Buzadigan amallar tabancasini sozlash bo'yicha maslahatlar. Avtomobilni havo cho'tkasi bilan bo'yash: qurilmani sozlash va ish bosqichlari Akril uchun havo cho'tkasini o'rnatish
Bo'yoq purkagichlarning ishlash qoidalari
Bo'yoq purkagichni ishga tayyorlashda, birinchi navbatda, purkagich boshlari tekshiriladi, ular toza bo'lishi kerak, material ko'krak qafasining teshiklari va havo qopqog'i mos kelishi kerak. Materialning ko'krak uchining uchi havo qopqog'idan bir oz tashqariga chiqishi kerak (yuqori yoki pastki purkagichli purkagichlar uchun) yoki unga ozgina cho'kishi kerak (bosim ostida bo'yoqli purkagichlar uchun). Havo yon teshiklarining o'qlari boshning markaziy teshigining o'qini kesishi kerak. Trigger bosilganda, o'chirish ignasi erkin va silliq siljishi kerak va u qo'yib yuborilganda, u material ko'krak teshigini mahkam yopishi kerak. Yog 'muhrlari, qistirmalari, havo klapanining o'chirish ignasining muhrlari va boshi bo'yoqning havo chizig'iga yoki havo bo'yoqqa kirishiga, shuningdek ish paytida bo'yoq materialining oqishiga yo'l qo'ymaslik uchun etarlicha tortilishi kerak. Tetik tortilganda, purkagich boshiga siqilgan havo porti material ko'krak porti ochilishidan va bo'yoq oqishi boshlanishidan oldin ochilishi kerak. Aks holda, bo'yoq purkagich yoqilgan va o'chirilgan paytda, püskürtülmeyen bo'yoq tomchilarining chiqishi muqarrar.
Ishni boshlashdan oldin buzadigan amallar tabancasining sozlanganligini tekshirish kerak. Buning uchun alohida varaqda bo'yoq materialining sinov dasturini bajaring.
Ishni tugatgandan so'ng bo'yoq purkagich va bo'yoq materiali etkazib berilgan shlang orqali yuvish uchun tegishli erituvchi o'tkaziladi.
Yuvish bo'yoq purkagichdan toza erituvchi paydo bo'lguncha amalga oshiriladi. Yuvib bo'lgandan keyin bo'yoq purkagich havo bilan uning kanallari orqali puflanadi, so'ngra korpusdan chiqarilgan havo qopqog'i, agar uning teshiklari bo'yoq bilan tiqilib qolsa, erituvchida yuviladi.Shunday qilib, ular yog'och pin yoki mis sim bilan tozalanadi; teshiklarni po'lat sim bilan tozalash taqiqlanadi. Ishdagi qisqa tanaffuslarda, ayniqsa tez quriydigan bo'yoq va laklarni qo'llashda, bo'yoq purkagichning boshini (2-poz) erituvchi bilan idishga (poz. 1) qo'yish tavsiya etiladi (rasmga qarang), buning oldini oladi. bo'yoq materiali nozulda qurib qolmaydi, aks holda bo'yoq purkagichni qismlarga ajratish kerak. Erituvchi muhrlarga tushmasligi uchun boshni tankga tushirish kerak.
Spray bo'yash qoidalari
To'g'ri buzadigan amallar bo'yash texnikasi, bir nechta oddiy qoidalarga rioya qilgan holda, mahsuldorlikni oshirish, qoplama sifatini yaxshilash va bo'yoq isrofgarligini minimallashtirish mumkin.
Bo'yash effektiga erishishning asosiy shartlari quyidagilardir:
1. Tegishli bo'yoq purkagichni tanlash.
Bo'yalgan mahsulotlarning o'lchamiga qarab, tegishli o'lchamdagi bo'yoq purkagichidan foydalanish kerak. Kichkina buyumlar va kichik sirtlarni kichik o'lchamli bo'yoq purkagichlari bilan bo'yash kerak, chunki bu bo'yoq va siqilgan havoning tejamkor iste'molini ta'minlaydi.
Katta sirtlarni yuqori mahsuldorlikni ta'minlaydigan katta o'lchamli purkagichlar bilan bo'yash kerak.
