Odatdagi naychadan to'rtburchaklar profilni qanday qilish kerak. Qanday qilib profil quvurini uyda quvur ichimizdan chiqariladi
Profil quvurlari qurilish inshomuti uchun ramka yig'ish jarayonida ajralmas hisoblanadi. Issiqxonalar, turli xil issiqxonalar, gazellar, gazellar va boshqa ob'ektlar yordami bilan tez va samarali. Biroq, hamma narsa unchalik oddiy emas.
Bunday trubka egilish uchun har doim uy qurilishi ustasi uchun maqbul bo'lmagan qimmatbaho texnikalardan foydalanishingiz kerak. Keling, uyda profil quvurini qanday egishingiz haqida gapiraylik.
Profil boshqa qismga ega bo'lgan trubka hisoblanadi. U to'rtburchaklar, oval, olti burchak yoki kvadrat bo'lishi mumkin. Quvur kuchni oshirdi, chunki uning yuzlari qat'iylikning rolini oladi.
Profil mahsulotlari sezilarli darajada kutish yuklarini engish, shunda ular eng batafsil binolarning metall ramkasini qurish uchun yaxshi tanlovdir.
Profil quvurlarini ishlab chiqarish uchun xom ashyo ko'pincha yuqori yoki past qutilarga aylanadi. Ishlab chiqarish usuli, elektr payvandlangan, sovuq va issiq po'stlog'i, changsiz quvurlarga qarab.
Mahsulotlar devorning qalinligi va balandligining balandligini farq qiladi. Bunday quvurlardan turli qismlar, zinapoyalar va panjaralar shaklida foydalanish mumkin. Ko'pincha, armed tuzilmalarni qurish uchun qurilishda profil quvuri tarmoqni qurish paytida temir panjarani almashtirish uchun ishlatiladi.
Moslashuvchan naycha qabilalarida ko'nikmalar qishloq joylarini jihozlashni istagan hunarmandlar uchun uy qurilishi uchun foydali bo'ladi:
Rasmlar galereyasi
Sovuq egilish uchun eng oddiy qurilmalar
Mustaqil ravishda siz bend profil quvurini bo'shashga yordam beradigan ikkita oddiy qurilmalarni qanday qilib o'rganasiz.
Profil uchun manrel
Qurilma uchun bu ish yig'ish uchun asos bo'ladi. Bu nafaqat ish maydoni, balki uning atrofidagi bo'sh joy juda muhimdir. Mandrelni ta'minlash uchun siz ish stolining stolidagi bir nechta yaqin teshiklarni bajarishingiz kerak bo'ladi.
Aslida, mandrel yoki naqsh zonvdan amalga oshiriladi. Biroq, ushbu parametr bir nechta qismlar bajarilsa, faqat maqbuldir.

Quvur uchun eng oddiy mandrel qalin kontrplakdan yoki taxtadan qilingan. Ushbu shablon bir nechta egilish uchun etarli
Agar siz ushbu shablonda ko'p sonli quvurlarni egishingiz kerak bo'lsa, manrel po'lat burchagidan eng yaxshisidir. Ba'zi hollarda profil mahsuloti turli burchaklarda egilishi kerak.
Bunday ish uchun oldindan tayyorgarlik ko'rish uchun sizga bir nechta shablon kerak bo'ladi. Ish boshlanishidan oldin, manrel kostyum bilan mahkamlangan.
Quvurni egish uchun ishonchli o'rnatiladi. Shundan so'ng, egilib qoldi. Amaliy operatsiya o'tkir silkinmasdan, bemalol amalga oshiriladi. Quvurga qo'llaniladigan harakatlar asta-sekin o'sishi kerak. Betish jarayonida, qismi mandel shaklini oladi. Bu katta kuch talab qiladi.
Ilg'or bükme plitasi
Bu sizga yuqori sifatli profilni o'z qo'llaringiz bilan moslashuvchan sarflashga imkon beradigan qulay ko'p funktsiyali qurilma. Qurilma peestalga biriktirilgan qattiq metall plastinkaga asoslangan bazas. Ikkinchisi mahkamlash murabbolari yordamida seminar ostida o'rnatiladi.
Turli radiolik uchun po'latning manrellari to'plami
Plywarck bir martabali hisob-kitoblar
Tor profil quvuri uchun mandrel
Shu bilan bir qatorda, siz ish lachchiga mahkamlangan shunga o'xshash qurilmani ko'rib chiqishingiz mumkin. Operatsiyadan so'ng, bükme plitasi boshqa sanitariya-tesivlash operatsiyalari uchun stend sifatida ishlatilishi yoki olib tashlash mumkin yoki olib tashlash oson.
Bunday qurilmani ishlab chiqarish uchun sizga qalin plastinka kerak bo'ladi. U teleskopik stendda payvandlanadi. Beak-ni bükme ostidagi to'xtash uchun ikkita teshik bazasida ikkita teshik o'tkaziladi.
Ular boltlarni to'xtatadi. Ular har xil radiolikning tagliklarini yopishadi, bu sizga zarur bo'lgani kabi quvurlarni tortib olishga imkon beradi. Qisqichlar plitasi varaq qalinligidan kesilgan.

