay higit sa lahat ay nakasalalay sa kanila!
Pagkatapos ng pagtatapos, ang core ay disassembled; Ibinalot namin nang mahigpit ang biskwit gamit ang parehong masking tape, calico o "rag" tape sa 5-6, 4-5 o 2-3 na mga layer, ayon sa pagkakabanggit. Hangin sa mga liko, hindi kasama nila! Ngayon ibabad namin ito muli sa likidong barnisan; kapag tuyo - dalawang beses na hindi natunaw. Ang biskwit na ito ay handa na, maaari kang gumawa ng pangalawang isa. Kapag ang dalawa ay nasa core, muli naming sinubukan ang transpormer sa Ixx (bigla itong kumulot sa isang lugar), ayusin ang mga biskwit at ibabad ang buong transpormer ng normal na barnisan. Phew, ang pinaka nakakapagod na bahagi ng trabaho ay nasa likod.
Hilahin ang VX
But we still have it too cool, nakalimutan mo na ba? Kailangan itong lumambot. Ang pinakasimpleng paraan - isang risistor sa pangalawang circuit - ay hindi angkop para sa amin. Ang lahat ay napaka-simple: sa isang pagtutol ng 0.1 Ohm lamang sa isang kasalukuyang 200, 4 kW ay mawawala sa pamamagitan ng init. Kung mayroon kaming isang welder para sa 10 o higit pang kVA, at kailangan naming magwelding ng manipis na metal, kailangan ang isang risistor. Anuman ang kasalukuyang itinakda ng regulator, ang mga emisyon nito sa panahon ng arc striking ay hindi maiiwasan. Kung walang aktibong ballast, susunugin nila ang tahi sa mga lugar, at papatayin sila ng risistor. Pero para sa amin, mga mahihina, wala siyang silbi sa kanya.

Ang reaktibong ballast (inductor, choke) ay hindi mag-aalis ng labis na kapangyarihan: ito ay sumisipsip ng mga kasalukuyang surges, at pagkatapos ay maayos na ibibigay ang mga ito sa arko, ito ay mag-uunat sa VX ayon sa nararapat. Ngunit pagkatapos ay kailangan mo ng isang choke na may dispersion control. At para sa kanya - ang core ay halos kapareho ng sa transpormer, at sa halip kumplikadong mekanika, tingnan ang fig.

Pupunta tayo sa ibang paraan: gagamit tayo ng active-reactive ballast, sa mga lumang welder, sa karaniwang parlance, na tinatawag na gat, tingnan ang fig. sa kanan. Materyal - bakal na wire rod 6 mm. Ang diameter ng mga loop ay 15-20 cm.Ilan sa mga ito ang ipinapakita sa Fig. makikita na ang bituka na ito ay tama para sa kapangyarihan hanggang sa 7 kVA. Ang mga puwang ng hangin sa pagitan ng mga pagliko ay 4-6 cm. Ang aktibong-reaktibo na choke ay konektado sa transpormer na may karagdagang piraso ng welding cable (hose, simple), at ang electrode holder ay nakakabit dito gamit ang isang clip-clothespin. Sa pamamagitan ng pagpili sa attachment point, maaari mong, kasama ang paglipat sa pangalawang taps, i-fine-tune ang operating mode ng arc.
Tandaan: Ang active-reactive choke sa operasyon ay maaaring pinainitan ng pulang init, kaya kailangan nito ng non-combustible thermo-resistant dielectric non-magnetic lining. Sa teorya, isang espesyal na ceramic lodgment. Pinapayagan na palitan ito ng isang tuyong unan ng buhangin, o pormal nang lumalabag, ngunit hindi magaspang, ang welding gat ay inilalagay sa mga brick.
Pero iba?

Nangangahulugan ito, una sa lahat, ang electrode holder at ang return hose connector (clamp, clothespin). Sila, dahil mayroon kaming isang transpormer sa limitasyon, kailangan mong bumili ng yari, at tulad ng sa Fig. sa kanan, huwag. Para sa isang welding machine para sa 400-600 A, ang kalidad ng contact sa may hawak ay hindi mahahalata, at ito ay makatiis lamang sa pag-ikot ng return hose. At ang aming gawang bahay, nagtatrabaho nang may pagsisikap, ay maaaring magkamali, tila hindi maintindihan kung bakit.
Dagdag pa, ang katawan ng device. Kailangan itong gawin ng playwud; desirably bakelite pinapagbinhi gaya ng inilarawan sa itaas. Ang ibaba - mula sa 16 mm makapal, ang panel na may terminal block - mula sa 12 mm, at ang mga dingding at takip - mula sa 6 mm, upang hindi sila matanggal sa panahon ng pagdala. Bakit hindi sheet steel? Ito ay isang ferromagnet at sa stray field ng transpormer ay maaaring makagambala sa operasyon nito, dahil inilalabas namin ang lahat ng posible mula rito.
Tulad ng para sa mga bloke ng terminal, ang mga terminal mismo ay ginawa mula sa mga bolts mula sa M10. Ang batayan ay ang parehong textolite o fiberglass. Ang getinaks, bakelite at carbolite ay hindi angkop, sila ay malapit nang gumuho, pumutok at mag-exfoliate.
Sinusubukan ang isang pare-pareho
Ang DC welding ay may isang bilang ng mga pakinabang, ngunit ang VC ng anumang DC welding transpormer ay toughened. At ang atin, na idinisenyo para sa pinakamababang posibleng reserba ng kuryente, ay magiging hindi katanggap-tanggap na matigas. Ang choke-gut ay hindi makakatulong dito, kahit na ito ay nagtrabaho sa direktang kasalukuyang. Bilang karagdagan, ang mga mamahaling 200 A rectifier diodes ay dapat protektado mula sa kasalukuyang at boltahe na surge. Kailangan namin ng return-absorbing infra-low frequency filter, FINCH. Kahit na ito ay mukhang mapanimdim, ang malakas na magnetic coupling sa pagitan ng mga halves ng coil ay dapat isaalang-alang.

Ang scheme ng naturang filter, na kilala sa maraming taon, ay ipinapakita sa Fig. Ngunit kaagad pagkatapos ng pagpapatupad nito ng mga amateurs, ito ay naging maliit na ang operating boltahe ng capacitor C: ang mga boltahe na surge sa panahon ng arc ignition ay maaaring umabot sa 6-7 na halaga ng Uхх nito, ibig sabihin, 450-500 V. Dagdag pa, kailangan ang mga capacitor. upang mapaglabanan ang sirkulasyon ng mataas na reaktibong kapangyarihan, lamang at tanging langis at papel (MBGCH, MBGO, KBG-MN). Tungkol sa bigat at sukat ng mga solong "lata" ng mga ganitong uri (sa pamamagitan ng paraan, at hindi mura) ay nagbibigay ng ideya ng bakas. fig., at kakailanganin nila ng 100-200 para sa baterya.

Gamit ang magnetic core, ang mga coils ay mas madali, kahit na hindi ganap. Angkop para sa kanya ay 2 PLs ng TS-270 power transformer mula sa mga lumang tube TV - "mga kabaong" (ang data ay nasa mga reference na libro at sa Russian Internet), o katulad, o SHL na may katulad o malaking a, b, c at h . Ang SL ay binuo mula sa 2 submarino na may puwang, tingnan ang fig., 15-20 mm. Ayusin ito gamit ang mga spacer ng textolite o plywood. Winding - insulated wire mula sa 20 sq. mm, magkano ang magkasya sa bintana; 16-20 pagliko. Pinaikot nila ito sa 2 wire. Ang dulo ng isa ay konektado sa simula ng isa, ito ang magiging midpoint.

Ang filter ay inaayos kasama ang isang arko sa pinakamababa at pinakamataas na halaga ng Uхх. Kung ang arko ay hindi bababa sa tamad, ang elektrod ay dumikit, ang puwang ay nabawasan. Kung ang metal ay nasusunog sa maximum, sila ay tumaas o, na kung saan ay magiging mas epektibo, putulin ang bahagi ng side rods simetriko. Upang ang core ay hindi gumuho mula dito, ito ay pinapagbinhi ng likido at pagkatapos ay normal na barnisan. Ang paghahanap ng pinakamainam na inductance ay medyo mahirap, ngunit pagkatapos ay gumagana ang welding nang walang kamali-mali sa alternating current.
Microarc
Ang layunin ng micro-arc welding ay nabanggit sa simula. Ang "kagamitan" para dito ay napakasimple: isang step-down na transpormer 220 / 6.3 V 3-5 A. Isang elektrod - ang wire twisting mismo (maaaring gamitin ang tanso-aluminyo, tanso-bakal); ang isa ay isang graphite rod, tulad ng lead mula sa isang 2M na lapis.
Ngayon mas maraming computer power supply ang ginagamit para sa micro-arc welding, o, para sa pulsed micro-arc welding, capacitor banks, tingnan ang video sa ibaba. Sa direktang kasalukuyang, ang kalidad ng trabaho, siyempre, ay nagpapabuti.
Video: homemade twist welding machine
Video: do-it-yourself welding machine mula sa mga capacitor
Makipag-ugnayan! May contact!
Ang paglaban sa hinang sa industriya ay pangunahing ginagamit para sa spot, seam at butt welding. Sa bahay, pangunahin sa mga tuntunin ng pagkonsumo ng enerhiya, ang isang pulsed point ay magagawa. Ito ay angkop para sa hinang at hinang manipis, mula 0.1 hanggang 3-4 mm, mga bahagi ng bakal na sheet. Ang arc welding ay masusunog sa isang manipis na dingding, at kung ang isang bahagi ay isang barya o mas kaunti, kung gayon ang pinakamalambot na arko ay susunugin ito nang buo.

Ang prinsipyo ng pagpapatakbo ng spot resistance welding ay inilalarawan sa Fig: ang mga electrodes ng tanso ay pinipiga ang mga bahagi na may puwersa, ang isang kasalukuyang pulso sa steel-steel ohmic resistance zone ay nagpapainit ng metal hanggang sa punto na nangyayari ang electrodiffusion; hindi natutunaw ang metal. Ang kasalukuyang ay kailangan para sa approx na ito. 1000 A bawat 1 mm ng kapal ng mga bahaging hinangin. Oo, ang isang kasalukuyang ng 800 A ay kukuha ng mga sheet ng 1 at kahit na 1.5 mm. Ngunit kung hindi ito isang bapor para sa kasiyahan, ngunit, halimbawa, isang galvanized corrugated na bakod, kung gayon ang pinakaunang malakas na bugso ng hangin ay magpapaalala sa iyo: "Tao, ngunit ang agos ay medyo mahina!"
Gayunpaman, ang resistance spot welding ay mas matipid kaysa sa arc welding: ang open-circuit na boltahe ng welding transformer para dito ay 2 V. Ito ang kabuuan ng 2-contact steel-copper potensyal na pagkakaiba at ang ohmic resistance ng penetration zone. Ang transpormer para sa welding ng paglaban ay kinakalkula nang katulad nito para sa arc welding, ngunit ang kasalukuyang density sa pangalawang winding ay kinuha mula sa 30-50 at higit pa A / sq. mm. Ang pangalawa ng contact welding transpormer ay naglalaman ng 2-4 na pagliko, mahusay na pinalamig, at ang kadahilanan ng paggamit nito (ang ratio ng oras ng hinang sa idling at oras ng paglamig) ay maraming beses na mas mababa.
Ang Runet ay may maraming mga paglalarawan ng mga homemade pulse-point welders mula sa hindi magagamit na mga microwave. Ang mga ito, sa pangkalahatan, ay tama, ngunit sa pag-uulit, tulad ng nakasulat sa "1001 Gabi", walang pakinabang. At ang mga lumang microwave oven ay hindi nakahiga sa mga tambak sa mga tambak ng basura. Samakatuwid, haharapin natin ang mga konstruksyon na hindi gaanong kilala, ngunit, sa pamamagitan ng paraan, mas praktikal.