2. Bo'yoq va havo bilan ta'minlash uchun tegishli nozullarni tanlash.
Bo'yoq bilan ta'minlash uchun ko'krak turi bo'yoq va lak materialining turiga, shuningdek, texnologik talablarga muvofiq sirtga (qoplama qalinligi) qo'llanilishi kerak bo'lgan uning miqdoriga bog'liq.
Havo nozulining turi bir nechta omillar bilan belgilanadi, xususan: siqilgan havo miqdori va bosimi, bo'yash uchun mahsulotning o'lchamlari, bo'yash materialining turi, kerakli bo'yash tezligi va bo'yoq bilan ta'minlash usuli.
3. Bo'yoq purkagichni sozlash, siqilgan havo bosimi va bo'yoq ta'minoti.
Bo'yashdan oldin tuzatishlar kiritish kerak:
- bo'yoq bosimi;
- atomizatsiya havo bosimi;
- püskürtme kengligi.
Buzadigan amallar tabancalari material oqimini kamaytirish yoki oshirish uchun sozlash gayka bilan jihozlangan. Ignani bo'yoq nozulini to'liq ochish va havo bosimi bilan mash'alning shaklini sozlash imkonini beradigan joyga o'rnatish tavsiya etiladi. Atomlashtiruvchi havo bosimini tartibga solish uchun ba'zi qurollar atomizatsiya qiluvchi havo bosimi regulyatori bilan jihozlangan, boshqalari havo liniyasi va qurol o'rtasida o'rnatilgan reduktor bilan jihozlangan.
Haddan tashqari atomizatsiya qiluvchi havo bosimi bo'yalgan sirtdan aks ettirilgan siyoh va siyohning haddan tashqari bug'lanishiga olib keladi va bosmaning markazida qo'llaniladigan qoplama qalinligini kamaytiradi. Juda past bosim qo'pol, notekis qoplama hosil bo'lishiga olib keladi - "shagreen".
Bo'yoq purkagichining bo'yaladigan sirt ustida harakatlanish tezligi nozuldan chiqadigan bo'yoq miqdoriga bog'liq. Qoplamaning mahalliy qalinlashishini oldini olish uchun bo'yoq purkagichining zarbalari (harakatlari) ketma-ketligini o'ylab ko'rish va bunday zarbalarning eng kam soni bilan sirtni ikki marta qoplamasdan to'liq qoplashga erishish kerak. har qanday nuqtada bo'yoq oqimi.
Bunday ish rejasining natijasi bo'lishi kerak: purkagichning tez, erkin harakatlanishi va chiziqlar va tomchilarsiz bir xil qalinlikdagi qoplamani olish.
4. Spray tabancasining zarbasi uni bo'yash tekisligiga parallel ravishda ma'lum masofaga siljitishdan iborat bo'lib, bo'yoq purkagichning o'qi shu tekislikka to'g'ri burchak ostida qolishi va undan purkagich boshigacha bo'lgan masofa 20-25 sm bo'lishi kerak.
Bo'yoq purkagichni butun uzunligi bo'ylab chapdan o'ngga va orqaga teng ravishda siljitish kerak, shunda bo'yoq materiallarining oldingi chiziqlari (bosmalari) oldingilarini 50% ga yopishadi.
Bo'yoq purkagich va bo'yaladigan sirt orasidagi masofa qanchalik kichik bo'lsa, qoplama qalinroq bo'ladi. Chiziqlar va chiziqlar paydo bo'lishining oldini olish uchun purkagichning harakatini tezlashtirish kerak. Juda ko'p masofa "quruq" qoplamaning shakllanishiga olib keladi - qo'pol, shuningdek, juda ko'p tarqalgan bo'yoq tumanlarining paydo bo'lishiga olib keladi (rasmga qarang).
Püskürtgichning harakat tezligi va bo'yalgan sirtdan masofa o'rtasidagi munosabatni his qilish oson va o'rtacha rassom buni juda tez o'rganadi.
Qo'l purkagichi mahsulot yuzasiga parallel bo'lishi kerak. Aniq xatolar, masalan, atomizatorning yoy bo'ylab va vertikal tekislikda harakatlanishi rasmda ko'rsatilgan.