Biling plitasi bardoshli metalldan yasalgan bosimli bosimni jihozlash maqsadga muvofiqdir. Bu bükmening jarayonida profil tafsilotlarining kostyumini saqlab qoladi
Uning qo'llanilishi kerak emas, shunda moslashuvchan qismning kostyumi buzilmasligi kerak, chunki bukilgan bender naychasi tasodifan uni ikki xil yo'nalishda deformatsiyalash mumkin. Plastinka boltlar-to'xtash joylarida nozullar ustiga o'rnatilgan.
Profil quvurini bukishning eng oddiy usuli:
Zararlangan quvurlardan foydalanish usullari juda ko'p. Va ularning barchasi umumiy kamchilikka ega: ularni egish uchun juda katta kuch talab qilinadi. Jismoniy jihatdan tayyorgarlik ko'rmagan sehrgar bunday ishlarni engillashtirmasligi mumkin. Kirish qismlari ixtisoslashtirilgan qurilmalarning yordami bilan ancha oson, aniqroq va maxsus jismoniy harakatlarni talab qilmaydi.
Muammo shundaki, bunday uskunaning narxi etarlicha katta. Shuning uchun, qurilmani faqat bir martalik ish qilish uchun sotib olish, aniq javobsiz. Eng yaxshi variant ixtisoslashtirilgan uskunalarni ijaraga olish, bu esa profil mahsulotlarini pufagini olish uchun ma'lum bir narxni olish imkonini beradi.
Hayotning ko'plab sohalarida talabga binoan.
Shulardan, sanoatdagi turli mahsulotlar, qurilish va kundalik hayotda ishlab chiqarilgan. Ko'pincha, ushbu maqsadlar uchun siz bunday quvurlarni ma'lum deformatsiya bilan bentali shakl berishingiz kerak. Profil quvurlari truba egilib, maxsus mashinalar yordamida amalga oshirilishi mumkin.
Quvur bo'shlig'isiz, to'g'ri shaklni berish qiyin. Ularni ishlab chiqarishni sog'lomlashtirish va agar bunday mashina zarur bo'lsa, uy vazifasi uchun zarur bo'lganda, mustaqil ravishda amalga oshirilishi mumkin. Buning uchun, qanday qilib siz profil mahsulotlari moslashuvchan mahsulotlari uchun qurilmani qanday qilib qo'yishingiz kerak.
O'z qo'llari bilan mos keladigan profil quvurlarini moslashtirish uchun ikkita variantni qo'llang: sovuq va issiq.
Ikkalasi ham mahsulotni egganda profil shaklining yaxlitligini saqlab qolish uchun maqsadga intilishadi. Buning uchun, bükme protsedurasi ostida tashqi siqish kuchidan farqli o'laroq, profilning ichki makoni siqishni oldini oladigan ma'lum bir modda bilan to'ldiriladi.
Sovuq usul bilan, bunday modda muzlatilgan suv va issiq - daryo qumi bilan.
Sovuq anjir xususiyatlari
Suv yordamida ish qismini egish odatda qattiq sovuq bilan qishda ishlatiladi. Buning uchun, bir tomondagi profil naychasi mansabli kamar vilkasi va boshqa tomondan suv bilan to'ldirilgan.
Mahsulot suvni muzlatib qo'yadigan germetik tomoni bilan tomchi vertikal holatda qoladi. Shundan so'ng, mahsulotni kerakli radiusiga egilish jarayoni amalga oshiriladi.
Flecionning issiq usuli
Usulning asosi profil mahsulotining parchalanish maydonini isitishdir. U yilning istalgan vaqtida qo'llanilishi mumkin. Bir uchidan quvur, shuningdek, mahkamlangan, mantarni yoki taqdim etilgan agentni yopadi.

Boshqa tomondan, daryo qumi uxlab qoladi va vilkasini yopadi. Tarmoq uzunligining uzunligi quvurning diametri 2 baravar ko'p, shunda trubka qo'yilgan qumning og'irligiga bardosh berishi mumkin.
Sahna bo'ri yoki marker bilan belgilangan va uning isitishini ta'minlaydi. Mahsulotning uchlarida hosil bo'lgan gazlarni buzish uchun kichik teshiklarni burish maqsadga muvofiqdir.

Sayt kerakli haroratga qizdirilganda, mahsulot parametrlariga mos keladigan mashinada trubani moslashtirganda.
Muhim! Quvurni egilganda, metall parchalanishiga imkon berilmaydi.
Profil quvurini moslashtirishning issiq usuli sxemasi Shaklda keltirilgan:

Turli profil quvurlarini egish uchun mashina vositalarining xususiyatlari
Moslashuvchan mahsulotlarni to'ldirish qulayligiga qaramay, egilishni davom ettirishdan oldin ularning xususiyatlarini hisobga olish kerak.
Flecion uchun qurilmaning dizaynini tanlash Profil materiallarining o'lchami va xususiyatlariga moslashishi kerak. Buning sababi shundaki, har xil diametr va devor qalinliklari, shuningdek turli xil metall qotishmalardan yasalgan, turli xil tanqidiy minimal kamzulga ega.
Uning qadriyatlari maxsus stollarda ko'rsatilgan, ularda quvurlarning barcha parametrlari hisobga olinadi. Profil radiusning tanqidiy qiymati ostida egilganda, egilishdagi metalning kuchi sezilarli darajada kamayadi.
Texnik xususiyatlar jadvali:

O'z qo'llari bilan tayyorlangan moslashuvchan naycha uchun mashina boshqacha qurilmaga ega bo'lishi mumkin. Uning murakkabligi quvurning parametrlariga va uning xususiyatlariga bog'liq.
2-2.5 sm gacha bo'lgan mahsulotlar uchun siz 2-2,5 sm gacha bo'lgan mahsulotlar uchun qurilmangizning eng oddiy variantlaridan foydalanib, aniq plitaning pishirilgan shablonidan foydalanasiz.
Katta profilning keskin qismlari uchun, mashinaning dizayni murakkabroq, u xuddi siljish fabrikasida o'tish paytida trubani siqib chiqarganda, arafani siqib chiqarganda arpizni siqib chiqaradi.
Bunday qurilmalarni qanday qilish kerakligini batafsilroq ko'rib chiqing.
Sodda to'ldirilgan trubka egilgan turlari
1. Beton plitasidan foydalanish
Dizaynni yaratish uchun beton va metall pinlar uchun olmos yoki yutib olish mashqlari talab qilinadi.
Qurilma ishlab chiqarish quyidagicha amalga oshiriladi:
- 4 × 4 sm yoki 5 × 5 sm hujayralar bilan sxematik panjara, beton plitaning yuzasiga qo'llaniladi;
- panjara chiziqlar kesishgan joyda metall pinlarga mo'ljallangan tokuqlar burg'ulanadi;
- hujayralar ichiga kiritilgan pinlar ehtiyotkorlik bilan to'ldiriladi, ularni quvurdan yukning harakati ostida yiqilishining oldini olish uchun ehtiyotkorlik bilan o'rnatiladi.
Bunday qurilmaning diagrammasi rasmda keltirilgan:

Profilni moslashtirish jarayoni shu tarzda amalga oshiriladi:
- Quvur ikki, yaqin pinlar orasidagi va sa'y-harakatlar yordamida to'g'ri yo'nalishda egilgan. Benming radiusi diagonal joylashgan pin elementlari orqali harakat qilib, o'zgartirilishi mumkin.
- Keraksiz profil deformatsiyasini oldini olish uchun egilish kuchini qo'llash kerak. Ishni engillashtirish uchun profil kichik isitishga duch kelishi mumkin.
- Neft deformatsiyadan so'ng, trubka egilishni ta'minlash uchun qurilmadan tavsiya etilmaydi. Ishonchlilik uchun, ko'tarilgan po'latdan keyin yordamchi po'latdan keyin payvandlanadi.
2. shablondan foydalanish
Profil mahsulotlar uchun eng oddiy qurilma, uy dasturida talabga ko'ra, oldindan belgilangan naqshni bukish usuli. Siz nafaqat alyuminiy qotishmalaridan, balki kichik o'lchamdagi po'lat quvurlardan ham egilishingiz mumkin.