Sa fig. - aparato ng pinakasimpleng aparato para sa pulse spot welding. Maaari itong magwelding ng mga sheet hanggang sa 0.5 mm; para sa maliliit na crafts, akma ito nang perpekto, at ang mga magnetic core nito at mas malaking standard na sukat ay medyo abot-kaya. Ang bentahe nito, bilang karagdagan sa pagiging simple, ay ang clamping ng running rod ng welding tongs na may load. Ang isang ikatlong kamay ay hindi masasaktan upang gumana sa isang contact-welding impulse, at kung ang isa ay kailangang pisilin ang mga pliers nang may lakas, kung gayon ito ay karaniwang hindi maginhawa. Disadvantages - tumaas na panganib ng mga aksidente at pinsala. Kung hindi mo sinasadyang magbigay ng isang salpok kapag ang mga electrodes ay pinagsama nang walang mga bahagi na hinangin, pagkatapos ay ang plasma ay tatama mula sa mga sipit, ang mga splashes ng metal ay lilipad, ang proteksyon ng mga kable ay matatanggal, at ang mga electrodes ay magsasama nang mahigpit.
Pangalawang paikot-ikot - 16x2 tansong bus. Maaari itong makuha mula sa mga piraso ng manipis na sheet na tanso (ito ay magiging nababaluktot) o ginawa mula sa isang piraso ng pipi na tubo para sa pagbibigay ng nagpapalamig ng isang air conditioner ng sambahayan. Manu-manong i-insulate ang bus tulad ng inilarawan sa itaas.
 Dito sa fig. - Ang mga guhit ng isang impulse spot welding apparatus ay mas malakas, para sa welding sheet hanggang sa 3 mm, at mas maaasahan. Salamat sa isang medyo malakas na return spring (mula sa carapace ng kama), ang hindi sinasadyang convergence ng mga pliers ay hindi kasama, at ang eccentric clamp ay nagbibigay ng isang malakas na matatag na compression ng mga pliers, na makabuluhang tinutukoy ang kalidad ng welded joint. Kung saan ang clamp ay maaaring agad na i-reset sa isang suntok sa sira-sira lever. Ang kawalan ay ang mga insulating node ng mga ticks, napakarami sa kanila at sila ay kumplikado. Ang isa pa ay ang aluminum pliers rods. Una, ang mga ito ay hindi kasing lakas ng bakal, at pangalawa, sila ay 2 hindi kinakailangang mga pagkakaiba sa pakikipag-ugnay. Ang heatsink sa aluminyo ay tiyak na mahusay.
Dito sa fig. - Ang mga guhit ng isang impulse spot welding apparatus ay mas malakas, para sa welding sheet hanggang sa 3 mm, at mas maaasahan. Salamat sa isang medyo malakas na return spring (mula sa carapace ng kama), ang hindi sinasadyang convergence ng mga pliers ay hindi kasama, at ang eccentric clamp ay nagbibigay ng isang malakas na matatag na compression ng mga pliers, na makabuluhang tinutukoy ang kalidad ng welded joint. Kung saan ang clamp ay maaaring agad na i-reset sa isang suntok sa sira-sira lever. Ang kawalan ay ang mga insulating node ng mga ticks, napakarami sa kanila at sila ay kumplikado. Ang isa pa ay ang aluminum pliers rods. Una, ang mga ito ay hindi kasing lakas ng bakal, at pangalawa, sila ay 2 hindi kinakailangang mga pagkakaiba sa pakikipag-ugnay. Ang heatsink sa aluminyo ay tiyak na mahusay.
Tungkol sa mga electrodes

Sa isang amateur na kapaligiran, mas kapaki-pakinabang na i-insulate ang mga electrodes sa lugar ng pag-install, tulad ng ipinapakita sa Fig. sa kanan. Ang bahay ay hindi isang conveyor belt, ang aparato ay palaging pinapayagan na lumamig upang ang mga insulating sleeves ay hindi uminit. Ang disenyo na ito ay gagawing posible na gawin ang mga rod mula sa isang matibay at murang bakal na propesyonal na tubo, pati na rin pahabain ang mga wire (hanggang sa 2.5 m ito ay pinahihintulutan) at gumamit ng contact welding gun o remote pliers, tingnan ang Fig. sa ibaba.
Sa fig. sa kanan, ang isa pang tampok ng mga electrodes para sa spot resistance welding ay makikita: isang spherical contact surface (takong). Ang mga flat na takong ay mas matibay, kaya naman ang mga electrodes sa kanila ay malawakang ginagamit sa industriya. Ngunit ang diameter ng patag na takong ng elektrod ay dapat na katumbas ng 3 beses ang kapal ng katabing materyal na hinangin, kung hindi man ang lugar ng pagtagos ay masusunog alinman sa gitna (malawak na takong) o kasama ang mga gilid (makitid na takong) , at ang kaagnasan ay mapupunta mula sa welded joint kahit na sa hindi kinakalawang na asero.

Ang huling bagay tungkol sa mga electrodes ay ang kanilang materyal at sukat. Mabilis na nasusunog ang pulang tanso, kaya ang mga biniling electrodes para sa welding ng paglaban ay gawa sa tanso na may chromium additive. Dapat itong gamitin, sa kasalukuyang mga presyo ng tanso ito ay higit pa sa makatwiran. Ang diameter ng elektrod ay kinuha depende sa mode ng paggamit nito, batay sa isang kasalukuyang density ng 100-200 A / sq. mm. Ang haba ng elektrod sa ilalim ng mga kondisyon ng paglipat ng init ay hindi mas mababa sa 3 ng mga diameters nito mula sa sakong hanggang sa ugat (ang simula ng shank).
Paano magbigay ng lakas
Sa pinakasimpleng mga aparatong gawa sa bahay para sa pulse-contact welding, ang kasalukuyang pulso ay ibinibigay nang manu-mano: i-on lang nila ang welding transpormer. Ito, siyempre, ay hindi mabuti para sa kanya, at ang hinang ay alinman sa kakulangan ng pagtagos o pagka-burnout. Gayunpaman, hindi napakahirap na i-automate ang pagpapakain at normalisasyon ng mga pulso ng hinang.

Ang isang diagram ng isang simple, ngunit maaasahan at napatunayan ng pangmatagalang pagsasanay ng welding pulse generator ay ibinibigay sa Fig. Ang auxiliary transformer T1 ay isang conventional power transformer na 25-40 W. Paikot-ikot na boltahe II - ayon sa backlight lamp. Sa halip, maaari kang maglagay ng 2 LED na konektado sa antiparallel na may isang damping resistor (karaniwan, 0.5 W) 120-150 Ohm, pagkatapos ay ang boltahe II ay magiging 6 V.
Boltahe III - 12-15 V. 24 ay posible, pagkatapos ay ang capacitor C1 (ordinaryong electrolytic) ay kailangan para sa isang boltahe ng 40 V. Ang mga Diodes V1-V4 at V5-V8 ay anumang mga tulay ng rectifier para sa 1 at mula sa 12 A, ayon sa pagkakabanggit. Thyristor V9 - para sa 12 o higit pang A 400 V. Ang mga optothyristor mula sa mga power supply ng computer o TO-12.5, TO-25 ay angkop. Ang Resistor R1 ay isang wire-wound resistor na kumokontrol sa tagal ng pulso. Transformer T2 - hinang.
Ang welding machine ay isang medyo tanyag na aparato kapwa sa mga propesyonal at sa mga manggagawa sa bahay. Ngunit para sa domestic na paggamit, kung minsan ay walang saysay na bumili ng isang mamahaling yunit, dahil ito ay gagamitin sa mga bihirang kaso, halimbawa, kung kailangan mong magwelding ng pipe o maglagay ng bakod. Samakatuwid, magiging mas matalinong gumawa ng welding machine gamit ang iyong sariling mga kamay, namumuhunan ng isang minimum na halaga ng pera dito.
Ang pangunahing bahagi ng anumang electric arc welder ay ang transpormer. Ang bahaging ito ay maaaring alisin mula sa mga luma, hindi kinakailangang mga gamit sa bahay at gumawa ng isang homemade welding machine mula dito. Ngunit sa karamihan ng mga kaso, ang transpormer ay nangangailangan ng kaunting pagsasaayos. Mayroong ilang mga paraan upang makagawa ng isang welder, na maaaring pareho ang pinakasimple at mas kumplikado, na nangangailangan ng kaalaman sa electronics.
Upang makagawa ng isang mini welder, kakailanganin mo ng isang pares ng mga transformer na kinuha mula sa isang hindi kinakailangang microwave oven. Madaling makahanap ng microwave oven mula sa mga kaibigan, kakilala, kapitbahay, atbp. Ang pangunahing bagay ay mayroon itong kapangyarihan sa hanay na 650-800 W, at ang transpormer ay nasa maayos na pagkakasunud-sunod. Kung ang kalan ay may mas malakas na transpormer, kung gayon ang aparato ay lalabas na may mas mataas na kasalukuyang mga rate.
Kaya, ang transpormer na inalis mula sa microwave ay may 2 windings: pangunahin (pangunahin) at pangalawa (pangalawang).

Muling pagbebenta ay may mas maraming liko at mas maliit na wire cross-section. Samakatuwid, upang ang transpormer ay maging angkop para sa hinang, dapat itong alisin at palitan ng isang konduktor na may mas malaking cross-sectional area. Upang alisin ang paikot-ikot na ito mula sa transpormer, dapat itong putulin mula sa magkabilang panig ng bahagi gamit ang isang metal hacksaw.

Dapat itong gawin nang may espesyal na pangangalaga upang hindi aksidenteng matamaan ang pangunahing paikot-ikot na may lagari.

Kapag naputol ang coil, ang mga labi nito ay kailangang alisin sa magnetic circuit. Ang gawaing ito ay magiging mas madali kung ang mga windings ay drilled upang mapawi ang metal stress.



Gawin ang parehong sa iba pang transpormer. Bilang resulta, magkakaroon ka ng 2 bahagi na may pangunahing paikot-ikot na 220 V.
Mahalaga! Tandaang tanggalin ang kasalukuyang shunt (ipinapakita ng mga arrow sa larawan sa ibaba). Papataasin nito ang kapangyarihan ng device ng 30 porsiyento.

Para sa paggawa ng pangalawa, kakailanganin mong bumili ng 11-12 metro ng kawad. Dapat itong ma-stranded at mayroon cross section na hindi bababa sa 6 na parisukat.

Upang makagawa ng welding machine, para sa bawat transpormer, kakailanganin mong i-wind ang 18 liko (6 na hanay sa taas at 3 layer sa kapal).


Maaari mong i-wind ang parehong mga transformer gamit ang isang wire o hiwalay. Sa pangalawang kaso, ang mga coils ay dapat kumonekta sa serye.



Ang paikot-ikot ay dapat gawin nang mahigpit upang ang mga wire ay hindi nakabitin. Dagdag pa, kailangan ng pangunahing windings kumonekta sa parallel.

Ang mga piraso ay maaaring i-screw sa isang maliit na piraso ng kahoy upang itali.

Kung sukatin mo ang boltahe sa pangalawang transpormer, kung gayon sa kasong ito ito ay magiging 31-32 V.

Sa tulad ng isang homemade welder, ang metal na may kapal na 2 mm ay madaling hinangin ng mga electrodes na may diameter na 2.5 mm.



Dapat alalahanin na ang gayong gawang bahay na kagamitan ay dapat lutuin nang may mga pahinga, dahil ang mga paikot-ikot nito ay napakainit. Sa karaniwan, pagkatapos ng bawat ginamit na elektrod, ang aparato ay dapat lumamig sa loob ng 20-30 minuto.
Imposibleng magluto ng manipis na metal gamit ang isang yunit na gawa sa microwave, dahil puputulin ito. Upang ayusin ang kasalukuyang, ang isang ballast resistor o choke ay maaaring konektado sa welder. Ang papel na ginagampanan ng risistor ay maaaring isagawa sa pamamagitan ng isang piraso ng steel wire ng isang tiyak na haba (pinili sa eksperimento), na konektado sa mababang boltahe na paikot-ikot.
AC welder
Ito ang pinakakaraniwang uri ng metal welding machine. Ito ay madaling gawin sa bahay, at ito ay hindi mapagpanggap sa pagpapatakbo. Ngunit ang pangunahing sagabal ng device ay malaking masa ng step-down na transpormer, na siyang batayan ng yunit.

Para sa paggamit sa bahay, sapat na ang aparato ay gumagawa ng isang boltahe ng 60 V at maaaring magbigay ng isang kasalukuyang ng 120-160 A. Samakatuwid para sa primary, kung saan nakakonekta ang 220 V na network ng sambahayan, kakailanganin mo ng wire na may cross section na 3 mm 2 hanggang 4 mm 2. Ngunit ang perpektong opsyon ay isang konduktor na may cross section na 7 mm 2. Sa ganoong cross-section, ang pagbaba ng boltahe at posibleng karagdagang pag-load ay hindi magiging kahila-hilakbot para sa device. Mula dito sumusunod na ang pangalawang nangangailangan ng isang konduktor na may diameter na 3 mm. Kung kukuha kami ng isang konduktor ng aluminyo, kung gayon ang kinakalkula na cross-section ng tanso ay pinarami ng isang kadahilanan na 1.6. Para sa pangalawang pabahay isang tansong bar na may cross section na hindi bababa sa 25 mm 2 ay kinakailangan
Napakahalaga na ang paikot-ikot na konduktor ay natatakpan ng pagkakabukod ng basahan, dahil ang tradisyonal na PVC sheath ay natutunaw kapag pinainit, na maaaring maging sanhi ng isang turn-to-turn short circuit.
Kung hindi ka nakahanap ng wire na may kinakailangang seksyon, magagawa mo gawin mo ang iyong sarili mula sa ilang mas manipis na konduktor. Ngunit ito ay makabuluhang tataas ang kapal ng kawad at, nang naaayon, ang mga sukat ng yunit.
Unang bagay, ang base ng transpormer ay ginawa - ang core... Ito ay gawa sa metal plates (transformer steel). Ang mga plate na ito ay dapat na may kapal na 0.35-0.55 mm. Ang mga stud na nagkokonekta sa mga plato ay dapat na mahusay na insulated mula sa kanila. Bago i-assemble ang core, ang mga sukat nito ay kinakalkula, iyon ay, ang mga sukat ng "window" at ang cross-sectional area ng core, ang tinatawag na "core". Upang kalkulahin ang lugar, gamitin ang formula: S cm 2 = a x b (tingnan ang figure sa ibaba).

Ngunit mula sa pagsasanay ay kilala na kung gumawa ka ng isang core na may isang lugar na mas mababa sa 30 cm 2, kung gayon ang naturang aparato ay magiging mahirap na makakuha ng isang mataas na kalidad na tahi dahil sa kakulangan ng reserba ng kuryente. At ito ay uminit nang napakabilis. Samakatuwid, ang cross-section ng core ay dapat na hindi bababa sa 50 cm 2. Sa kabila ng katotohanan na ang bigat ng yunit ay tataas, ito ay magiging mas maaasahan.
Para sa pangunahing pagpupulong, ito ay mas mahusay na gamitin L-shaped na mga plato at ilagay ang mga ito tulad ng ipinapakita sa sumusunod na pigura hanggang sa maabot ng kapal ng bahagi ang nais na halaga.