Qalinligi bo'yicha bir xil qoplamani olish uchun bo'yoq materialining birinchi qatlami vertikal chiziqlarda, ikkinchisi esa gorizontal chiziqlarda qo'llaniladi.
- Birinchi chiziq yuqoridan pastgacha 1-2 chiziq bo'ylab bo'yalgan sirtning oxirigacha yoki ma'lum bir gorizontal chiziqqa 2-3 qo'llaniladi, so'ngra har bir keyingi chiziqni qo'llash uchun purkagich bilan qo'l siljiydi. o'ng. Ayni paytda, tetikni tushirgandan so'ng, bo'yoq va havo ta'minoti to'xtatiladi, ikkinchi chiziq (3-4-qism) pastdan yuqoriga qo'llaniladi va hokazo. Uzluksiz qoplamani olish uchun keyingi chiziqning chekkasi qo'llaniladigan bo'yoq chizig'ini 5-8 mm ga yopishi kerak.

Bo'yash paytida bo'yoq purkagichlarini to'lqinlar va halqalarda harakatlantirmang. Buzadigan amallar tabancası bo'yalgan sirtga perpendikulyar bo'lishi kerak. Agar siz uni burchak ostida ushlab tursangiz, unda rangli mash'alning chop etish kengligi oshadi va qoplamaning qalinligi teng bo'lmaydi. Qurolning perpendikulyar holatida qoplama deyarli bir xil qalinlikka ega. Bo'yoq purkagichining harakati cho'tka emas, balki tananing va qo'lning harakati bilan amalga oshiriladi
Mahsulotlarning chiqadigan qismlari va burchaklarini bo'yashda, bo'yoq purkagich mash'alni mahsulot konturidan tashqariga olib chiqmasdan amalga oshirilishi kerak.

Bo'yoq purkagichining harakat tezligi bir xil bo'lishi va 14-18 m / min oralig'ida bo'lishi kerak.
Bo'yoq purkagichdan bo'yaladigan sirtgacha bo'lgan masofa qoplama materialining yopishqoqligiga qarab 200-250 mm, yuqori yopishqoqlik uchun kichikroq masofa va past viskozite uchun kattaroq bo'lishi kerak.
Agar bo'yoq purkagichgacha bo'lgan masofa zarur bo'lganidan kattaroq bo'lsa, bo'yash uchun sirtga etib bormagan bo'yoq materialining miqdori ortadi va natijada uning tumanlanishi tufayli yo'qotishlari ortadi. Agar bo'yoq purkagich bo'yalgan yuzaga yaqin joylashgan bo'lsa, unda chiziqlar va notekis qoplangan joylar paydo bo'ladi.
Buzadigan amallar tabancasini ishga tushirish va to'xtatish
Tetik bo'yoq purkagichni ishga tushirish va to'xtatish uchun ishlatiladi. bu ilgak tutqich yo'nalishi bo'yicha qaytib kelganda, bo'yoq chiqishi ortadi va shuning uchun bo'yash ishi davomida, har bir zarbaning boshida, uni oxirigacha bosish va zarba tugashidan oldin qo'yib yuborish kerak.
To'g'ri harakat quyidagi tarzda amalga oshirilishi kerak:

Qirralarni bo'yash chap va o'ng qirralarning bo'ylab ikkita vertikal zarba bilan boshlanishi kerak.
Buzadigan amallar tabancasını qanday o'rnatish - bu asbob bilan ishlashni boshlashdan oldin usta bilishi kerak bo'lgan asosiy narsa. Va bu umumiy vazifa to'rtta alohida shartni o'z ichiga oladi. Barcha fikrlarni echishga malakali yondashuv rang berish kompozitsiyasini yuzaga qo'llash jarayonining yakuniy natijasini aniqlaydi.
Bo'yoq purkash sifatiga ta'sir qiluvchi bir qator asosiy omillar mavjud. Ariza berish jarayoni iloji boricha samarali bo'lishi uchun ishni boshlashdan oldin bir qator majburiy operatsiyalarni bajarish kerak. Aynan:
- Ish uchun bo'yoq tayyorlang
- Chiroqning optimal hajmini o'rnating
- Kerakli havo bosimini tanlang
- Bo'yoq ta'minotini sozlang
Agar barcha sozlamalar to'g'ri bajarilgan bo'lsa, bo'yoq chiziqlarsiz va sarkmasiz mukammal tekis qatlamda yotadi. Parametrlar noto'g'ri o'rnatilgan bo'lsa, qoplama yomon bo'ladi va quritish uchun uzoq vaqt kerak bo'ladi. Buzadigan amallar tabancası bilan ishlash jarayoni mashaqqatli bo'ladi va ko'proq vaqt talab etadi.