Ushbu naqsh moslashuvchan mahsulotning bir oz kattaroq diametrli (bo'lim hajmi) qalinligi bo'lgan yog'och taxtalardan yasalgan. Ishning qulayligi uchun shablon taxtasi stol tekisligiga qiyalik ostida kesilgan. Shablonning o'zi vintlar bilan stolga o'rnatilgan.
Unga shablondan qisqa masofada stolning ishlash tekisligida qo'shimcha, diqqatni ushlab turish uchun diqqatni ushlab turadi.
Rolikli mashinaning qurilishi
Bunday mashinaning ishlash printsipi tazyiqli rulonlar orqali profil quvurini aylanib o'tishga asoslangan. Harakat Chalelor asosiga o'rnatilgan ikkita gorizontal roliklar yordamida sodir bo'ladi.
Uy qurilishi mashinasi quyidagi tafsilotlar bilan amalga oshirilishi mumkin:
- flexion uchun ekish o'qiga ega uchta rolik;
- ramka bazasini tayyorlash uchun profil kanali;
- haydash zanjiri;
- ishlov berish mexanizmi.

Mashinani tayyorlash tartibi quyidagicha bo'lishi kerak:
- Avval siz metall axlatxonaning ramkalarini tayyorlashingiz kerak. Rasmiy uchun kadrlar elementlari payvandlash bilan birlashtirilishi mumkin, ammo ishonchlilik uchun dizayn murvatlarni mahkamlash yaxshiroqdir.
- Horizontal yotoq markazida vertikal, dizayn, dizayn, p, yuqori qavat shaklida, u erni ulash bilan o'ralgan holda o'rnatilgan. Urushning markazida strak dastagini payvandlashning ustiga kiritiladi va rolik yon tomonga o'rnatiladi.
- Tirik roliklar bilan ikkita silindrsimon rulonlar markazdan bir xil masofada mashinaning bazasining gorizontal asosiga o'rnatiladi.
- Mexanikni qo'lda haydovchi yordamida harakatga keltirish uchun roliklarga zanjir biriktirilgan.
Mahkamlash rulosi murvatlar tomonidan amalga oshiriladi. Buning uchun kanal kanalda yo'l quritadi, bu esa egilish radiusini sozlashni o'zgartirishga ruxsat berishga imkon beradi.

Bunday uy qurilishi mashinasida ishlash bunday amalga oshiriladi:
- profil naychasi gorizontal ozuqa rulolariga kiritiladi;
- qoplash dastagini aylantirish trubani uchinchi rulon bilan bositiradi. Natijada profil deformatsiyasi ushbu zonada o'tganda yuzaga keladi.
- dastlabki deformatsiya bosimi quvur konfiguratsiyasini bir oz o'zgartiradi, shuning uchun kerakli bükment olishdan oldin rulonlarni uzatish jarayoni takrorlanishi kerak.
Profil egindisi radiusi pastki silindrlar orasidagi masofaga bog'liq bo'lib, u rulonning yordami bilan to'xtab turish va to'xtab turish bilan bog'liq.
Buning uchun maxsus uskunalardan foydalanmaslik, ular uchun maxsus jihozlarni qurmoqchi bo'lganlar uchun maxsus uskunalardan foydalanmaslik haqidagi savol, ularning ko'pi issiqxonasini quradi. Bükülün quvurlardan yasalgan bunday tuzilmalar nafaqat ko'proq ahamiyatga ega, balki ularni yog'och barlar bilan taqqoslasangiz, yuqori barqarorlik va chidamlilikda farq qiladi. Aftidan, drarobubka arklangan tuzilishni yaratishga qodir emas, lekin agar siz ushbu jarayon xususiyatlarini tushunsangiz, uni sodda qurilmalardan foydalanish juda mumkin.
Profilni ijaraga olish qiyinligi nima
Moslashuvchan metall po'stlog'ining mohiyati, uning profilining shaklidan qat'i nazar, profil quvurlari qisman yoki to'liq egilishdir. Bunday texnologik operatsiyani ikki usulda bajaring: egilgan trubada faqat egilgan quvurni bosim bilan yoki egilgan trubani isitib oling, unda bükün. Betish jarayonida ikki kuch bir vaqtning o'zida metall quvurda ishlaydi:
- siqish kuchi (egilish ichidan);
- cho'zilishning kuchi (bükme hududidan tashqarida).
Bu bunday profil quvurlarini moslashtirish jarayonining murakkabligini keltirib chiqaradigan bunday ko'p miqdordagi kuchlarning ta'siri.
- Bilam o'zgarishi jarayonida quvur materialining segmentlari uning joylashgan joyini yo'qotishi mumkin, bu esa quvurning individual quvurlari turli samolyotlarda joylashganligiga olib keladi;
- Bilamning tashqi tomonida joylashgan, cho'zish va cho'zish, yukni ko'tarib, portlashi mumkin emas.
- Ichishga duchor bo'lgan quvurning ichki devori xujjatlar bilan aralashtiriladigan burmalar bilan qoplanishi mumkin.

Agar siz bunday texnologik jarayonning noziklarini hisobga olmasangiz, unda profil naychasini egish o'rniga, siz shunchaki mahsulotni minimallashtirishingiz, uni qaytarishingiz mumkin.
Buning uchun bu nafaqat quvurning xususiyatlarini, balki uning geometrik parametrlari, shuningdek, egilishni bajarish kerak bo'lgan devorning o'lchami, devor qalinligi, devorning qalinligi. . Ro'yxatdan olingan bilim sizga tegishli texnologiyani tanlashga imkon beradi va druubeni to'g'ri, uni hal qilmasdan va gofrirovka qilingan sirtni olmasdan egishga imkon beradi.
Buxgalteriya profiliga ehtiyoj
Profil quvuri toifalari turli xil kesma shaklga ega bo'lgan mahsulotlar tarkibiga - dumaloq, kvadrat, oval yoki tekis bo'lgan mahsulotlar kiradi. Bunday xilma-xil bo'lishiga qaramay, issiqxonani qurish uchun yoki kanopari asosan to'rtburchaklar yoki pastki qismdan foydalaning. Buning sababi, ularning tekis devorlarida tashqi qoplamani o'rnatish juda osonroq.
Zamonaviy profil quvurlari katta xilma-xillik bilan ajralib turadi. Ularning asosiy parametrlari, ularning asosiy qismi kesma va devor qalinligi, mahsulotning plastik imkoniyatlarini aniqlaydi. Ikkinchisi bunday indikatorni yaxlitlash radiusi sifatida baholaydi. Bu sizga maksimal darajada minimal radiusi shikastlangan bo'lishi mumkinligini aniqlash imkonini beradigan ushbu parametr.