Sa dulo ng pagpupulong, ang mga plato ay dapat na ikabit (sa mga sulok) na may mga bolts, pagkatapos ay linisin ng isang file at insulated na may pagkakabukod ng tela.
Ngayon ay maaari ka nang magsimula paikot-ikot na transpormer.

Ang isang nuance ay dapat isaalang-alang: ang ratio ng mga liko sa core ay dapat na 40% hanggang 60%. Nangangahulugan ito na sa gilid kung saan matatagpuan ang pangunahin, dapat ay may mas kaunting mga pagliko ng pangalawa. Dahil dito, sa simula ng hinang, ang paikot-ikot na may higit pang mga pagliko ay bahagyang mapuputol dahil sa paglitaw ng mga eddy currents. Tataas nito ang kasalukuyang lakas, na magkakaroon ng positibong epekto sa kalidad ng tahi.
Kapag ang paikot-ikot ng transpormer ay kumpleto na, ang mains cable ay konektado sa karaniwang wire at sa 215 turn tap. Ang mga welding cable ay konektado sa pangalawang paikot-ikot. Pagkatapos nito, ang contact welding machine ay handa na para sa trabaho.
DC apparatus
Upang magluto ng cast iron o hindi kinakalawang na asero, kinakailangan ang isang DC apparatus. Maaari itong gawin mula sa isang maginoo na yunit ng transpormer, kung sa pangalawang paikot-ikot nito ikonekta ang rectifier... Nasa ibaba ang isang diagram ng isang diode bridge welding machine.

Diagram ng isang welding machine na may diode bridge
Ang rectifier ay binuo sa D161 diodes, na may kakayahang makatiis ng 200A. Dapat silang mai-install sa mga radiator. Gayundin, upang mapantayan ang ripple ng kasalukuyang, kakailanganin mo ng 2 capacitor (C1 at C2) na 50 V at 1500 μF. Ang wiring diagram na ito ay mayroon ding kasalukuyang regulator, ang papel na ginagampanan ng choke L1. Ang mga welding cable ay konektado sa mga contact X5 at X4 (tuwid o reverse polarity), depende sa kapal ng metal na ikokonekta.
Inverter mula sa power supply ng computer
Imposibleng gumawa ng welding machine mula sa isang computer power supply. Ngunit medyo posible na gamitin ang case nito at ilang bahagi, pati na rin ang fan. Kaya, kung gumawa ka ng isang inverter gamit ang iyong sariling mga kamay, kung gayon madali itong mailagay sa isang power supply unit mula sa isang computer. Ang lahat ng mga transistor (IRG4PC50U) at diode (KD2997A) ay dapat na naka-install sa mga radiator nang hindi gumagamit ng mga gasket. Para sa mga bahagi ng paglamig, ito ay kanais-nais gumamit ng malakas na fan tulad ng Thermaltake A2016. Sa kabila ng maliit na sukat nito (80 x 80 mm), ang cooler ay may kakayahang bumuo ng 4800 rpm. Ang fan ay mayroon ding built-in na speed controller. Ang huli ay kinokontrol gamit ang isang thermocouple, na dapat na maayos sa isang radiator na may naka-install na mga diode.
Payo! Inirerekomenda na mag-drill ng ilang karagdagang mga butas sa PSU case para sa mas mahusay na bentilasyon at pag-alis ng init. Ang proteksyon sa overheating na naka-install sa mga radiator ng transistors ay naka-configure upang gumana sa temperatura na 70-72 degrees.
Nasa ibaba ang isang schematic electrical diagram ng welding inverter (sa mataas na resolution), ayon sa kung saan maaari kang gumawa ng isang apparatus na umaangkop sa power supply case.
Ipinapakita ng mga sumusunod na larawan kung anong mga bahagi ang binubuo ng isang homemade inverter welding machine, at kung ano ang hitsura nito pagkatapos ng pagpupulong.



Welder ng de-kuryenteng motor
Upang makagawa ng isang simpleng welding machine mula sa stator ng isang de-koryenteng motor, kinakailangan upang piliin ang motor mismo na nakakatugon sa ilang mga kinakailangan, ibig sabihin, na ang kapangyarihan nito ay mula 7 hanggang 15 kW.
Payo! Pinakamainam na gumamit ng 2A series na motor dahil magkakaroon ito ng malaking magnetic circuit window.
Makukuha mo ang kinakailangang stator sa mga lugar kung saan tinatanggap ang scrap metal. Bilang isang patakaran, ito ay aalisin ng mga wire at pagkatapos ng ilang suntok gamit ang isang sledgehammer, ito ay nahati. Ngunit kung ang kaso ay gawa sa aluminyo, pagkatapos ay upang alisin ang magnetic circuit mula dito, kailangang i-anneal ang stator.
Paghahanda para sa trabaho
Ilagay ang stator na ang butas ay nakaharap sa itaas at ilagay ang mga brick sa ilalim ng bahagi. Susunod, tiklupin ang kahoy sa loob at sunugin ito. Pagkatapos ng ilang oras ng pagprito, ang magnetic core ay madaling mahihiwalay sa case. Kung may mga wire sa pabahay, maaari din silang alisin mula sa mga grooves pagkatapos ng paggamot sa init. Bilang resulta, makakakuha ka ng magnetic circuit, na nalinis ng mga hindi kinakailangang elemento.

Ang blangko na ito ay sumusunod na mabuti ibabad sa oil varnish at hayaang matuyo. Maaaring gumamit ng heat gun para mapabilis ang proseso. Ang impregnation na may barnisan ay ginagawa upang pagkatapos na alisin ang mga screed, ang pakete ay hindi malaglag.
Kapag ang blangko ay ganap na tuyo gamit ang isang gilingan, alisin ang mga screed nakalagay dito. Kung hindi aalisin ang mga kurbatang, sila ay magsisilbing short-circuited na mga pagliko at kukuha ng kapangyarihan ng transpormer, at magiging sanhi ng pag-init nito.
Pagkatapos linisin ang magnetic circuit mula sa mga hindi kinakailangang bahagi, kakailanganin mong gawin dalawang dulong plato(tingnan ang figure sa ibaba).

Ang materyal para sa kanilang paggawa ay maaaring maging karton o pindutin ang board. Kailangan mo ring gumawa ng dalawang manggas mula sa mga materyales na ito. Ang isa ay magiging panloob at ang isa ay magiging panlabas. Susunod, kailangan mo:
- i-install ang parehong mga takip ng dulo sa blangko;
- pagkatapos ay ipasok (ilagay) ang mga silindro;
- balutin ang lahat ng istrakturang ito ng kiper o glass tape;
- ibabad ang nagresultang bahagi na may barnisan at tuyo.
Paggawa ng transformer
Matapos isagawa ang mga hakbang sa itaas, posible na gumawa ng isang welding transpormer mula sa magnetic circuit. Para sa mga layuning ito, kailangan mo ng wire na natatakpan ng tela o salamin na enamel insulation. Upang i-wind ang pangunahing winding, kailangan mo ng wire na may diameter na 2-2.5 mm. Ang pangalawang paikot-ikot ay mangangailangan ng humigit-kumulang 60 metro ng tansong bus bar (8 x 4 mm).
Kaya, ang mga kalkulasyon ay ginagawa tulad ng sumusunod.
- Dalawampung liko ng wire na may diameter na hindi bababa sa 1.5 mm ay dapat na sugat sa core, pagkatapos kung saan ang isang boltahe ng 12 V ay dapat ilapat dito.
- Sukatin ang kasalukuyang dumadaloy sa paikot-ikot na ito. Ang halaga ay dapat na tungkol sa 2 A. Kung ang halaga ay mas malaki kaysa sa kinakailangan, ang bilang ng mga pagliko ay dapat na tumaas, kung ang halaga ay mas mababa sa 2A, pagkatapos ay bawasan.
- Kalkulahin ang bilang ng mga liko na nakuha at hatiin ito sa 12. Bilang resulta, makakakuha ka ng isang halaga na nagpapahiwatig kung gaano karaming mga pagliko ang kinakailangan sa bawat 1 V ng boltahe.
Para sa pangunahing paikot-ikot isang konduktor na may diameter na 2.36 mm, na kailangang tiklop sa kalahati, ay angkop. Sa prinsipyo, maaari kang kumuha ng anumang wire na may diameter na 1.5-2.5 mm. Ngunit kailangan mo munang kalkulahin ang cross-section ng mga conductor sa loop. Una kailangan mong i-wind ang pangunahing paikot-ikot (220 V), at pagkatapos ay ang pangalawa. Ang kawad nito ay dapat na insulated sa buong haba nito.
Kung gumawa ka ng isang tap sa pangalawang paikot-ikot sa seksyon kung saan nakuha ang 13 V at maglagay ng isang diode bridge, kung gayon ang transpormer na ito ay maaaring gamitin sa halip na isang baterya kung nais mong simulan ang kotse. Para sa hinang, ang boltahe sa pangalawang paikot-ikot ay dapat na nasa hanay na 60-70 V, na magpapahintulot sa paggamit ng mga electrodes na may diameter na 3 hanggang 5 mm.
Kung inilatag mo ang parehong paikot-ikot, at may libreng espasyo sa disenyo na ito, maaari kang magdagdag ng 4 na pagliko ng isang tansong bus (40 x 5 mm). Sa kasong ito, makakatanggap ka ng isang spot-welding coil na nagpapahintulot sa iyo na sumali sa sheet metal hanggang sa 1.5 mm ang kapal.
Para sa paggawa ng kaso hindi inirerekomenda ang paggamit ng metal. Mas mainam na gawin ito mula sa PCB o plastik. Sa mga lugar kung saan ang coil ay nakakabit sa kaso, kinakailangan na maglagay ng mga gasket ng goma upang mabawasan ang panginginig ng boses at mas mahusay na paghihiwalay mula sa mga kondaktibong materyales.

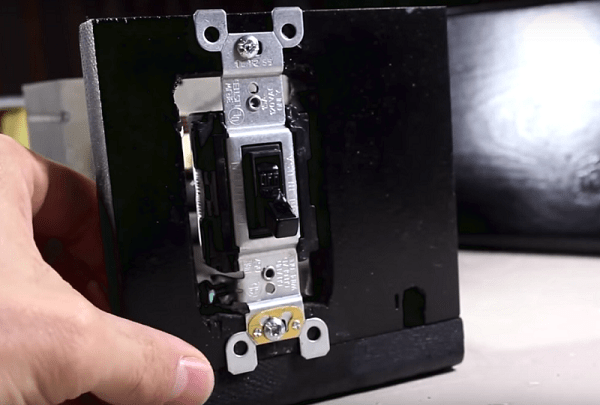
Homemade spot welding machine
Ang isang handa na aparato para sa spot welding ay may medyo mataas na presyo, na hindi binibigyang-katwiran ang panloob na "pagpupuno". Ito ay nakaayos nang napakasimple, at hindi ito magiging mahirap na gawin ito sa iyong sarili.

Upang gumawa ng isang spot welding machine sa iyong sarili, kailangan mo ng isa microwave transpormer na may kapangyarihan na 700-800 watts. Kinakailangan na alisin ang pangalawang paikot-ikot mula dito sa paraang inilarawan sa itaas, sa seksyon kung saan isinasaalang-alang ang paggawa ng isang welding machine mula sa isang microwave.
Ang isang spot welder ay ginawa sa sumusunod na paraan.
- Gumawa ng 2-3 pagliko sa loob ng manit conductor na may cable na may diameter ng conductor na hindi bababa sa 1 cm. Ito ay magiging pangalawang paikot-ikot na nagpapahintulot sa iyo na makakuha ng kasalukuyang 1000 A.

- Inirerekomenda na mag-install ng mga tansong lug sa mga dulo ng cable.

- Kung ikinonekta namin ang 220 V sa pangunahing paikot-ikot, pagkatapos ay sa pangalawang paikot-ikot ay nakakakuha kami ng boltahe ng 2 V na may kasalukuyang mga 800 A. Ito ay sapat na upang matunaw ang isang ordinaryong kuko sa loob ng ilang segundo.

- Sinundan ng gumawa ng case para sa device... Ang isang kahoy na board ay mahusay na gumagana para sa base, kung saan dapat gawin ang ilang mga elemento, tulad ng ipinapakita sa sumusunod na figure. Ang mga sukat ng lahat ng mga bahagi ay maaaring maging arbitrary at depende sa mga sukat ng transpormer.


- Upang bigyan ang cabinet ng isang mas aesthetic na hitsura, ang mga matutulis na sulok ay maaaring alisin gamit ang isang hand router na may naka-install na pamutol sa paghubog sa gilid.


- Sa isang bahagi ng welding gun, gupitin ang isang maliit na kalso... Salamat sa kanya, ang mga ticks ay maaaring tumaas nang mas mataas.


- Gupitin ang mga butas para sa switch at ang power cable sa likod ng case.

- Kapag ang lahat ng mga bahagi ay handa at buhangin, maaari silang lagyan ng kulay ng itim o barnisan.

- Mula sa hindi kinakailangang microwave, kakailanganin mong idiskonekta ang power cable at ang limit switch. Kakailanganin mo rin ang isang metal na doorknob.


- Kung ang iyong bahay ay walang switch at isang tansong baras, pati na rin ang mga clamp na tanso, kung gayon ang mga bahaging ito ay dapat bilhin.