Ishga bo'yoq tayyorlash
Bo'yoqni qo'llash uchun to'g'ri tayyorlash uchun sizga alohida plastik idish yoki o'lchov o'lchagich kerak bo'ladi. Odatda, ishlab chiqaruvchilar o'rashda aralashmaning aktivator bilan aralashtirilgan nisbatlarini ko'rsatadilar. Shunday qilib, masalan, 2x1 belgisi bo'yoq hajmining ikki qismini aktivator hajmining bir qismi bilan aralashtirish zarurligini ko'rsatadi.
To'g'ri proportsional aralashtirish uchun o'lchov o'lchagich kerak. Agar u mavjud bo'lmasa, siz plastik idishdan foydalanishingiz mumkin. Unga bir xil bitiruv qo'llanilishi kerak, bu sertleştiricinin proportsional qismlarini va bo'yash materialining o'zini aniq o'lchashga yordam beradi.
Samarali püskürtme va estetik jihatdan jozibali porlashni olish uchun kompozitsiyaning yopishqoqligi darajasi kabi omil muhimdir. Kerakli indikatorga erishish uchun faollashtirilgan bo'yoqqa hal qiluvchi qo'shiladi. Bu erda qiyinchiliklar paydo bo'lishi mumkin, chunki barcha ishlab chiqaruvchilar ko'rsatmalarda bo'yash vositasining erituvchiga tavsiya etilgan nisbatini ko'rsatmaydi.
Tajribali mutaxassislar aralashmani ko'z bilan tayyorlaydilar, ikkinchi komponentni kichik qismlarga qo'shib, mustahkamlikni kuzatadilar. Yangi boshlanuvchilar uchun bo'yoq sotib olayotganda, batafsil aralashtirish ko'rsatmalariga ega bo'yoq materialini tanlash yaxshidir. Agar, masalan, bankada 2x1 + 10% ko'rsatilgan bo'lsa, bu "ikkidan birga" nisbatda faollashtirilgan bo'yoqqa umumiy hajmdan 10% erituvchi qo'shilganligini anglatadi.
Sirtni metall effekt bilan yoki tashqi omillardan qo'shimcha himoya bilan bo'yash rejalashtirilganda, ikki qatlamli qoplama amalga oshiriladi. Bunday holda, birinchi navbatda asosiy bo'yoq, keyin esa akril lak qo'llaniladi.
Akril lakni tayyorlash ishlab chiqaruvchining ko'rsatmalariga muvofiq amalga oshiriladi. Komponentlar maxsus qadoqda ko'rsatilgan nisbatlarda aralashtiriladi. Ikki qatlamli qoplama bilan bo'yoqni faollashtirishning hojati yo'q. U bug'lantiruvchi erituvchi bilan quritiladi.
Buzadigan amallar tabancasining qurilmasi va ishga tayyorgarlik bosqichlari
Zamonaviy havo cho'tkasi ishlash uchun zarur bo'lgan barcha parametrlarni optimal tarzda sozlash mumkin bo'lgan tarzda yaratilgan. Asbobning dizayni quyidagi qismlarni o'z ichiga oladi:
- Filtrli bo'yoq idishi (sig'imi 100 yoki 250 ml bo'lishi mumkin)
- Bo'yoqni sindirish uchun teshiklari bo'lgan nozul
- Bo'yoq regulyatori
- Qulay tutqichli tutqich
- Spray naqsh sozlagichi (tekis va yumaloq oraliq)
- Po'lat igna va pnevmatik er-xotin diffuzorli nozul
- Havo regulyatori
Shunday qilib, dizaynda ko'zda tutilgan uchta regulyator asbobni to'g'ri tayyorlash va sozlash imkonini beradi. Buzadigan amallar tabancasını qanday sozlash kerak?