Bunday trubka parametrini yoki to'rtburchaklar profilini aniqlash uchun, minimal egilish radiusi sifatida profil balandligini bilish kifoya. Agar siz profil quvurini to'rtburchak yoki maydon shaklida kesib o'tmoqchi bo'lsangiz, quyidagi tavsiyalarga amal qilishingiz kerak.
- Profilning balandligi 20 mm dan oshmasligi kerak bo'lgan quvurlar uzunligi 2,5xh (p profisning balandligi) bo'lgan joylarga egilishi mumkin.
- Mahsulotlar, bu profilning balandligi 20 mm dan oshadi, uning uzunligi 3,5xh / ko'proqqa mos keladigan joylarga bemalol egilishi mumkin.

Bunday tavsiyalar profil quvurlarini, tokchalar, sathlar va ulardan turli xil final tuzilmalarni tayyorlash uchun profil quvurlarini bükmozlik qiladi. Shu bilan birga, shuni yodda tutish kerakki, quvurlarning yuqori sifatli egilishi ularning devorining qalinligiga ta'sir qiladi. Mahsulotlar, devorning qalinligi 2 mm dan kam, umuman egilmaslik yaxshiroqdir va agar ulardan payvandlangan ulanishlardan foydalanish kerak bo'lsa.
Uyda uglerod yoki past qotishma po'latlardan tayyorlangan, faqat ba'zi bir nuanslarni hisobga olish mumkin. Beportdan keyin bunday quvurlar uning asl holatiga qaytishi va unga qaytishi mumkin, shuning uchun tayyor tuzilmalar shablon tomonidan qayta jihozlanishi kerak. O'tkazib yuborishning kattaligi, bu qarshilikning plastmassa momenti kabi profil quvurlarining bunday parametrini tavsiflaydi - WP. Ushbu parametr bilan birga keladigan hujjatlarda ko'rsatilgan (undan pastroq), ularning egilish jarayonida kamroq daromadlar kam emas).
Quvurni egilishning eng mashhur usullarining xususiyatlari
Ishlab chiqarishda yoki uy vazifalarida, shuningdek isitish va sovuq holatda ham proftrube. Gaz yonmasidan foydalangan holda isitish metall plaplitsiyasini sezilarli darajada oshiradi, buning uchun egiluvchanlik kamroq kuch sarflanadi. Kichik qismning quvurlari egilib, isitishsiz bo'lishi mumkin, chunki ular yaxshi plastik bilan juda farq qiladi.
Isitishdan foydalanish bo'yicha normativ tavsiyalar faqat davra suhbati uchun mavjud. Shunday qilib, o'zaro kesishqoqlikning diametri 10 sm dan oshib ketganda, kesishgan quvurlar, uning kvadrat yoki to'rtburchaklar quvurlari egilgunga qadar qizdirilgan.
- Qaralamchani qizdirmasdan, quvur egilgan, uning balandligi 10 mm dan oshmaydi.
- Agar trubkil profilining balandligi 40 mm dan oshsa, ular moslashuvchandan oldin isitilishi kerak.

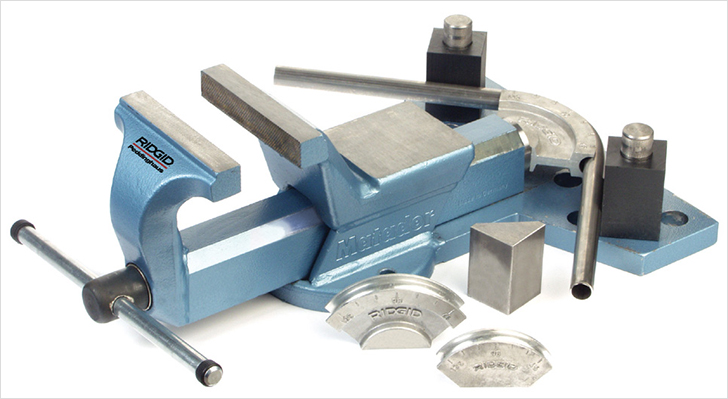
Agar sizning ixtiyoringizda trubkaning ba'zqi bo'lsa, siz 10-40 mm oralig'i oralig'i oralig'ida joylashgan sovuq moslashuvchan quvurlar vazifasini osongina hal qilishingiz mumkin. Bunday qurilma bo'lmaganda, maydalangan testlarni o'tkazgandan so'ng, trubkani qaymoqsiz bukishni olish masalasini hal qilishim kerak. Ular aniqlashga yordam beradi, siz moslashuvchan yoki yo'qligidan oldin, siz proftrubni qizdirishingiz kerak. Ushbu testlar quyidagicha amalga oshiriladi. Quvurning bir uchi vitse-ga yopishadi, ikkinchisi ichki kesishma bir qismi bilan quvurga soling. Agar bunday yelkaning yordami bilan bo'lsa, quvurni vitse-ga egilishi mumkin, siz ushbu jarayonni oldindan qizdirmasdan amalga oshirishingiz mumkin.
Turli xil usullardagi moslashuvchan quvurlar video o'quv videolarini yaxshi namoyish etmoqda, ammo bu jarayonni barcha tafsilotlarga oldindan tekshirish ortiqcha bo'lmaydi.
Qiziqish bilan Portening bübare
Profil trubkasini o'z qo'lingiz bilan issiq usul bilan olib kelish uchun avval uni qum bilan to'ldirishingiz kerak. Bu biqni yaxshiroq va bir xil qilib qo'yadi. Chunki siz issiq metal bilan shug'ullanishingiz kerak, barcha ishlar zich tarnachik mushukchalar bilan bajarilishi kerak. Videoda topilishi mumkin bo'lgan egilib, quyidagi ketma-ketlikda amalga oshiriladi.
- Profil trubkasining ikkala uchi ham yog'och panellardan yasalgan vilkalar bilan yopilishi kerak. Bunday vilkalarning uzunligi o'z bazasining kengligidan 10 baravar ko'p bo'lishi kerak, bu esa o'z navbatida, shpaldagi teshikka ikki marta, ularning yordami bilan yopiq teshikka ega bo'lishi kerak.
- Quvurning ichki qismidagi vilkalarni o'z ichiga olgandan so'ng, to'ldirilgan qum isitilgandan keyin trubada to'planib kelayotgan gazni olib tashlash uchun 4 ta uzunlikdagi groov amalga oshiriladi.
- Siz engashishni rejalashtirgan proftrub fitnasi nazorat qilinishi kerak.
- Quvur uchun plomba sifatida siz o'rta dondan erdan foydalanishingiz kerak. Agar tozalangan qurilish qumi bo'lmasa, siz hatto bolalar qumbokidan ham, hatto bolalarning qumloqlaridan ham olishingiz mumkin, ammo mos ravishda tayyorlanishi kerak. Shunday qilib, qum dastlab shag'al va nozik toshlarni olib tashlash uchun birinchi bo'lib 2-2,5 mm bo'lgan elakdan elakdan o'tkaziladi va yakuniy izoh 0,7 mm bo'lgan elakda amalga oshiriladi. Yakuniy izni isitilganda, qumdan chang buyumlarini olib tashlash uchun zarurdir.
- Tayyorlangan qum 150 daraja haroratda och bo'lishi kerak.
- Qumni boqishdan oldin, trubaning bir uchi yopiq, unda gaz o'lchamidagi kanallar mavjud emas. Ikkinchi uchida qumni tayyorlagan qum quyiladi. Qumga bir tekis va mahkam o'rnashganida, qopqoqni qoplagan holda mahkam to'ldirgan holda, u qopqoq yoki buning uchun kauchuk tasvir yordamida mahsulot devorlarini bosib olish kerak.
- Quvurni qum bilan to'ldirgandan so'ng, uning ikkinchi uchi ham vilka bilan qoplanadi.
- Bo'rxonishda qo'shimcha fleksiyon uchun qizdirilishi kerak bo'lgan fitna qayd etiladi.
- Quvur shablon yoki trubkali Clina bilan vitse-da o'rnatilishi kerak. Agar payvandlangan tikuv, agar u mahsulot yuzasida bo'lsa, yon tomonda joylashgan bo'lishi juda muhimdir. Ushbu talabni rioya qilish kerak, chunki payvandlar siqishni yoki cho'zish uchun istalmagan.
- Ilgari bo'r bilan belgilangan syot quvuri, gaz yonuvchisi bilan qizdiring. To'liq isish, trubka keskin harakat qilmasdan, bir yoki gorizontal tekislikda ishtiyoq bilan qo'llang.
- Bükülmüş trubani sovigandan keyin olingan natijada shablon bilan taqqoslanadi. Agar hamma narsa yaxshi bo'lsa, unda mahsulotlar mahsulotning uchidan olib tashlanadi va qum quyiladi.