- Gupitin ang 2 maliit na baras mula sa tansong kawad, na magsisilbing mga electrodes, at ayusin ang mga ito sa mga clamp.


- I-screw ang switch sa likod ng device.
- I-screw ang likod na pader at 2 poste sa base, tulad ng ipinapakita sa mga sumusunod na larawan.


- Ayusin ang transpormer sa base.

- Dagdag pa, ang isang mains wire ay konektado sa pangunahing paikot-ikot ng transpormer. Ang pangalawang mains wire ay konektado sa unang terminal ng switch. Pagkatapos ay kailangan mong ilakip ang wire sa pangalawang terminal ng switch at ikonekta ito sa kabilang terminal ng pangunahing. Ngunit ang isang pahinga ay dapat gawin sa wire na ito at mai-install dito inalis ang breaker mula sa microwave... Ito ay magsisilbing isang pindutan para sa pag-on ng hinang. Ang mga wire na ito ay dapat na may sapat na haba upang ma-accommodate ang breaker sa dulo ng clamp.
- Ikabit ang takip ng makina gamit ang hawakan na nakakabit sa mga uprights at sa likod na dingding.

- I-secure ang mga dingding sa gilid ng kaso.

- Maaari nang i-install ang welding gun. Una, mag-drill sa kanilang mga dulo kasama ang butas kung saan ang mga turnilyo ay i-screwed.

- Susunod, ikabit ang switch sa dulo.

- Ipasok ang mga pliers sa housing, paglalagay ng isang parisukat na bloke sa pagitan ng mga ito upang ihanay. Mag-drill ng mga butas sa mga pliers sa mga sidewalls at ipasok ang mga mahahabang pako sa mga ito upang magsilbing mga pivot.


- Ikabit ang mga electrodes na tanso sa mga dulo ng mga pliers at ihanay ang mga ito upang ang mga dulo ng mga rod ay magkatapat sa bawat isa.


- Upang awtomatikong tumaas ang itaas na elektrod, i-screw sa 2 turnilyo at ikabit ang isang nababanat na banda sa kanila, tulad ng ipinapakita sa sumusunod na larawan.


- I-on ang unit, ikonekta ang mga electrodes at pindutin ang start button. Dapat kang makakita ng electrical discharge sa pagitan ng mga tansong pamalo.

- Upang suriin ang pagpapatakbo ng yunit, maaari kang kumuha ng mga metal washer at hinangin ang mga ito.