Avvalo, bo'yoq tankga quyiladi. Shundan so'ng, sozlash jarayonining o'zi boshlanadi. Buni amalga oshirish uchun sizda namunalar uchun qandaydir sinov vertikal sirt bo'lishi kerak. Ko'pincha devor ishlatiladi, uning ustiga chizilgan qog'oz varag'i o'rnatiladi.
Torch hajmini sozlash
 Sozlama mash'alning optimal kengligini o'rnatish bilan boshlanadi. Bunday holda, bo'yalgan sirt maydonining o'lchamiga qarab rahbarlik qilish kerak. Agar tor rangli o'tish amalga oshirilsa yoki kichik maydon yangilangan bo'lsa, kichik mash'al kengligini tanlang, mos keladigan parametrga jetni qog'ozga purkashga harakat qiling.
Sozlama mash'alning optimal kengligini o'rnatish bilan boshlanadi. Bunday holda, bo'yalgan sirt maydonining o'lchamiga qarab rahbarlik qilish kerak. Agar tor rangli o'tish amalga oshirilsa yoki kichik maydon yangilangan bo'lsa, kichik mash'al kengligini tanlang, mos keladigan parametrga jetni qog'ozga purkashga harakat qiling.
Avtomobilni yoki alohida qismni to'liq bo'yashda mash'alning maksimal kengligi afzalroqdir. Bu yagona dastur va optimal jarayon tezligini beradi. Mash'alning kengligining pasayishi bilan bir vaqtda havo ta'minotini kamaytirish kerakligini bilish muhimdir.
Bosim sozlamalari
Optimal havo bosimini tanlash qiyinroq sozlash bosqichidir. Haqiqat shundaki, bu parametr har bir holat uchun individualdir. Tanlov asbobning o'ziga xos modeliga, ishlatiladigan bo'yoq turiga va yopishqoqlik indeksiga bog'liq. Shuning uchun, havo bosimi indikatorining silliq qo'shilishi bilan chizma qog'ozida bir nechta sinov qisqa tortishishlari amalga oshiriladi. Qisqa (ikkinchi) tortishish natijasida olingan birinchi nashr tomchilarning joylashishi va o'lchami, shakli, proyeksiyalari va chuqurliklari, naqshning yuqori va pastki qismlarida chayqalish uchun diqqat bilan tekshiriladi.
- Oqayotgan tomchilar, varaqdagi katta zich bo'yoq dog'lari - bosimning etarli emasligi natijasi
- Varaqda shakllangan sakkizta raqam ortiqcha bosimning ko'rsatkichidir
- Bananga, qalin yarim oyga, nokga o'xshash iz havo qopqog'i, ko'krak yoki ko'krakning noto'g'ri ishlashi yoki ifloslanishining belgisidir.
Sinov jarayonida muhrlar, chiziqlar va qo'shimchalarsiz mash'alning chiroyli cho'zilgan shakliga erishish kerak. Bir varaqdagi bo'yoqning sinov spreyi eng yaxshi 25-30 sm masofada amalga oshiriladi.Bo'yashni tugatayotganda, qurilma bo'yoq ishlab chiqaruvchisi tomonidan ko'rsatmalarda tavsiya etilgan sirtdan masofada saqlanadi. Püskürtme sifatini tekshirish uchun purkagichni yoki uning boshini gorizontal holatda ushlab turish kerak.
Püskürtme tabancasının turli modellaridagi havo regulyatori olinadigan yoki tutqichga o'rnatilishi mumkin. Agar operator olinadigan qurilma bilan ishlayotgan bo'lsa, u holda regulyator qabul qiluvchining shlang bilan birlashmasida to'liq ochilishi kerak. O'rnatilgan tur bilan ishlaganda, tetik bosilganda bosimni o'zgartirishingiz kerak. Aks holda, tetik bosilganda, bosimning keskin pasayishi sodir bo'ladi. Havo yo'qligi sababli, purkagich tabancası bo'yoq ishlarini notekis ravishda buzadi.