Uyda amalga oshirish juda oson bo'lgan ushbu usul, eng ko'p burchak bükmeni shakllantirish kerak bo'lgan hollarda eng yaxshi qo'llaniladi. Bir nechta metall isitish uning kuchini yo'qotishga olib kelishi mumkin va agar siz armed dizayn elementi sifatida foydalanish uchun trubani ishlatsangiz, undan qochish mumkin emas.
Quvurni qanday qizdirmasdan olish kerak
Profil trubkasini o'zi isitmasdan, to'ldiring, plomba bilan va usiz. Profilning balandligi 10 mm dan oshmasligi kerak bo'lgan qum yoki rozin quvurlari bilan to'ldirishni talab qilmang.

Rasmning zichligi va mahsulotning devorlarini deformatsiyadan, shuningdek ortiqcha o'zgarishlardan himoya qiladigan sjururkdan foydalanishni o'z ichiga olgan yana bir usul mavjud egilish jarayonida ularning qalinligida.


Ilgari o'zlarining qo'llari bilan profil quvurlarini o'z qo'llari bilan egishlari kerak bo'lganlar, siz ularni isitish, siz o'rganadigan video va quyidagi oddiy tavsiyalardan foydalanishingiz mumkin.
- Oddiy qurilmalar - vitse, manrel, egilib plaslari yordamida profil quvurlariga kerakli bükment olish mumkin.
- Siz muvaffaqiyatli mahsulotlar uchun foydalanishingiz mumkin. Ushbu qurilmada ishlovlanadigan roliklarni, qazish profiliga mos keladigan qazish shaklini qayta tiklash kerak.
- Quvurlarni sotib olish yoki o'z qo'llaringiz bilan sotib olish yoki tayyorlash bilan eng samarali va aniq quvurlarni yaratish mumkin.
Moslashuvchan quvurlar uchun armatura
Qanday qilib trubkani trubka iste'mol qilmasdan olishning savoli bu operatsiyani eng oddiy qurilmalarni amalga oshirishda ishlatilmasa, qiyinchiliklarga olib kelmaydi. Quyidagi qurilmalar yordamida sovuq moslashuvchan quvurlarni bajarishingiz mumkin.
- Soft balandligi (alyuminiy) yoki po'lat balandligi bo'lgan plastinka balandligi 10 mm dan oshiq bo'lgan hollarda, signaltal plitasi teshiklar bilan - metall pinlar bilan ishlatiladi. Ushbu pinlar va moslashuvchan mahsulotlar kerakli parametrlarga muvofiq amalga oshiriladi. Ushbu usul ikki jiddiy kamchiliklarga ega: egilib, pastligi, shuningdek, u ishlatilganda jiddiy jismoniy harakatlar qilish kerak.
- 25 mm profil balandligi bo'lgan mahsulotlar rolikli armatura yordamida egilgan. Quvur vitse-da ishonchli o'rnatiladi va uning shu qismida, bu egri chiziqli rolik yordamida kuch qo'llaniladi. Ushbu qurilma sizga yaxshiroq egilishni ta'minlashga imkon beradi, ammo jismoniy kuch-harakatlarni talab qiladi.

Tez yordam, tez yordam taklifi deb nomlangan variant. Bu juda murakkab qurilma juda murakkab qurilma sizga juda qalin quvurlarni engishga imkon beradi.

Po'lat yoki alyuminiy reklama shakllanishini shakllantirish uchun, harakatsiz yumaloq naqshlar mahsulotni mahkamlash uchun maxsus qisqichlarni o'rnatish uchun katta radiusi o'rnatiladi. Bunday moslashuvda quvur, shablon palatasida, uning shakli istalgan egilish radiusiga to'g'ri keladigan harakat qiladi.

Kontgernatka va metall qavslar - bu siz bükme shablonini ishlab chiqarish uchun kerak bo'lgan hamma narsadir
Bilak
Uydagi po'lat yoki alyuminiy quvurlarni samarali egish uchun siz quyidagi ko'rsatmalar yordamida yangilangan bükme plitasini tayyorlashingiz mumkin.
- Bunday plastinkaning roli katta qalinligining metallidan kesilgan panelni o'ynaydi.
- Shu tarzda qilingan panel maxsus poydevorga o'rnatilgan taglikka payvandlangan.
- Panelda profil naychasi sifatida xizmat qiladigan murvatlarni o'rnatish uchun ikkita teshik kerak edi.
- Bolts-bekatlardan biriga maxsus ko'krak qafasi o'rnatiladi, ular bükment radiusi sozlangan.
- Splitga tutashgan trubaning segmentlarining matoli segmentini saqlash uchun, ish qismida metall plastinka o'rnatilgan metall plastinka o'rnatilgan.