Sa kasong ito, positibo ang resulta. Samakatuwid, ang paglikha ng isang spot welding machine ay maaaring ituring na kumpleto.
Kung mayroon kang kinakailangang locksmith at electrical installation tool (sa ibaba ay sasabihin namin sa iyo ang tungkol sa mga ito nang detalyado), at mayroon kang naaangkop na mga propesyonal na kasanayan, kung gayon magagawa mo do-it-yourself welding transpormer.
Ang iyong mga gastos, siyempre, ay magiging, ngunit hindi maihahambing na mas mababa kumpara sa mga gastos sa pagbili ng isang factory-made na gadget. Ngunit gaano kalaki ang kasiyahang makukuha mo sa proseso ng iyong paboritong gawain sa paglikha ng mga produktong gawang bahay? At ang kasiyahan, sa sandali ng matagumpay na pagsisimula ng electric welding, sa pangkalahatan, ay hindi maihahambing sa anumang bagay!
Bibigyan ka namin ng maraming kapaki-pakinabang na tip sa artikulo. sa pamamagitan ng pagpili, pagkalkula at paggawa welding transpormer (simula dito - ST), na makakatulong sa iyong i-optimize ang mga gastos at i-save ang iyong badyet.
Ang isang maayos na ginawang aparato gamit ang iyong sariling mga kamay ay hindi mas masama kaysa sa isang pabrika.
Tatalakayin ng artikulo ang tungkol sa dalawang uri ng mga welding transformer. Para sa hinang:
- arko;
- contact.
DIY welding transpormer: kung ano ang kailangan natin
Ang hanay ng mga kasangkapan at kagamitan para sa paggawa at pagpupulong ng parehong uri ng CT ay magkapareho. Kailangan namin ang sumusunod:
- tagapagpahiwatig ng boltahe ng kuryente... Upang makontrol ang kawalan ng huli sa mga de-koryenteng kontak, at sa gayon ay matiyak ang kaligtasan kapag nagsasagawa ng gawaing elektrikal;
- Angle grinder(siya ay "Bulgarian", "whack-machine", atbp.) na may isang hanay ng mga disk (pagputol, paggiling, atbp.);
- electric drill na may isang hanay ng mga drills para sa metal at isang core;
- tester o voltmeter alternating current na may limitasyon sa pagsukat na 400 V;
- anumang" tagasulat". Ginagamit ito kapag nagmamarka para sa metal;
- mga clamp ng locksmith... Para sa pag-aayos ng mga bahagi kapag nagmamarka ng "sa lugar";
- set ng electric tool... Ang tiyak na komposisyon ng kit ay nakasalalay sa mga materyales na gagamitin sa paggawa ng CT. Sa pangkalahatan, ito ay ang mga sumusunod:
- kumpletong electric soldering iron. Ang paghihinang ay isasagawa gamit ang POS-40 na panghinang;
- mga screwdriver (iba't ibang laki na may tuwid at Phillips slot);
- mga susi:
- kulay ng nuwes;
- bihag;
- wakas;
- pliers, side cutter, atbp. na may insulated handle;
- set ng mga file.
Ito ay mas maginhawa upang isakatuparan ang lahat ng trabaho sa workbench ng isang locksmith na may isang electrical insulating coating, na nilagyan ng isang locksmith's vice.
Para sa paggawa ng mga CT, kinakailangan ang mga bahagi at materyales na naiiba sa bawat isa depende sa uri ng transpormer. Sa pangkalahatan, kailangan mo ang sumusunod:
- proteksiyon na takip... Dapat magbigay ng:
- proteksyon laban sa electric shock;
- ibukod ang posibilidad ng anumang bagay na makapasok sa loob ng gadget;
- magnetic circuit... Nagbibigay ng malakas na electromagnetic flux, na nag-uudyok ng electromotive force (simula dito - EMF) sa windings;
- alambre at alambre... Kinakailangan para sa mounting windings;
- bobbins... Ang mga windings ay nasugatan sa kanila;
- mga bloke ng terminal... Napakahusay na terminal block na may mga clamp para sa mga welding wire, maliliit na bloke - para sa mga kable ng circuit;
- switch (switch)... Ang paglipat ng mga seksyon ng windings ay isinasagawa kapag pinipili ang halaga ng kasalukuyang hinang;
- materyal para sa turn-to-turn insulation... Binabawasan ang posibilidad ng electrical breakdown ng winding insulation;
- mga fastener (bolts, turnilyo, nuts, washers, atbp.)... Kinakailangan ang mga ito para sa pag-install ng gadget sa panahon ng gawaing pagpupulong;
- insulating tape(uri X / B).
Mahalaga: Ang insulating tape na "PVC" ay hindi maaaring gamitin, dahil kapag pinainit, ito ay nawasak.
Homemade arc welding transpormer
Bago magpatuloy sa karagdagang trabaho sa paggawa ng CT, dapat kang magpasya: kung ano ang eksaktong gagawin mo. Kailangan mo:
- piliin ang disenyo at electrical schematic diagram ng hinaharap na device;
- gumawa ng isang elektrikal at, kung kinakailangan, isang nakabubuo na pagkalkula ng mga parameter nito.
Pagkatapos lamang nito dapat mong piliin ang mga kinakailangang kagamitan, materyales at maghanda, kung kinakailangan, ng isang espesyal na tool.
Paano makalkula ang isang welding transpormer. Scheme
Ang tanong kung paano makalkula ang isang self-made welding transpormer ay napaka tiyak, dahil hindi ito tumutugma sa mga tipikal na scheme at karaniwang tinatanggap na mga patakaran. Ang katotohanan ay kapag gumagawa ng mga produktong gawa sa bahay, ang mga parameter ng kanilang mga bahagi ay "nababagay" sa mga sangkap na magagamit na (pangunahin para sa magnetic circuit). Bukod dito, madalas na nangyayari na:
- ang mga transformer ay hindi binuo mula sa pinakamahusay na transpormer na bakal;
- ang mga paikot-ikot ay nasugatan sa maling wire at marami pang negatibong salik.
Bilang isang resulta, ang mga produktong gawa sa bahay ay uminit at "hum" (ang mga core plate ay nag-vibrate sa dalas ng power grid: 50 Hz), ngunit, sa parehong oras, "ginagawa nila ang kanilang trabaho" - hinang nila ang metal.
Sa pamamagitan ng hugis ng mga core, ang mga transformer ng mga sumusunod na pangunahing uri ay nakikilala:
- pamalo;
- nakabaluti.
Mga paliwanag para sa figure:
- a - nakabaluti;
- b - core.
Mga transformer mahalaga uri kumpara sa mga transformer nakabaluti uri, payagan ang mataas na kasalukuyang density sa windings. Dahil dito, mayroon silang mas mataas na kahusayan, ngunit ang intensity ng paggawa ng kanilang paggawa ay mas mataas. Gayunpaman, mas madalas silang ginagamit.
Sa core ng baras, ginagamit ang mga paikot-ikot na scheme na ipinapakita sa figure.
Mga paliwanag para sa figure:
- a - mains winding sa magkabilang panig ng core;
- b - ang kaukulang pangalawang (welding) winding, konektado sa counter-parallel;
- c - mains winding sa isang gilid ng core;
- d - ang kaukulang pangalawang paikot-ikot, konektado sa serye.
Halimbawa, kalkulahin natin ang CT na binuo ayon sa "c" - "g" scheme. Ang pangalawang paikot-ikot nito ay binubuo ng dalawang pantay na bahagi (kalahati). Ang mga ito ay matatagpuan sa magkabilang braso ng magnetic circuit, at konektado sa serye sa bawat isa. Ang mga kalkulasyon ay binubuo sa pagtukoy ng teoretikal at pagpili ng aktwal na mga sukat ng magnetic circuit.
Natutukoy kami sa kapangyarihan ng CT (sa pamamagitan ng halaga ng kasalukuyang sa pangalawang paikot-ikot) mula sa mga sumusunod na pagsasaalang-alang. Para sa electric welding sa pang-araw-araw na buhay, ang mga coated electrodes Ø, mm ay kadalasang ginagamit: 2, 3, 4. Pinipili namin ang "golden mean" para sa pinakasikat - 120 ... 130 A. Ang kapangyarihan ng CT ay tinutukoy ng ang formula:
P = Uх.х. × Iw. × cos (φ) / η, kung saan:
- Uх.х. - walang-load na boltahe;
- Iw. - kasalukuyang hinang;
- φ ay ang anggulo ng phase sa pagitan ng boltahe at kasalukuyang. Tinatanggap namin ang: cos (φ) = 0.8;
- η - kahusayan. Para sa mga gawang bahay na ST: kahusayan = 0.7.
Kung kinakalkula mo ang magnetic circuit ayon sa reference book, ang cross section nito para sa napiling kasalukuyang ay 28 sq. Cm. Sa pagsasagawa, ang cross-section ng magnetic circuit para sa parehong kapangyarihan ay maaaring mag-iba sa loob ng saklaw: 25 ... 60 sq. Cm.
Para sa bawat seksyon, kinakailangan upang matukoy (ayon sa reference na libro) ang bilang ng mga pagliko ng pangunahing paikot-ikot upang magbigay ng tinukoy na kapangyarihan sa output. Napansin lamang namin na mas malaki ang cross-sectional area ng magnetic circuit (S), mas kaunting pagliko ng parehong mga coils ang kakailanganin. Ito ay isang mahalagang punto, dahil ang isang malaking bilang ng mga pagliko ay maaaring hindi magkasya sa "window" ng magnetic circuit.
Posibleng gamitin ang magnetic core ng isang lumang transpormer (halimbawa, mula sa microwave oven, siyempre, pagkatapos ng ilang muling pagtatayo - pagpapalit ng pangalawang paikot-ikot).
Kung wala kang isang lumang transpormer, dapat kang bumili ng transpormer na bakal, kung saan gagawin mo ang core ng CT.
Mga paliwanag para sa figure:
- a - L-shaped na mga plato;
- b - U-shaped na mga plato;
- c - mga plato na gawa sa mga piraso ng transpormer na bakal;
- c at d - mga sukat ng "window", cm;
- S = a x b - cross-sectional area ng core (yoke), sq. Cm.
Ang pagkalkula ng bilang ng mga liko ng pangunahing windings sa isang mains supply boltahe ng 220 ... 240 V, ang welding currents na aming pinili at ang mga parameter ng magnetic circuit ay maaaring gawin ayon sa mga sumusunod na formula:
N1 = 7440 × U1 / (Sfrom × I2). Para sa windings sa isang balikat (kalahati ng windings sa ibabaw ng bawat isa, konektado sa serye);
N1 = 4960 × U1 / (Sfrom × I2). Ang mga windings ay may pagitan sa iba't ibang mga balikat.
Legend sa parehong mga formula:
- U1 - boltahe ng supply ng kuryente;
- Ang N1 ay ang bilang ng mga pagliko ng pangunahing paikot-ikot;
- Siz - seksyon ng magnetic circuit (sq. Cm);
- I2 - itakda ang pangalawang kasalukuyang hinang (A).
Ang output boltahe ng pangalawang paikot-ikot ng CT sa no-load mode para sa mga self-made welding transformer ay, bilang panuntunan, sa hanay ng 45 ... 50V. Gamit ang sumusunod na formula, matutukoy mo ang bilang ng mga pagliko nito:
U1 / U2 = N1 / N2.
Para sa kaginhawaan ng pagpili ng lakas ng kasalukuyang hinang, ang mga bends ay ginawa sa mga windings.
Welding transpormer paikot-ikot at pag-install
Para sa pangunahing paikot-ikot ng transpormer, ginagamit ang isang espesyal na kawad na tanso na lumalaban sa init na may koton o fiberglass na pagkakabukod.
Isinasaalang-alang ang kapangyarihan na napili sa itaas, ang electric current sa primary winding ay maaaring umabot sa 25 A. Batay sa mga pagsasaalang-alang na ito, ang pangunahing winding ng CT ay dapat na sugat sa isang wire na mayroong cross section na ≥ 5 ... 6 sq. Mm. Ito, bukod sa iba pang mga bagay, ay makabuluhang tataas ang pagiging maaasahan ng CT.
Ang pangalawang paikot-ikot ay ginawa gamit ang tansong wire, ang cross-section na kung saan ay 30 ... 35 sq. Mm. Ang partikular na pansin ay dapat bayaran sa pagpili ng pagkakabukod ng pangalawang paikot-ikot na kawad, dahil ang isang malaking kasalukuyang hinang ay dumadaloy dito. Ito ay dapat na napaka maaasahan - ang espesyal na pansin ay dapat bayaran sa paglaban sa init.
Kapag nag-i-install ng windings, bigyang-pansin ang mga sumusunod:
- ang paikot-ikot ay ginagawa sa isang direksyon;
- isang insulating layer ng karagdagang pagkakabukod (inirerekomenda - koton) ay inilatag sa pagitan ng mga hilera ng windings.
Ang pinagsama-samang CT ay dapat ilagay sa isang proteksiyon na pambalot na may mga butas sa bentilasyon.
Video
Tingnan kung paano ipinatupad ang gawain ng pag-assemble ng device:
Do-it-yourself contact welding mula sa welding transformer
Ang welding ng paglaban ay lumilikha ng isang welded joint ng mga bahagi dahil sa mga sumusunod na sabay-sabay na epekto sa kanila:
- pagpainit sa lugar ng kanilang pakikipag-ugnay sa isang electric current na dumadaan dito;
- ang isang compressive force ay inilalapat sa magkasanib na lugar.
May tatlong uri ng resistance welding:
- punto;
- puwit;
- tahiin.
Sasabihin namin sa iyo ang tungkol sa isang gawang bahay na CT para sa pinakasikat: spot resistance welding (ang iba pang dalawa ay nangangailangan ng napaka sopistikadong kagamitan).
Mga paliwanag para sa figure:
1 - mga electrodes na nagbibigay ng kasalukuyang hinang sa mga bagay na hinangin;
2 - mga welded na produkto na may lap joint;
3 - welding transpormer.
Para sa welding ng paglaban, depende sa kapal at thermal conductivity ng mga materyales ng mga bahagi na welded, ang mga sumusunod na halaga ng mga pangunahing parameter nito ay pinili:
- electric boltahe sa kapangyarihan (welding circuit), V: 1 ... 10;
- halaga ng kasalukuyang hinang (amplitude ng pulso ng hinang), A: ≥ 1000;
- oras ng pag-init (pagpasa ng kasalukuyang pulso ng hinang), sec: 0.01... 3.0;
Bilang karagdagan, ang mga sumusunod ay dapat ibigay:
- hindi gaanong natutunaw na zone;
- makabuluhang compressive force na inilapat sa weld.
Scheme at pagkalkula
Ang pagkalkula ng CT resistance welding ay isinasagawa ayon sa parehong algorithm tulad ng para sa arc welding (tingnan sa itaas). Kapag pumipili ng data mula sa reference na libro (kasalukuyan at boltahe ng pangalawang paikot-ikot para sa spot welding ng napiling grado ng metal ng isang naibigay na kapal), dapat itong isipin na ang kasalukuyang lakas ng pangalawang paikot-ikot para sa naturang mga transformer ay sa pagkakasunud-sunod ng 1000 ... 5000 A. kumakatawan lamang sa ilang mga pagliko (minsan isa) ng isang makapal na wire. Samakatuwid, ang sumusunod na transpormer pangunahing paikot-ikot na circuit ay inirerekomenda upang ayusin ang kasalukuyang hinang.
Kadalasan, sa proseso ng paggamit ng mga produktong gawa sa bahay, lumalabas na walang sapat na kapangyarihan ng ST. Sa kasong ito, posible na ikonekta ang pangalawang transpormer alinsunod sa iminungkahing pamamaraan.
Paikot-ikot at pagpupulong
Ang mga operasyong ito ay isinasagawa ayon sa parehong mga pangunahing patakaran at sumusunod sa mga kinakailangan tulad ng para sa ST arc welding. Sa espesyal na pangangalaga, ang mga pagliko ng pangalawang paikot-ikot ay dapat na secure. Upang gawin ito, maaari mong gamitin ang mga lead nito sa pamamagitan ng pagpasa sa mga ito sa isang insulator na lumalaban sa init.
Ang mga tansong pamalo ay ginagamit bilang mga electrodes.
Dapat isaalang-alang na mas malaki ang diameter ng elektrod, mas mabuti. Sa anumang kaso ay dapat na ang diameter ng elektrod ay mas mababa kaysa sa diameter ng kawad. Para sa mga low-power na ST, posibleng gumamit ng mga tip mula sa malalakas na panghinang na bakal.
Sa panahon ng operasyon, subaybayan ang kondisyon ng mga consumable: ang mga electrodes ay dapat na pana-panahong patalasin - kung hindi man mawawala ang kanilang hugis. Sa paglipas ng panahon, sila ay ganap na giling at kailangang mapalitan.
:- ang welder ay kailangang tumayo sa isang goma na banig;
- ang manggagawa ay dapat magsuot ng guwantes na goma;
- Ang isang welding mask ay opsyonal, ngunit ang mga proteksiyon na salaming de kolor ay dapat na magsuot sa mukha.
mga konklusyon
Binigyan ka namin ng sapat na impormasyon upang makagawa ng isang gawang bahay na welding transformer:
- arc welding;
- contact welding.
Kapag gumagawa ng simple at small-scale welding sa bahay, lahat ay maaaring mag-ipon.
Hindi mo kailangang gumastos ng maraming pera, pagsisikap at oras upang magtipon. Gayundin, hindi na kailangang bumili ng hindi makatwirang mamahaling mga modelo ng naturang kagamitan.
Upang makagawa ng isang mini welding machine gamit ang iyong sariling mga kamay mula sa mga improvised na paraan, nang walang mga espesyal na gastos at pagsisikap sa pananalapi, kailangan mong maunawaan kung paano gumagana ang kagamitan, pagkatapos nito maaari mong simulan ang paggawa nito sa bahay.
Una sa lahat, ito ay nagkakahalaga ng pagtukoy ng kinakailangang kasalukuyang supply ng kapangyarihan ng mga homemade welding equipment. Ang pagsali sa mga bahagi ng isang napakalaking istraktura ay nangangailangan ng mas mataas na kasalukuyang intensity, at ang welding work na may manipis na mga ibabaw ng metal ay minimal.
Ang kasalukuyang halaga ay nauugnay sa mga napiling electrodes na gagamitin sa proseso. Kapag hinang ang mga produkto hanggang sa 5 milimetro, ang mga tungkod hanggang 4 na milimetro ay dapat gamitin, at sa isang istraktura na may 2 milimetro ang kapal, ang mga tungkod ay dapat na 1.5 milimetro.
Kapag gumagamit ng mga electrodes na 4 millimeters, ang kasalukuyang lakas ay kinokontrol hanggang sa 200 amperes, sa 3 millimeters hanggang 140 amperes, sa 2 millimeters - hanggang 70 amperes, at para sa pinakamaliit na hanggang 1.5 millimeters - hanggang 40 amperes.
Maaari kang bumuo ng isang arko para sa proseso ng hinang sa iyong sarili, gamit ang mains boltahe, na nakuha dahil sa pagpapatakbo ng transpormer.
Kasama sa set ng kagamitang ito ang:
- magnetic circuit;
- paikot-ikot - pangunahin at pangalawa.
Gayundin, ang transpormer ay maaaring gawin nang nakapag-iisa. Para sa magnetic core, ang mga plate na gawa sa bakal o iba pang matibay na materyal ay ginagamit. Ang mga windings ay kinakailangan upang direktang isagawa ang welding work at maikonekta ang welding unit sa isang 220 volt network.
![]()
Transpormer para sa hinang.
Ang mga espesyal na kagamitan ay may mga karagdagang aparato na nagpapataas ng kalidad at lakas ng arko, na ginagawang posible na independiyenteng ayusin ang kasalukuyang lakas.
Hindi ka dapat pumunta nang malalim sa paksang ito, dahil ang isa sa mga pinakamadaling paraan upang mag-ipon ng isang welding machine gamit ang iyong sariling mga kamay ay.
Ang tampok nito ay gumagana sa alternating current, na nagsisiguro sa pagganap ng isang mataas na kalidad na tahi kapag hinang ang mga ibabaw ng metal. Ang ganitong kagamitan ay maaaring makayanan ang anumang gawaing bahay kung saan kinakailangan upang magwelding ng mga istrukturang metal o bakal.
Upang gawin ito kailangan mong maghanda:
- Ilang metro ng makapal na cable.
- Materyal para sa core na matatagpuan sa transpormer.
Ang materyal mismo ay dapat na nadagdagan ang pagkamatagusin sa magnetization.
Ang pinakamahusay na pagpipilian ay kapag ang hugis ng baras na core ay may titik na "P". Sa ilang mga kaso, pinapayagan na gamitin ang bahaging ito sa isang mas binagong anyo, halimbawa, isang bilog na stator na ginawa mula sa isang nasira na de-koryenteng motor.
![]()
Diagram ng aparato ng welding transpormer.
Gayunpaman, nararapat na tandaan na mas mahirap i-wind ang mga windings sa gayong hugis. Pinakamainam kapag ang cross-section ng core para sa klasikong DIY welding equipment na ginagamit para sa mga domestic na layunin ay may sukat na humigit-kumulang 50 cm2.
Upang ang kagamitan ay magkaroon ng naa-access na timbang, hindi kinakailangan na dagdagan ang cross-section sa volume, gayunpaman, ang teknikal na epekto ay hindi magiging sa pinakamataas na antas. Kung ang cross-sectional area ay hindi angkop sa iyo, pagkatapos ay maaari mong kalkulahin ito sa iyong sarili gamit ang mga espesyal na scheme at formula.
Ang pangunahing paikot-ikot ay dapat gawin ng tansong kawad, na magkakaroon ng mas mataas na mga katangian: thermal resistance, dahil sa panahon ng pagpapatakbo ng istraktura, ang bahaging ito ay napakainit.
Ang nasabing bahagi ay dapat na may koton o fiberglass na pagkakabukod. Sa matinding mga kaso, posibleng gumamit ng insulated rubber wire o goma na tela, ngunit mag-ingat sa PVC winding.
Ang pagkakabukod ay ginawa din sa pamamagitan ng kamay, gamit ang cotton o fiberglass, o sa halip na mga bahagi nito, 2 cm ang lapad. Salamat sa mga piraso na ito, posible na balutin ang kawad, at pagkatapos ay ibabad ito sa anumang barnisan para sa mga de-koryenteng layunin. Ang pagkakabukod na ito ay hindi mag-overheat pagkatapos ng regular na operasyon.
Katulad ng mga kalkulasyon sa itaas, posible na kalkulahin kung aling bahagi ng paikot-ikot - pangunahin at pangalawa - ang magiging pinakamainam. Kadalasan ang pangalawang paikot-ikot ay may isang lugar na humigit-kumulang 30 mm2 at ang pangunahing paikot-ikot na hanggang 7 mm2, gamit ang isang baras na 4 mm ang lapad.
Bilang karagdagan, sa isang simpleng paraan, kailangan mong matukoy kung gaano kalaki ang isang piraso ng tansong kawad at kung gaano karaming mga liko ang aabutin upang i-wind ang dalawang windings. Pagkatapos nito, ang mga coils ay sugat, at ang frame ay ginawa gamit ang mga geometric na parameter ng magnetic circuit.
Ang pangunahing bagay ay upang matiyak na walang mga paghihirap kapag inilalagay ang magnetic circuit. Una sa lahat, ito ay kinakailangan upang piliin ang tamang sukat ng core. Pinakamabuting gawin ito sa tulong ng mga de-koryenteng karton o textolite.
Gamit ang parehong analogue, posible na gumawa ng isang istraktura para sa hinang maliliit na bahagi. Para sa bahay, maaari kang gumamit ng isang maliit na welding machine na "mini".
Paggawa ng welding machine
Ngayon halos imposible at medyo mahirap na magwelding ng metal o iproseso ito sa tamang paraan nang hindi gumagamit ng kagamitan sa hinang. Pagkatapos mong gumawa ng do-it-yourself welding machine, maaari kang magsagawa ng anumang trabaho sa mga produktong metal.

Transformer circuit na may hiwalay na choke.
Upang makagawa ng isang de-kalidad na yunit, kailangan mong magkaroon ng kaalaman at kasanayan na makakatulong sa iyong maunawaan ang circuit ng isang DC o AC welding machine, na dalawang opsyon para sa pag-assemble ng kagamitan.
Para sa paggamit sa bahay, pinakamahusay na matutunan kung paano gawin ang mini welding.
Mas maginhawang tumawag sa isang master o bumili ng isang handa na yunit, ngunit kung minsan ito ay masyadong mahal, dahil mahirap matukoy ang bilang ng mga volts bawat welding machine para sa pagpili ng isang modelo para sa iba't ibang mga parameter, tulad ng timbang para sa isang welding machine.
Mayroong ilang mga uri ng welding machine: AC, DC, three-phase o inverter. Upang pumili ng isa sa mga pagpipilian at simulan ang pag-assemble, kinakailangang isaalang-alang ang bawat pamamaraan ng unang 2 uri. Sa panahon ng proseso ng paghahanda, kailangan mong bigyang-pansin ang stabilizer ng boltahe.
AC
Upang makagawa ng mga homemade welding machine, kailangan mong pumili ng isang tagapagpahiwatig ng boltahe, ang pinakamahusay ay 60 volts, ang kasalukuyang ay pinakamahusay na kinokontrol mula 120 hanggang 160 amperes.
Maaari mong independiyenteng matukoy ang halaga ng cross-section ng kinakailangang wire para sa paggawa ng pangunahing winding ng transpormer, na dapat na konektado sa isang 220 volt network.
Ang mga parameter ng cross-sectional area ay hindi dapat higit sa 7 mm2, dahil ito ay nagkakahalaga ng pagpuna sa isang posibleng pagbaba ng boltahe at posibleng karagdagang pagkarga.
Batay sa mga kalkulasyon, ang pinakamainam na sukat ng diameter ng core ng tanso para sa pangunahing paikot-ikot, na binabawasan ang pagkilos ng mekanismo, ay 3 millimeters. Kapag pumipili ng aluminyo para sa wire, ang cross section ay pinarami ng halaga na 1.6.
Kapansin-pansin na ang mga wire ay kailangang balot ng basahan dahil kailangan nilang ma-insulated. Ang katotohanan ay na may pagtaas sa temperatura, ang wire ay maaaring matunaw at isang maikling circuit ay nangyayari.
Sa kawalan ng kinakailangang kawad, posible na palitan ito ng isang konduktor na medyo payat, paikot-ikot ito sa mga pares. Gayunpaman, dapat tandaan na ang kapal ng paikot-ikot ay tataas, dahil kung saan ang laki ng kagamitan sa hinang ay magiging malaki. Sa ilalim ng pangalawang paikot-ikot, ginagamit ang isang makapal na kawad na may malaking bilang ng mga konduktor ng tanso.
DC

Electric circuit ng isang direktang kasalukuyang welder.
Ang ilang mga welding machine ay gumagana gamit ang direktang kasalukuyang. Salamat sa yunit na ito, ang mga istruktura ng cast iron at hindi kinakalawang na asero ay maaaring welded.
Maaaring tumagal ng hindi hihigit sa kalahating oras upang lumikha ng isang DC welding machine gamit ang iyong sariling mga kamay. Upang ma-convert ang mga produktong gawa sa bahay na may alternating current, kinakailangan na ang pangalawang paikot-ikot ay konektado, na kung saan ay binuo sa isang diode.
Sa turn, ang diode ay dapat na makayanan ang 200 amperes at maayos na pinalamig. Upang i-trim ang kasalukuyang halaga, maaari mong gamitin ang mga capacitor na may ilang mga katangian at mga tampok ng boltahe. Pagkatapos nito, ang yunit ay binuo nang sunud-sunod ayon sa pamamaraan.
Ang mga chokes ay ginagamit upang ayusin ang kasalukuyang, at ang mga contact ay ginagamit upang ikabit ang may hawak. Ang mga karagdagang bahagi ay ginagamit sa paglilipat ng kasalukuyang mula sa isang panlabas na carrier patungo sa welding site.
Upang patakbuhin ang welding machine para sa nilalayon nitong layunin, kinakailangan, una sa lahat, upang mag-apoy ng electric arc. Ang prosesong ito ay madali at ginagawa sa pamamagitan ng mga sumusunod na aksyon: dalhin ang dulo ng elektrod sa isang tiyak na pagkahilig mula sa gilid ng metal coating at hampasin ito sa ibabaw ng istraktura.
Kung ang aksyon ay tapos na nang tama at matagumpay, ang isang maliit na flash ay nangyayari, at ang materyal ay natutunaw, pagkatapos kung saan ang mga kinakailangang elemento ay maaaring welded.
Kapag gumagawa ng isang mini welding machine gamit ang iyong sariling mga kamay, dapat kang magabayan ng mga rekomendasyon para sa pagtatrabaho dito. Upang magwelding ng mga elemento, kailangan mong panatilihin ang baras sa isang posisyon na ito ay nasa isang tiyak na distansya mula sa bawat isa sa mga bahagi na hinangin. Ang distansya na ito ay maaaring katumbas ng cross section ng napiling elektrod.
Kadalasan, ang isang metal tulad ng carbon steel ay pinagsama sa direktang polar current. Gayunpaman, ang ilang mga haluang metal ay maaari lamang i-welded sa reverse current polarity. Bilang karagdagan, kinakailangan na maingat na subaybayan ang kalidad ng tahi at kung paano natunaw ang istraktura.

Diagram ng isang simpleng welding machine.
Ito ay nagkakahalaga ng pagbibigay-diin na ang alternating kasalukuyang kasalukuyan ay maaaring i-regulate nang mahusay at maayos. Kadalasan, walang mga paghihirap na lumitaw sa pagsasaayos ng yunit sa kinakailangang mga parameter.
Sa isang maliit na tagapagpahiwatig ng kasalukuyang lakas, ang tahi ay lalabas sa hindi magandang kalidad, ngunit ang isang pagtaas ng halaga ay hindi dapat itakda, dahil may panganib na masunog ang ibabaw.
Kung kinakailangan upang magwelding ng mga ibabaw ng maliit na kapal, kung gayon ang mga rod ay angkop na may sukat na 1 hanggang 3 milimetro, habang ang kasalukuyang lakas ay dapat mag-iba mula 20-60 A. maging 100 A.
Sa pagkumpleto ng proseso ng hinang, gamit ang mga produktong gawa sa bahay, kinakailangan na maingat na alisin ang sukat na may magaan na paggalaw na lumilitaw sa tahi, pagkatapos nito ay nalinis ng isang espesyal na brush.
Salamat sa pagkilos na ito, magagawa mong mapanatili ang isang kaaya-ayang aesthetic na hitsura ng iyong device. Huwag mag-alala kung ang paglilinis ng kagamitan ay hindi gagana nang maayos sa mga unang mag-asawa. Ang kasanayang ito ay nakuha mula sa karanasan at napapailalim sa lahat ng mga rekomendasyon para sa tamang operasyon ng istraktura.
kinalabasan
Summing up, ito ay nagkakahalaga ng noting na ang DC welding machine ay mas madaling mag-assemble at sila ay maginhawa din upang gumana, dahil sa kanilang mababang kapangyarihan.
Figure 1. Diagram ng isang bridge rectifier para sa isang welding machine.
Ang mga welding machine ay magagamit sa DC at AC.
S.A. Ang direktang kasalukuyang ay ginagamit kapag hinang sa mababang alon ng manipis na sheet metal (roofing steel, sasakyan, atbp.). DC arc ay mas matatag, direkta at reverse polarity ay maaaring welded. Sa direktang kasalukuyang, maaari kang magwelding gamit ang electrode wire na walang patong at may mga electrodes na inilaan para sa hinang, kapwa sa direktang kasalukuyang at sa alternating current. Upang magbigay ng katatagan sa arc burning sa mababang alon, ito ay kanais-nais na magkaroon ng isang pagtaas ng open-circuit boltahe Uxx ng welding winding (hanggang sa 70 - 75 V). Para sa pagwawasto ng alternating current, ang pinakasimpleng "tulay" na rectifier sa mga makapangyarihang diode na may mga cooling radiator ay ginagamit (Larawan 1).
Upang pakinisin ang mga ripples ng boltahe, isa sa S.A. At ang mga ito ay konektado sa may hawak ng elektrod sa pamamagitan ng isang choke L1, na isang coil ng 10-15 na pagliko ng isang tansong bus na may isang cross section ng S = 35 mm 2 na sugat sa anumang core, halimbawa, mula sa. Para sa pagwawasto at maayos na regulasyon ng kasalukuyang hinang, ang mas kumplikadong mga circuit ay ginagamit sa paggamit ng malakas na kinokontrol na thyristors. Ang isa sa mga posibleng circuit sa thyristors ng uri ng T161 (T160) ay ibinigay sa artikulo ni A. Chernov "Parehong sisingilin at hinangin" (Modelist-constructor, 1994, No. 9). Ang mga bentahe ng DC regulators ay ang kanilang versatility. Ang saklaw ng pagkakaiba-iba ng boltahe sa pamamagitan ng mga ito ay 0.1-0.9 Uxx, na nagpapahintulot sa kanila na magamit hindi lamang para sa maayos na pagsasaayos ng kasalukuyang hinang, kundi pati na rin para sa pag-charge ng mga baterya ng imbakan, pagpapagana ng mga elemento ng pag-init ng kuryente at iba pang mga layunin.

Figure 2. Diagram ng bumabagsak na mga panlabas na katangian ng welding machine.
kanin. 1. Bridge rectifier para sa welding machine. Ang koneksyon ng S.A. ay ipinapakita. para sa welding thin sheet metal sa "reverse" polarity - "+" sa electrode, "-" sa workpiece na welded U2: - output alternating voltage ng welding machine
Ang mga AC welding machine ay ginagamit para sa hinang na may mga electrodes, ang diameter nito ay higit sa 1.6 - 2 mm, at ang kapal ng mga produktong hinangin ay higit sa 1.5 mm. Sa kasong ito, ang kasalukuyang hinang ay makabuluhan (sampu-sampung amperes) at ang arko ay patuloy na nasusunog. Ang mga electrodes na ginamit ay inilaan para sa hinang lamang sa alternating kasalukuyang. Para sa normal na operasyon ng welding machine, dapat mong:
- Magbigay ng output boltahe para sa maaasahang arc ignition. Para sa amateur S.A. Uxx = 60 - 65v. Ang isang mas mataas na open-circuit output boltahe ay hindi inirerekomenda, na kung saan ay pangunahing nauugnay sa pagtiyak ng kaligtasan ng trabaho (Uxx pang-industriya welding machine - hanggang sa 70 - 75 V).
- Magbigay ng welding voltage Uw, kinakailangan para sa stable arc burning. Depende sa diameter ng elektrod - Uw = 18 - 24v.
- Magbigay ng rated welding current Iw = (30 - 40) de, kung saan ang Iw ay ang halaga ng welding current, A; 30 - 40 - koepisyent depende sa uri at diameter ng elektrod; de - diameter ng elektrod, mm.
- Limitahan ang short-circuit kasalukuyang Isc, ang halaga nito ay hindi dapat lumampas sa rate ng kasalukuyang welding ng higit sa 30 - 35%.
Ang matatag na pagsunog ng arko ay posible kung ang welding machine ay may bumabagsak na panlabas na katangian, na tumutukoy sa kaugnayan sa pagitan ng kasalukuyang lakas at ang boltahe sa welding circuit (Larawan 2).
S.A. ay nagpapakita na para sa isang magaspang (stepwise) na overlap ng hanay ng mga alon ng hinang, kinakailangan na ilipat ang parehong pangunahing windings at ang pangalawang (na kung saan ay mas kumplikado sa istruktura dahil sa malaking kasalukuyang dumadaloy dito). Bilang karagdagan, ang mga mekanikal na aparato para sa paglipat ng mga windings ay ginagamit upang maayos na baguhin ang kasalukuyang hinang sa loob ng napiling hanay. Kapag inaalis ang welding winding na may kaugnayan sa mains, tumataas ang magnetic leakage fluxes, na humahantong sa pagbaba sa kasalukuyang welding.