O'sha paytda, siz yangilangan quvur bükünection-dan foydalanmasangiz, uning peparati turli sanitariya-tesimal operatsiyalarni amalga oshirish uchun moslashtirilishi mumkin.
Bükme Mandrel
Uyda bükme, profil quvur mahsulotlari, 25 mm dan oshmaydigan devorlarning balandligi, siz maxsus mandrel qilishingiz mumkin. Shu maqsadda bunday qurilma uchun etarli joy bo'ladi, uning yuzasida umumiy ishbilarmondan foydalanish yaxshiroqdir. Moslashuvchan trubani qulflaydigan elementning optimal joyini tanlash uchun ko'pincha ishchilar lachchining bir uchida. Kerakingning kerakli radiusini ta'minlash uchun, agar siz uni tez-tez ishlasangiz, qalin kontrplak yoki metall burchagidan qilingan maxsus naqsh olib boriladi.

Ilova profilegiba
Albatta, agar siz moslashuvchan profil quvurlarida katta miqdorda ishingiz bo'lsa, Internetda rasmlarini topishi mumkin bo'lgan maxsus mashina yasash yaxshidir. Biz bu savolni qismlarga ajratish uchun bu savolni qabul qilmaymiz, chunki batafsil ma'lumotdan tashqari quyidagi havolalaridagi havolalarda ko'rib chiqiladi.

Bunday mashinasiz va profilning katta kesishgan qismi bilan quvurlarni egishingiz kerak. Bunday mashinaning keng qirralik bilan ajralib turadigan, uchta rulonning asosiy ishchi organi, ulardan ikkitasi harakatsiz va uchinchi o'rinni egallashi sababli mahsulotni bukish radiusini tartibga soladigan o'zgarishlar tufayli. Zanjirli uzatish va operator bunday qurilmaning drayveri sifatida aylanadi.
Shubhasiz, issiqxonalar, kanopy yoki boshqa tuzilmalarni ishlab chiqarish uchun profil quvurlarini samarali qondirishga imkon beradigan qurilmalarning variantlari juda ko'p. Ushbu variantlarni ko'rib chiqish va imkoniyatlaringiz va ehtiyojlaringizni optimal ravishda bajaradigan ulardan sizni har doim qulay va arzon quvurli qonli egiluvchan qilib berishingiz mumkin.
(Ovozlar: 5
, o'rtacha baho: 5,00
5 dan tashqarida)
Professional quruvchi yoki oddiy egasi tomonidan profil naychasini yoki doimiy egasi tomonidan tez-tez uchrashish mumkin. Profil naychasini ichki sharoitda o'z qo'llari bilan egishga qaror qilish, egasi har doim uning qanday yaxshi va issiqxonani dizaynni, yopiq terasta yoki chekish xonasini tashkil qilish bilan bog'liq.
Bunday tuzilmalarni yaratishda an'anaviy yumaloq shakl bilan quvurlar oldida juda mashhur bo'lgan mahsulotlar.
Oddiy shpal bilan bog'lab, maxsus poyabzal va roliklar uchun maxsus gidravlik truba bilan bog'langan doira shaklida oddiy bo'limga ega quvurlar. Bunday holda, ushbu mashinada profil ma'lumotlari mumkin emas, chunki uning dumaloq shakllari uchun ijrochi qurilmalari shunchaki buzilgan profil, bo'sh yoriqlar, tanaffuslar yoki to'liq maydalangan.
Profil elementlarini katlama usullari
Profil naychasi hech qanday kamchiliklarsiz va buni o'zingiz amalga oshirishi mumkin. Bunday egri profil qismlarini ishlab chiqarish uchun ko'plab texnikalar mavjud. Umumiy variantlardan biri bu profilning egilishidir - profilegi deb ataladigan maxsus qurilmalar yordamida. Biroq, bunday uskunalarning narxi juda yuqori, bu odatdagi mulkdordan olingan maxsus mashina sotib olishga qarshi.
 Profil quvurini quvur benderisiz qanday qilib egish kerak
Profil quvurini quvur benderisiz qanday qilib egish kerak Mashg'ulotda kamdan-kam hollarda ichki sharoitda bilakli profillarni ishlab chiqarish zarurati, u maxsus truba beldlarini sotib olish taklif etiladi, ularda ham, ham struktsiya chizig'i va profil bo'sh joylari uchun ishlatiladi. Bunday uy jihozlarining narxi taxminan 100 dollarga teng. Shuni ta'kidlash kerakki, Bengda o'rnatilgan qismlarni yaratish uchun qo'lda vositalardan foydalanganda, egasiga tegishli jismoniy va axloqiy tarbiyalashning tegishli jismoniy va ma'naviy ta'lim olishi kerak, ammo tejamkorlik, ammo iqtisodiy jihatdan.
Bir vaqtning o'zida hisob-kitoblarni amalga oshirish kerak bo'lgan, hatto qo'lda qo'lda mexanizmlar ham irratsionaldir. Bunday holda, bozorda allaqachon ishlab chiqarilgan elementni sotib olish tavsiya etiladi yoki siz ustaxonada yoki tegishli korxonada buyurtma berishingiz mumkin, u erda nisbatan arzon narxda o'z profil materialidan biron bir narsani amalga oshirish mumkin.
Ushbu echim bilan vazifa nafaqat ish xarajatlarini kamaytiradi va shaxsiy vaqt va kuch sarflamaslik, balki ma'lum bir diametr yoki shaklga ega bo'lgan sifatli va tuzilgan mahsulotni olish uchun.
Har bir qurilishda nafaqat va nafaqat xalq usullari mavjud. Fiksept Fiks Vikipediya sizning qo'lingiz bilan bo'sh joylar bundan mustasno emas. Faqat bu holatda egma, mis yoki polimer quvurli blanka ishlab chiqarish imkoniyati mavjud.
Profil mahsulotlarining egilishi quvur egilishi orqali
Jarayon xususiyatlari
Bendning mustaqil ishlab chiqarishida profil bo'shlig'i avval uning keskin qismini, devorning qalinligi, qismi, shuningdek, diametri yoki egilish shakli bilan belgilanadi.

Shuningdek, mavjud mahsulotning shartlarini hisobga olish kerak, bu esa etishtirishning maksimal aniqligini va ishlab chiqariladigan qismlarning yuqori sifatini ta'minlaydi.
Profil quvurlarining egilishi devorlarning qalinligi va kesishma konfiguratsiyasida bo'lgan texnik bardoshli cheklovlarda yuzaga keladi. Muhim nuqtai nazar, bunday nuqsonli hodisalarning oldini olish, moslashuvchan profilning ichki qismining ichki qismining ichki qismining ichki qismining ichki qismining qatlamlari sifatida ish joyining keskin qismini maydalash.