Figure 3. Diagram ng isang rod-type magnetic circuit.
Kapag nagdidisenyo ng isang amateur SA, hindi dapat magsikap na ganap na masakop ang hanay ng mga alon ng hinang. Maipapayo sa unang yugto na mag-ipon ng isang welding machine para sa pagtatrabaho sa mga electrodes na may diameter na 2 - 4 mm, at sa pangalawang yugto, kung kinakailangan upang gumana sa mababang welding currents, upang madagdagan ito ng isang hiwalay na rectifier device na may maayos na regulasyon ng kasalukuyang hinang. Ang mga amateur welding machine ay dapat matugunan ang isang bilang ng mga kinakailangan, ang pangunahing kung saan ay ang mga sumusunod: kamag-anak na compactness at mababang timbang; sapat na tagal ng operasyon (hindi bababa sa 5 - 7 electrodes de = 3 - 4 mm) mula sa 220V network.
Ang bigat at sukat ng apparatus ay maaaring mabawasan dahil sa isang pagbaba sa kapangyarihan nito, at isang pagtaas sa tagal ng operasyon - dahil sa paggamit ng bakal na may mataas na magnetic permeability at heat-resistant insulation ng winding wires. Ang mga kinakailangang ito ay madaling matupad, alam ang mga pangunahing kaalaman sa pagdidisenyo ng mga welding machine at pagsunod sa iminungkahing teknolohiya para sa kanilang paggawa.
kanin. 2. Bumagsak na panlabas na katangian ng welding machine: 1 - isang pamilya ng mga katangian para sa iba't ibang hanay ng hinang; Isv2, Isvz, Isv4 - mga hanay ng mga alon ng hinang para sa mga electrodes na may diameter na 2, 3 at 4 mm, ayon sa pagkakabanggit; Uxx- bukas na circuit boltahe CA. Ikz - kasalukuyang short-circuit; Ucv - hanay ng boltahe ng hinang (18 - 24 V).
kanin. 3. Rod-type magnetic circuit: a - L-shaped plates; b - U-shaped na mga plato; c - mga plato na gawa sa mga piraso ng transpormer na bakal; S = axb- cross-sectional area ng core (core), cm 2 s, d- mga sukat ng window, tingnan.
Kaya, ang pagpili ng uri ng core. Para sa paggawa ng mga welding machine, ang pangunahing mga rod-type na magnetic core ay ginagamit, dahil ang mga ito ay mas teknolohikal na advanced sa disenyo. Ang core ay nakolekta mula sa mga plato ng mga de-koryenteng bakal ng anumang pagsasaayos na may kapal na 0.35-0.55 mm, hinihigpitan ng mga pin na nakahiwalay mula sa core (Larawan 3). Kapag pumipili ng isang core, kinakailangang isaalang-alang ang mga sukat ng "window" upang mapaunlakan ang mga windings ng welding machine, at ang cross-sectional area ng core (core) S = axb, cm 2. Tulad ng ipinapakita ng kasanayan, hindi dapat piliin ng isa ang pinakamababang halaga ng S = 25 - 35 cm, dahil ang welding machine ay hindi magkakaroon ng kinakailangang reserba ng kuryente at magiging mahirap na makakuha ng mataas na kalidad na hinang. At ang sobrang pag-init ng welding machine pagkatapos ng maikling panahon ay hindi rin maiiwasan.

Figure 4. Diagram ng isang toroidal type magnetic circuit.
Ang seksyon ng core ay dapat na S = 45 - 55 cm 2. Ang welding machine ay magiging mabigat ng kaunti, ngunit hindi ka nito pababayaan! Ang mga amateur welding machine na may mga toroidal core, na may mas mataas na mga katangian ng elektrikal, ay humigit-kumulang 4 - 5 beses na mas mataas kaysa sa isang baras, ay nagiging mas laganap, at ang mga pagkalugi ng kuryente ay maliit. Ang mga gastos sa paggawa para sa kanilang paggawa ay mas makabuluhan at pangunahing nauugnay sa paglalagay ng mga windings sa torus at ang pagiging kumplikado ng winding mismo.
Gayunpaman, sa tamang diskarte, nagbibigay sila ng magagandang resulta. Ang mga core ay gawa sa tape transpormer na bakal, na pinagsama sa isang hugis torus na roll. Ang isang halimbawa ay isang core na gawa sa isang autotransformer na "Latr" para sa 9 A. Upang mapataas ang panloob na diameter ng torus ("window"), ang isang bahagi ng steel tape ay tinanggal mula sa loob at nasugatan sa panlabas na bahagi ng core. . Ngunit, tulad ng ipinapakita sa pagsasanay, ang "Latra" lamang ay hindi sapat upang makagawa ng mataas na kalidad na SA. (maliit na cross section S). Kahit na pagkatapos magtrabaho sa 1 - 2 electrodes na may diameter na 3 mm, nag-overheat ito. Posibleng gumamit ng dalawang magkatulad na core ayon sa pamamaraan na inilarawan sa artikulo ni B. Sokolov na "Welding baby" (Sam, 1993, No. 1), o gumawa ng isang core sa pamamagitan ng pag-rewind ng dalawa (Fig. 4).
kanin. 4. Toroidal magnetic circuit: 1.2 - autotransformer core bago at pagkatapos ng rewinding; 3 disenyo ni S.A. batay sa dalawang toroidal core; W1 1 W1 2 - mga windings ng mains na konektado sa parallel; W 2 - welding winding; S = axb- cross-sectional area ng core, cm 2, s, d- panloob at panlabas na diameter ng torus, cm; 4 - electrical circuit S.A. batay sa dalawang pinagsamang toroidal core.
Ang espesyal na pansin ay dapat bayaran sa amateur SA na ginawa batay sa mga stator ng asynchronous na tatlong-phase na mga de-koryenteng motor na may mataas na kapangyarihan (higit sa 10 kW). Ang pagpili ng core ay tinutukoy ng cross-sectional area ng stator S. Ang naselyohang stator plate ay hindi ganap na tumutugma sa mga parameter ng electrical transformer steel, samakatuwid, ito ay hindi naaangkop na bawasan ang cross-section S sa mas kaunti. higit sa 40 - 45 cm.

Figure 5. Scheme ng pag-fasten ng mga konklusyon ng mga windings ng CA.
Ang stator ay pinalaya mula sa pabahay, ang mga windings ng stator ay tinanggal mula sa mga panloob na uka, ang mga tulay ng uka ay pinutol ng isang pait, ang panloob na ibabaw ay protektado ng isang file o isang nakasasakit na gulong, ang mga matalim na gilid ng core ay bilugan at nakabalot nang mahigpit, nagsasapawan ng cotton insulating tape. Ang core ay handa na para sa paikot-ikot na mga windings.
Pagpili ng windings. Para sa pangunahing (network) windings, mas mainam na gumamit ng isang espesyal na copper winding wire sa h.b. (fiberglass) pagkakabukod. Ang mga wire sa goma o rubber-fabric insulation ay mayroon ding kasiya-siyang paglaban sa init. Hindi angkop para sa operasyon sa mataas na temperatura (at ito ay isinama na sa disenyo ng isang amateur SA) na mga wire sa polyvinyl chloride (PVC) insulation dahil sa posibleng pagkatunaw nito, pagtagas mula sa mga windings at ang kanilang maikling circuit. Samakatuwid, ang PVC insulation mula sa mga wire ay dapat na alisin at ang mga wire ay nakabalot sa buong haba ng h.b. gamit ang insulating tape, o huwag tanggalin, ngunit balutin ang wire sa ibabaw ng pagkakabukod. Ang isa pang paraan ng paikot-ikot na nasubok sa pagsasanay ay posible rin. Ngunit higit pa sa ibaba.
Kapag pumipili ng cross-section ng winding wires, isinasaalang-alang ang mga detalye ng gawain ng S.A. (pana-panahon) ipinapalagay namin ang kasalukuyang density na 5 A / mm 2. Sa pamamagitan ng welding current na 130 - 160 A (electrode de = 4 mm), ang kapangyarihan ng pangalawang paikot-ikot ay magiging P 2 = Iw x 160x24 = 3.5 - 4 kW, ang kapangyarihan ng pangunahing paikot-ikot, na isinasaalang-alang ang mga pagkalugi, ay ay tungkol sa 5 - 5.5 kW, at samakatuwid ang maximum na kasalukuyang ng pangunahing paikot-ikot ay maaaring umabot sa 25 A. Samakatuwid, ang cross-section ng wire ng pangunahing paikot-ikot na S 1 ay dapat na hindi bababa sa 5 - 6 mm. Sa pagsasagawa, ipinapayong gumamit ng wire na may cross section na 6 - 7 mm 2. Alinman ito ay isang hugis-parihaba na bus, o isang tansong paikot-ikot na wire na may diameter (walang pagkakabukod) 2.6 - 3 mm. (Pagkalkula ayon sa kilalang formula S = piR 2, kung saan ang S ay ang lugar ng bilog, mm 2 pi = 3.1428; R ay ang radius ng bilog, mm.) Kung ang seksyon ng isang wire ay hindi sapat , posible ang paikot-ikot sa dalawa. Kapag gumagamit ng aluminum wire, ang cross-section nito ay dapat tumaas ng 1.6 - 1.7 beses. Posible bang bawasan ang cross-section ng mains winding wire? Oo kaya mo. Ngunit sa parehong oras S.A. mawawala ang kinakailangang reserba ng kuryente, mas mabilis itong magpapainit, at ang inirerekumendang core section S = 45 - 55 cm sa kasong ito ay magiging hindi makatarungang malaki. Ang bilang ng mga pagliko ng pangunahing paikot-ikot na W 1 ay tinutukoy mula sa sumusunod na ratio: W 1 = [(30 - 50): S] x U 1 kung saan ang 30-50 ay isang pare-parehong koepisyent; S - core section, cm 2, W 1 = 240 turn na may mga gripo mula 165, 190 at 215 turn, i.e. bawat 25 na pagliko.

Figure 6. Diagram ng mga paraan ng winding CA windings sa isang rod-type core.
Ang mas malaking bilang ng network winding tap, gaya ng ipinapakita ng pagsasanay, ay hindi praktikal. At dahil jan. Sa pamamagitan ng pagbabawas ng bilang ng mga pagliko ng pangunahing paikot-ikot, ang parehong kapangyarihan ng SA at Uxx ay tumaas, na humahantong sa isang pagtaas sa boltahe ng arko at isang pagkasira sa kalidad ng hinang. Dahil dito, imposibleng makamit ang overlapping ng hanay ng mga alon ng hinang sa pamamagitan lamang ng pagbabago ng bilang ng mga pagliko ng pangunahing paikot-ikot nang hindi lumalala ang kalidad ng hinang. Upang gawin ito, kinakailangan na magbigay para sa paglipat ng mga liko ng pangalawang (welding) winding W 2.
Ang pangalawang paikot-ikot na W 2 ay dapat maglaman ng 65 - 70 pagliko ng isang insulated na tansong bus na may cross section na hindi bababa sa 25 mm (mas mabuti ang isang cross section na 35 mm). Ang flexible stranded wire (halimbawa, welding wire) at three-phase power stranded cable ay angkop din. Ang pangunahing bagay ay ang cross-section ng power winding ay hindi dapat mas mababa kaysa sa kinakailangan, at ang pagkakabukod ay dapat na lumalaban sa init at maaasahan. Sa hindi sapat na cross-section ng wire, posible ang paikot-ikot sa dalawa o kahit tatlong wire. Kapag gumagamit ng aluminyo wire, ang cross-section nito ay dapat tumaas ng 1.6 - 1.7 beses.
kanin. 5. Pag-fasten ng CA winding leads: 1 - CA case; 2 - washers; 3 - terminal bolt; 4 - nut; 5 - dulo ng tanso na may kawad.
Ang kahirapan sa pagkuha ng mga switch para sa matataas na alon, at ang pagsasanay ay nagpapakita na ito ay pinakasimpleng pangunahan ang mga lead ng welding winding sa pamamagitan ng mga tansong lug sa ilalim ng mga terminal bolts na may diameter na 8-10 mm (Fig. 5). Ang mga tansong lug ay ginawa mula sa mga tubong tanso na may angkop na diameter na 25-30 mm ang haba at naayos sa mga wire sa pamamagitan ng pag-crimping at mas mainam na paghihinang. Bigyang-pansin natin ang pagkakasunud-sunod ng winding winding. Pangkalahatang tuntunin:
- Ang paikot-ikot ay dapat gawin sa isang insulated core at palaging nasa isang direksyon (hal. clockwise).
- Ang bawat layer ng winding ay insulated na may isang layer ng h.b. pagkakabukod (fiberglass, de-koryenteng karton, tracing paper), mas mabuti na pinapagbinhi ng bakelite varnish.
- Ang mga konklusyon ng windings ay tinned, minarkahan, naayos na may h.b. tirintas, sa mga konklusyon ng network winding, sila ay naglalagay din sa h.b. kambric.
- Sa kaso ng mga pagdududa tungkol sa kalidad ng pagkakabukod, ang paikot-ikot ay maaaring isagawa gamit ang isang cotton cord, tulad ng sa dalawang wires (ginamit ng may-akda ang isang cotton thread para sa pangingisda). Pagkatapos ng paikot-ikot na isang layer, ang paikot-ikot na may h.b. ang thread ay naayos na may pandikit, barnisan, atbp. at pagkatapos matuyo, ang susunod na hilera ay sugat.

Figure 7. Diagram ng mga paraan ng paikot-ikot na CA windings sa isang toroidal core.
Isaalang-alang ang pagkakasunud-sunod ng pag-aayos ng mga windings sa isang rod-type magnetic circuit. Ang mains winding ay maaaring iposisyon sa dalawang pangunahing paraan. Ang unang paraan ay nagpapahintulot sa iyo na makakuha ng isang mas "mahirap" na mode ng hinang. Ang mains winding sa kasong ito ay binubuo ng dalawang magkaparehong windings W 1 W 2 na matatagpuan sa magkaibang panig ng core, konektado sa serye at pagkakaroon ng parehong wire cross-section. Upang ayusin ang kasalukuyang output, ang mga taps ay ginawa sa bawat isa sa mga windings, na sarado sa mga pares (Larawan 6a, c).
Ang pangalawang paraan ay nagsasangkot ng paikot-ikot na pangunahing (network) na paikot-ikot sa isa sa mga gilid ng core (Larawan 6 c, d). Sa kasong ito, ang CA ay may isang steeply dipping na katangian, ito ay nagluluto ng "malambot", ang haba ng arko ay may mas kaunting epekto sa halaga ng kasalukuyang hinang, at, dahil dito, sa kalidad ng hinang. Pagkatapos ng paikot-ikot na pangunahing paikot-ikot ng CA, kinakailangang suriin ang pagkakaroon ng mga short-circuited na pagliko at ang kawastuhan ng napiling bilang ng mga pagliko. Ang welding transpormer ay konektado sa network sa pamamagitan ng isang fuse (4 - 6A) at mas mabuti ang isang alternating kasalukuyang ammeter. Kung ang piyus ay nasusunog o nagiging sobrang init, kung gayon ito ay isang malinaw na tanda ng isang short-circuited loop. Dahil dito, ang pangunahing paikot-ikot ay kailangang i-rewound, na nagbibigay ng partikular na pansin sa kalidad ng pagkakabukod.
kanin. 6. Mga paraan ng paikot-ikot na CA windings sa isang rod-type core: a - mains winding sa magkabilang panig ng core; b - ang kaukulang pangalawang (welding) winding, konektado sa counter-parallel; c - mains winding sa isang gilid ng core; d - ang kaukulang pangalawang paikot-ikot, konektado sa serye.
Kung ang welding machine ay humihinga nang malakas, at ang kasalukuyang pagkonsumo ay lumampas sa 2 - 3 A, nangangahulugan ito na ang bilang ng pangunahing paikot-ikot ay minamaliit at ito ay kinakailangan upang i-wind up ang ilang higit pang mga liko. Ang isang magagamit na AC ay kumokonsumo ng hindi hihigit sa 1 - 1.5 A no-load na kasalukuyang, hindi umiinit at hindi masyadong buzz. Ang pangalawang paikot-ikot na CA ay palaging nasusugatan sa magkabilang panig ng core. Para sa unang paraan ng paikot-ikot, ang pangalawang paikot-ikot ay binubuo din ng dalawang magkaparehong halves, kasama upang madagdagan ang katatagan ng arc burning (Fig. 6) counter-parallel, at ang wire cross-section ay maaaring kunin nang bahagya - 15 - 20 mm 2.

Figure 8. Wiring diagram para sa pagsukat ng mga aparato.
Para sa pangalawang paraan ng paikot-ikot, ang pangunahing welding winding W 2 1 ay sugat sa gilid ng core na walang windings at bumubuo ng 60 - 65% ng kabuuang bilang ng mga liko ng pangalawang paikot-ikot. Ito ay pangunahing nagsisilbi upang mag-apoy sa arko, at sa panahon ng hinang, dahil sa isang matalim na pagtaas sa magnetic leakage flux, ang boltahe sa kabuuan nito ay bumaba ng 80 - 90%. Ang isang karagdagang welding winding W 2 2 ay sugat sa ibabaw ng primary. Bilang kapangyarihan, pinapanatili nito ang boltahe ng hinang, at samakatuwid ang kasalukuyang hinang, sa loob ng mga kinakailangang limitasyon. Ang boltahe sa kabuuan nito ay bumaba sa welding mode ng 20 - 25% na may kaugnayan sa bukas na boltahe ng circuit. Pagkatapos ng paggawa ng S.A, kinakailangan upang ayusin ito at suriin ang kalidad ng hinang na may mga electrodes ng iba't ibang mga diameters. Ang proseso ng pag-setup ay ang mga sumusunod. Upang sukatin ang kasalukuyang at boltahe ng hinang, kinakailangan na bumili ng dalawang mga de-koryenteng aparato sa pagsukat - isang alternating kasalukuyang ammeter para sa 180-200 A at isang alternating kasalukuyang voltmeter para sa 70-80 V.
kanin. 7. Mga paraan ng winding CA windings sa isang toroidal core: 1.2 - uniporme at sectional windings, ayon sa pagkakabanggit: a - network b - kapangyarihan.
Ang kanilang diagram ng koneksyon ay ipinapakita sa Fig. 8. Kapag hinang na may iba't ibang mga electrodes, ang mga halaga ng kasalukuyang hinang - Iw at ang boltahe ng hinang Uw, na dapat nasa loob ng mga kinakailangang limitasyon, ay tinanggal. Kung ang kasalukuyang welding ay maliit, na madalas na nangyayari (ang elektrod ay dumidikit, ang arko ay hindi matatag), kung gayon sa kasong ito, alinman sa pamamagitan ng paglipat ng pangunahin at pangalawang windings, ang mga kinakailangang halaga ay itinakda, o ang bilang ng mga pagliko ng ang pangalawang paikot-ikot ay muling ipinamahagi (nang hindi nadaragdagan ang mga ito) sa direksyon ng pagtaas ng bilang ng mga liko na sugat sa network winding. Pagkatapos ng hinang, maaari kang gumawa ng pahinga o paglalagari ng mga gilid ng mga welded na produkto, at kaagad ang kalidad ng hinang ay nagiging malinaw: ang lalim ng pagtagos at ang kapal ng idineposito na layer ng metal. Ito ay kapaki-pakinabang upang gumuhit ng isang talahanayan batay sa mga resulta ng pagsukat.
![]()
Figure 9. Diagram ng welding boltahe at kasalukuyang metro at kasalukuyang disenyo ng transpormer.
Batay sa data sa talahanayan, ang pinakamainam na mga mode ng welding ay pinili para sa mga electrodes ng iba't ibang mga diameters, na isinasaalang-alang na kapag hinang gamit ang mga electrodes, halimbawa, 3 mm ang lapad, ang mga electrodes na may diameter na 2 mm ay maaaring i-cut, dahil ang kasalukuyang pagputol ay 30 -25% na mas mataas kaysa sa kasalukuyang hinang. Ang kahirapan sa pagbili ng mga aparatong pagsukat na inirerekomenda sa itaas ay pinilit ang may-akda na magsimulang gumawa ng isang circuit ng pagsukat (Fig. 9) batay sa pinakakaraniwang DC milliammeter sa 1-10 mA. Binubuo ito ng boltahe at kasalukuyang mga metro na binuo sa isang circuit ng tulay.
kanin. 9. Schematic diagram ng welding boltahe at kasalukuyang metro at kasalukuyang disenyo ng transpormer.
Ang boltahe meter ay konektado sa output (welding) winding ng S.A. Ang pagsasaayos ay isinasagawa gamit ang anumang tester na sinusubaybayan ang output boltahe ng hinang. Sa tulong ng variable resistance R.3, ang arrow ng device ay nakatakda sa final division ng scale sa maximum na halaga ng Uxx Ang sukat ng boltahe meter ay medyo linear. Para sa higit na katumpakan, maaari mong alisin ang dalawa o tatlong mga control point at i-calibrate ang aparato sa pagsukat upang sukatin ang mga boltahe.
Mas mahirap mag-set up ng current meter dahil kumokonekta ito sa isang self-made current transformer. Ang huli ay isang toroidal core na may dalawang windings. Ang mga sukat ng core (panlabas na diameter 35-40 mm) ay hindi pangunahing kahalagahan, ang pangunahing bagay ay ang mga windings ay magkasya. Ang pangunahing materyal ay transpormer na bakal, permalloy o ferrite. Ang pangalawang paikot-ikot ay binubuo ng 600 - 700 na pagliko ng PEL, PEV insulated copper wire, mas mahusay kaysa sa PELSHO na may diameter na 0.2 - 0.25 mm at konektado sa isang kasalukuyang metro. Ang pangunahing winding ay ang power wire na tumatakbo sa loob ng ring at kumokonekta sa terminal bolt (Figure 9). Ang pag-set up ng kasalukuyang metro ay ang mga sumusunod. Sa kapangyarihan (welding) winding S.A. ikonekta ang isang naka-calibrate na pagtutol mula sa isang makapal na nichrome wire sa loob ng 1 - 2 segundo (ito ay nagiging napakainit) at sukatin ang boltahe sa output ng S.A. Sa pamamagitan ng pagtukoy ng kasalukuyang dumadaloy sa welding winding. Halimbawa, kapag ikinonekta ang Rн = 0.2 ohm, Uout = 30v.

Markahan ang isang punto sa sukat ng instrumento. Tatlo hanggang apat na sukat na may iba't ibang R H ay sapat na upang i-calibrate ang kasalukuyang metro. Pagkatapos ng pagkakalibrate, ang mga device ay naka-install sa S.A case, gamit ang mga pangkalahatang tinatanggap na rekomendasyon. Kapag hinang sa iba't ibang mga kondisyon (malakas o mababang kasalukuyang network, mahaba o maikling supply cable, cross-section nito, atbp.), S.A. ay nakatutok sa pamamagitan ng paglipat ng windings. sa pinakamainam na mode ng hinang, at pagkatapos ay maaaring itakda ang switch sa neutral na posisyon. Ilang salita tungkol sa contact spot welding. Sa disenyo ng S.A. ang uri na ito ay may ilang partikular na pangangailangan:
- Ang kapangyarihan na naihatid sa oras ng hinang ay dapat na maximum, ngunit hindi hihigit sa 5-5.5 kW. Sa kasong ito, ang kasalukuyang natupok mula sa network ay hindi lalampas sa 25 A.
- Ang welding mode ay dapat na "mahirap", at, dahil dito, ang paikot-ikot ng windings ng S.А. dapat isagawa ayon sa unang opsyon.
- Ang mga alon na dumadaloy sa welding winding ay umaabot sa mga halaga ng 1500-2000 A at mas mataas. Samakatuwid, ang boltahe ng hinang ay dapat na hindi hihigit sa 2-2.5v, at ang boltahe ng bukas na circuit ay dapat na 6-10v.
- Ang cross-section ng mga wire ng pangunahing winding ay hindi bababa sa 6-7 mm, at ang cross-section ng pangalawang winding ay hindi bababa sa 200 mm. Makamit ang cross-section na ito ng mga wire sa pamamagitan ng paikot-ikot na 4-6 windings at ang kanilang kasunod na parallel na koneksyon.
- Hindi praktikal na gumawa ng karagdagang mga gripo mula sa pangunahin at pangalawang paikot-ikot.
- Ang bilang ng mga pagliko ng pangunahing paikot-ikot ay maaaring kunin bilang pinakamababang kinakalkula dahil sa maikling tagal ng S.A.
- Hindi inirerekumenda na kumuha ng isang seksyon ng core (core) na mas mababa sa 45-50 cm.
- Ang mga welding lug at submarine cable sa kanila ay dapat na tanso at may mga angkop na alon (lug diameter 12-14 mm).
![]()
Isang espesyal na klase ng amateur S.A. kumakatawan sa mga device na ginawa batay sa pang-industriyang pag-iilaw at iba pang mga transformer (2-3 phase) para sa isang output boltahe na 36V at isang kapangyarihan ng hindi bababa sa 2.5-3 kW. Ngunit bago gawin ang pagbabago, kinakailangang sukatin ang pangunahing seksyon, na dapat na hindi bababa sa 25 cm, at ang mga diameter ng pangunahin at pangalawang windings. Kaagad na magiging malinaw sa iyo kung ano ang maaaring asahan mula sa pagbabago ng transpormer na ito.
At sa konklusyon, ilang mga tip sa teknolohiya.
Ang koneksyon ng welding machine sa network ay dapat gawin gamit ang isang wire na may cross section na 6-7 mm sa pamamagitan ng isang awtomatikong makina para sa kasalukuyang 25-50 A, halimbawa, AP-50. Ang diameter ng elektrod, depende sa kapal ng welded metal, ay maaaring mapili batay sa sumusunod na ratio: da = (1-1.5) L, kung saan ang L ay ang kapal ng welded metal, mm.
Ang haba ng arko ay pinili depende sa diameter ng elektrod at nasa average na 0.5-1.1 d3. Inirerekomenda na magsagawa ng hinang na may maikling arko na 2-3 mm, ang boltahe nito ay 18-24 V. Ang pagtaas sa haba ng arko ay humahantong sa isang paglabag sa katatagan ng pagkasunog nito, isang pagtaas sa mga pagkalugi para sa basura at spatter, at pagbaba sa lalim ng pagtagos ng base metal. Kung mas mahaba ang arko, mas mataas ang boltahe ng hinang. Ang bilis ng hinang ay pinili ng welder depende sa grado at kapal ng metal.
![]()
Kapag hinang sa tuwid na polarity, ang plus (anode) ay konektado sa bahagi at ang minus (cathode) ay konektado sa elektrod. Kung kinakailangan na ang isang mas maliit na halaga ng init ay nabuo sa bahagi, halimbawa, kapag hinang ang mga istraktura ng manipis na sheet, ang hinang ay ginagamit sa reverse polarity (Fig. 1). Sa kasong ito, ang minus (cathode) ay nakakabit sa workpiece na welded, at ang plus (anode) ay nakakabit sa elektrod. Ito ay hindi lamang nagbibigay ng mas kaunting pag-init ng workpiece na welded, ngunit pinabilis din ang proseso ng pagtunaw ng electrode metal dahil sa mas mataas na temperatura ng anode zone at mas malaking supply ng init.
Ang mga welding wire ay konektado sa CA sa pamamagitan ng mga copper lug para sa mga terminal bolts sa labas ng katawan ng welding machine. Ang mga mahihirap na koneksyon sa pakikipag-ugnay ay nagpapababa sa mga katangian ng kapangyarihan ng CA, lumala ang kalidad ng hinang at maaaring maging sanhi ng mga ito na mag-overheat at kahit na masunog ang mga wire. Sa isang maliit na haba ng mga welding wire (4-6 m), ang kanilang cross-section ay dapat na hindi bababa sa 25 mm. Kapag nagsasagawa ng welding work, kinakailangang sundin ang mga patakaran ng kaligtasan ng sunog at elektrikal kapag nagtatrabaho sa mga de-koryenteng kasangkapan.
Ang gawaing welding ay dapat isagawa sa isang espesyal na maskara na may proteksiyon na salamin ng C5 (para sa mga alon hanggang sa 150-160 A) at mga guwantes. Ang lahat ng paglipat ng CA ay dapat isagawa lamang pagkatapos na idiskonekta ang welding machine mula sa mains.