Yoqa ishlab chiqarish
Sovuq cho'zish usuli bilan egilgan uchun mo'ljallangan maxsus trubka benderiga ega bo'lish kerak. Bunday mashina yordamida yaratilgan cho'zish ish qismining neytral o'qini egilish tomon siljishi beradi. Profil tafsilotlarini cho'zish paytida bunday ta'sir, gofrirovka zonasini egilib, yuzasi paydo bo'lishini kamaytirishga imkon beradi.

Jihozda joylashgan, Billet qirralar bo'ylab siqilib, bir vaqtning o'zida cho'zilgan. Shu bilan birga, moslashuvchan shablonni harakatga keltirganda, quvur egila boshlanadi.
Zanglamaydigan po'latdan yasalgan po'latning ish qismini egish, sifatning yomonlashishi va enming zonasida qismlarning qismlarining qarshiligini kamaytirish uchun bunday jarayon ichki gidrostatik bosim ostida amalga oshirilishi kerak. Buning uchun suv toshqinilangan suyuqlik joylashgan ichki plitalarning uchlarini to'kib tashlash kerak. Keyinchalik, siz ma'lum bir shakl yoki diametrning egilishi bilan moslashuvchan shablonni mahsulotning o'rtasiga o'tkazishingiz kerak.
O'z qo'llaringiz bilan egilish jarayoni
Siz o'z qo'lingiz bilan profil ish qismini professional uskunalar va maxsus vositalarsiz qilishingiz mumkin. Shu tarzda, bu ko'pincha sifatli sifatga nisbatan egilishga erishish mumkin.
Odatdagi maydalash va payvandlash orqali egilishni shakllantirish
Profil trubkasini moslashtirish uchun birinchi narsa oddiy maydalagich va payvandlash mashinasi bo'lishi kerak.

Ish qismini moslashtirish uchun siz quyidagi amallarni bajarishingiz kerak:
- Ish qismining katlanadigan radiusini aniqlang.
- Profil tafsilotlari bo'ylab, ularning o'zaro oralig'i bilan uchta samolyot qilish kerak.
- Bundan tashqari, siz ko'p qiyinchiliksiz, siz buyumni egishingiz mumkin.
- Keyin siz kesish joylarini pishirishingiz kerak.
- Payvandlash tikuvlari qayta ishlanishi va pichoqlash kerak.

Ichki qarshi kurashish bilan moslash
Bunday texnologiyani amalga oshirish uchun maxsus pishirilgan bahor sifatida bunday vositalardan foydalanish kerak. Shu bilan birga, moslashuvchan trubaning o'lchamiga qarab to'rtburchaklar krossovkasining bahorini 1 dan 4 mm gacha bo'lgan metall simdan, qalinligi 1 dan 4 mm gacha bo'lgan holda, profil quvurida kerak. Keyinchalik, siz elementni bukishni boshlashingiz mumkin.

Bahor segmentlarining o'lchami 1,5-2 mm gacha, trubka ichidagi bahorga kirib borishi mumkinligini yaratish.
Flecionecione-dan oldin buloqning rejalashtirilgan bükmetiga kirgandan so'ng, egilgan chiroq bilan egilgan maydonni isitish kerak. Shundan so'ng, siz bunday radius bilan maxsus bo'shliq yordamida mahsulot bükünüğüğü-da, moslashuvchan qismning kerakli ichki radiusiga mos kelishi kerak.

Profil tafsilotlarini misli tafsilotlarni bilish uchun faqat qishki vaqtni to'ldirish, nisbatan g'ayrioddiy usul mavjud.

Bu quyidagilar uchun noyob variant:
- Avvalo, mi quvurning bir chetini vilkasini yopish va suv bilan to'ldirish uchun zarurdir.
- Keyin Sovuqli sovuq muzda muzlab qolish uchun drownskiy ko'chada ish joyini suv bilan joylashtiring.
- Keyin, ma'lum bir radiusning egilish naqshiga muvofiq trubani eging. Shu bilan birga, quvur egilib, uning kesishmasligini buzmasdan ko'p kuchsiz bo'ladi.
Xuddi shu sxema bo'yicha duralumin turidagi quvurlarni, shuningdek, bunday materialni guruch deb baholash mumkin.
Trubka egilmasdan egilib
To'rtburchaklar bo'shliqni yaxshi quritilgan va yaxshilab aziz qum bilan ishlatish mumkin. Egilishdan oldin, trubkaning uchlaridan biriga 10 dan 20 sm ga teng bo'lgan, truba ochiq teshigi tozalangan va quritilgan qum va ball bilan yugurish uchun uxlab qolish kerak. U erda shunga o'xshash xanjar. Keyin siz bo'sh joyni ma'lum bir diametrli blanka bilan egishni boshlashingiz mumkin, bu rejalashtirilgan mahsulot hajmiga mos kelishi kerak.
Juda o'tkir egilib qolganda - radius kichik bo'lganda, egiluvchan bo'limi yonish qurilmasi orqali isinish tavsiya etiladi. Quvurdagi qirralarga rahmat, mahsulotning qum qismi saqlanib qoladi.
Bilaktika tugagandan so'ng, siz vilkalardan birini tutib, ichkaridan qum quyib, ikkinchi mantarni tortib olishingiz kerak.
Agar siz shaxsiy uyingizda yoki mamlakatda bo'lsangiz, biz, hech bo'lmaganda quvur bilan shug'ullanishingiz kerak bo'lganidan keyin o'zingizni tartibga solishimiz kerak. Bu, ayniqsa, siz Gazeboni, issiqxonani, masalan, yoki shunga o'xshash narsalarni qurishingiz kerak. Shuning uchun o'z qo'llari bilan moslashuvchan profil quvuri har doim kerak va muhimdir. Axir, bunday mahsulot "yumaloq" quvurlardan ko'ra foydalanish juda muhimdir.
Va bir nuans bor. Profil mahsuloti bilan hamma narsa bir muncha murakkabroq, bu naycha kesish joyiga qaraganda ancha murakkab. Axir, standart trubka egilib turing-ajratilgan va yumaloq shakl bilan jihozlangan, yumaloq shakldagi yumaloq shakl bilan jihozlangan. Profil mahsuloti uchun bunday mashinadan foydalanish natijasida nuqsonlar paydo bo'lishi yoki quvur tekislangan. Shu kabi "effektlar" bilan video tarmoqqa kifoya qiladi.
Flemal profilli mahsulotlar
Nima qilish kerak, quvurni buzmaslik kerak, lekin uni o'z qo'llaringiz bilan egasizmi? Bir nechta usullar mavjud. Eng oson - bu profil quvurlari bo'yicha mutaxassisdan foydalanish. Bunday reja uskunalari - profilitrans. To'g'ri, bunday mashinalar juda ko'p. Bu ajablanarli emas, chunki har qanday professional uskunalar ichkiga qaraganda qimmatroq.

Biroq, agar shunday deyishingiz mumkin bo'lsa, alternativa mavjud. Agar kerak bo'lsa, vaqti-vaqti bilan bunday mashinada standart va profil quvurlariga mos keladigan qo'lda trubkani egilishni sotib olishingiz mumkin. Shu bilan birga, ularning narxi nisbatan past. Biroq, agar siz "qo'lda" moslashuvchan bo'lsa, katta jismoniy tarbiya mashg'ulotlariga tayyor bo'lishingiz kerak.
Agar quvurni bir marta kesish kerak bo'lsa, unda sotib olish uchun biron bir ma'no yo'q. Bunday holda, mutaxassislarga murojaat qilish maqsadga muvofiqdir. Bu juda arzon narxda bo'ladi. Bundan tashqari, bunday ustalar ba'zan siz to'g'ri shaklga ega bo'lgan tayyor mahsulotni sotib olishingiz mumkin.
Yana bir variant bor, trubkani quvur benderisiz olish mumkin, "xalq davolaydi. Biroq, bu usul ko'pincha kichik bo'limlar uchun samarali. Bu polimer, mis yoki po'lat mahsulotlari bo'lishi mumkin.
Bilajak quvurni egilish xususiyatlari

Qanday qilib bunday mahsulotni o'z qo'llaringiz bilan bilasiz? Materiallar, kerakli bükme radiusi, devorlarning qalinligi miqdori miqdorini hisobga olgan holda egilishni amalga oshirish mumkin. Bundan tashqari, siz tayyor mahsulotning zaruriy sifatini hisobga olishingiz kerak.
Albatta, bu rasmlar va sxemalarni tayyorlashning ma'nosi yo'q, ammo egilish faqat bag'rikenglik doirasida, devorlarning qalinligi miqdorini hisobga olish mumkin. Shuningdek, xochning tekisligi, shuningdek, fuj trubkasining ichki qismidagi ko'rinishga imkon bermasligi kerak.
Bening jarayoni
Bendni tayyorlash uchun bizda quvur bender kerak. U sovuq usul bilan cho'zilishi bilan amalga oshiriladi. Ushbu yondashuv bilan cho'zish quvurning neytral o'qini yig'ish yo'nalishini o'zgartiradi. Natijada egilishdagi gofrirovka qilingan sirt aslida chiqarib tashlanadi. Shaxsiy rasmlar bo'yicha yaratilgan turli xil o'xshash mashinalar mavjud. Biroq, hamma ishning sxemasi taxminan bir xil.
Quvur qurilmaga joylashtirilgan bo'lsa, u qirralarning atrofida eng yomoni. Keyin u cho'zilib ketadi va bir vaqtning o'zida egilib.
Mahsulot sifatini kamaytirmasdan qanday moslashuvchan bo'lib o'tadi? Buning uchun jarayon ichki gidrostatik bosim ostida o'tadi. Quvur ichidagi suyuqlikni etkazib beradi va vilkalari uchiga qo'yiladi. Bilal etish naqsh mahsulotning o'rtasiga beriladi. U quvurni to'g'ri shaklni beradi.
Payvand payvandlash va grog

Moslashuvchan qo'lni, trubka kamerasiz yoki boshqa armaturasiz qiling, siz yaxshi sifatga ega bo'lishingiz mumkin.
Shu bilan bir qatorda, siz payvandlash va maydalagichdan foydalanishingiz mumkin. Ko'proq o'qish usulini ko'rib chiqing. Birinchi navbatda egusi radiusini hisoblab chiqadi. Keyingi uch tomonning rangi tomonidan tenglashtiriladi. Mahsulot mahsulotga egilib, oliy joylar ishlab chiqariladi. Payvandlash joyi davolash kerak.
Shunday qilib, oddiy usulda siz kerakli shaklning profil quvurini olishingiz mumkin va asboblar minimal darajada kerak bo'ladi.
Nimani tanlash kerak?
1 Mashinaning turi radiusning moslashuvchan profil quvurlari uchun mo'ljallangan.

Standart mashinaning xususiyatlari:
Maksimal truba kesishish qismi 40 x40x2, 50x25x2 mm.
Minimal doiralari:
- 30x30x2 - 650 mm,
- 40x20x2 - 650 mm,
- 40x40x2 - 1800 mm,
- 50x25x2 - 800 mm.
Haydovchi turi qo'llanmasi.
Rolllar qotib qoldi - barchasi 3 dona.
Narx: 25000 rubl.
2 Mashinaning turi profilning radius badiosi, yumaloq naycha va chiziqlar uchun mo'ljallangan.

Universal mashinaning xususiyatlari:
Maksimal truba kesishish bo'limi 40x40x2, 50x25x2 mm.
32x2,8 mm dumaloq naychaning maksimal bo'g'imlari.
40x4 mm bo'lgan.
Profil quvurlarining minimal diametrlari:
- 20x20x2, 25x25x2, 15x15x1,5 mm
- 30x30x2 - 650 mm,
- 40x20x2 - 650 mm,
- 40x40x2 - 1800 mm,
- 50x25x2 - 800 mm.
Maksimal ARC diametri cheklanmagan.
Haydovchi turi qo'llanmasi.
Rolllar qotib qoldi - barchasi 3 dona.
Narx: 30000 rubl.
Buyurtmachining qo'shimcha haqi uchun mashinaning iltimosiga binoan mashinada keyingi barcha hisob-kitoblarni aniqlab olish uchun vaqt turi ko'rsatkichi bilan jihozlangan.
Qo'shimcha haq evaziga mashina 220-380V elektr drayveri bilan jihozlanishi mumkin
Kafolat 2 yil
Kontaktlar:
Tel: 8-919-81-25-14
Saratov viloyati G. Engels.
Rossiya Federatsiyasida etkazib berish.
Vazifani amalga oshirish variantlari bugungi kunda ko'p. Sizning muayyan holatingizda qanday qilib egilish kerak? Siz o'zingiz va talablaringiz va talablaringiz haqida o'ylashingiz kerak. Agar buni qilishingiz kerak bo'lsa, unda hamma narsa o'z qo'llaringiz bilan amalga oshirilishi mumkin. Agar xohlasangiz, siz mutaxassis berishingiz mumkin. Agar kelajakda bunday harakatlar ko'pincha amalga oshirilishi kerak bo'lsa, uskunalarni sotib olish va kasbiy bükme va professionallar haqida o'ylashga arziydi.