Bo'yoq ta'minotini sozlash

Chiroqning o'lchamini o'rnatgandan va optimal bosimni tanlagandan so'ng, bo'yoq ta'minoti tartibga solinadi. Buning uchun sozlash vinti to'xtash joyiga buriladi, shundan so'ng u ikki burilish chiqariladi. Sozlashda darhol katta ozuqani sinash tavsiya etilmaydi. Tajribasiz usta birinchi zarbalarda allaqachon sirtni buzishi va materialni behuda sarflashi mumkin.
Bundan tashqari, buzadigan amallar kabinasi juda ifloslangan bo'ladi. Bir soniyada juda ko'p bo'yoq püskürtülür va engil kechikishlar va sirtga juda yaqin bo'lsa, estetik bo'lmagan chiziqlar paydo bo'lishiga olib keladi. Shu nuqtai nazardan, kichik ozuqa ko'proq foydalidir: uni kamaytirishdan ko'ra, jarayonda ozuqa qo'shish samaraliroqdir.
Oziqlantirishni sozlash mexanizmining ishlash printsipi shundan iboratki, sozlash vinti zanglamaydigan po'latdan yasalgan igna harakati uchun cheklovchi vazifasini bajaradi. Ushbu dizayn tufayli u bo'yoq chiqishini to'liq ocholmaydi. Shunday qilib, operator vintni to'liq ochish va tetik kuchi bilan qo'lda ishlash orqali improvizatsiya va moslashish imkoniyatiga ega.
- Ishlash va sozlashda muammolarni oldini olish uchun har bir bo'yashdan keyin asbobni yuvish kerak
- Tankning ventilyatsiya teshigi ish tugagandan so'ng darhol tozalanishi kerak. Bo'yoq ta'minoti vaqti-vaqti bilan va notekis bo'lishi uchun engil, nozik tiqilib qolish kifoya.
- Buzadigan amallar tabancası quruq joyda saqlanishi kerak. Uzoq muddatli saqlashdan oldin qurilmani qismlarga ajratib oling, barcha alohida qismlarni yuving va tozalang.
- To'pponchani metall idishlar bilan tozalash mumkin emas. Bu pnevmatik bosh yoki nozulga zarar etkazishi mumkin.
- Qurol to'liq erituvchiga botirilmasligi kerak.
O'rnatish paytida muammolar mavjud bo'lsa, nima qilish kerak
- Havo qopqog'ining markaziy teshigining shikastlanishini sezasiz. Siz butun yig'ilishni (bo'yash boshini) almashtirishingiz mumkin, uning markaziy teshigini yoki bosh ko'krakni tozalashingiz, igna va boshni almashtirishingiz mumkin.
- Havo qopqog'ining yon tomondagi ochilishida nuqsonlarni topdingiz. Ularni ehtiyotkorlik bilan tozalashga harakat qiling.
- Siz igna yo'naltiruvchi gaykani haddan tashqari qisib qo'yganini ko'rdingiz. Havo klapanining novdasini tozalashga, olovning o'rnini o'zgartirishga, kalitni bo'shatishga, igna va purkagich boshini tozalashga, igna va havo klapanining novdasini almashtirishga va novdani tozalashga harakat qiling.
- Siz tutqichning qattiq zarbasi ishiga aralashasiz. Havo klapanining novdasini tozalang. Agar bu ishlamasa, gaykani bo'shating, valfning novdasini almashtiring, ignani tozalang yoki bo'yoq boshini almashtiring.
- O'rnatishda mash'al qurol o'qiga nisbatan yon tomonga siljiydi. Bunday holda, havo qopqog'i yoki yon teshiklarning tiqilib qolishi shubhasi mavjud. Siz pnevmatik boshni almashtirishingiz yoki uning yon teshiklarini tozalashingiz mumkin.
- O'rnatish vaqtida havo bo'yoq idishiga kirganini sezasiz. Bu shuni anglatadiki, bo'yoq boshi siqilmagan yoki shikastlangan. Siz igna va purkagich boshini almashtirishingiz yoki boshni mahkamlashingiz kerak.
- Tutqich bo'shatilganda havoni zaharlashini payqadingiz. Bu vana tiqilib qolganligining dalilidir. Siz uni almashtirishingiz yoki tozalashingiz, shuningdek, qo'llanmalarni tozalashingiz mumkin.
- Chiroq chop etishda assimetrik nuqta beradi. Bu shuni anglatadiki, bo'yoq boshi tiqilib qolgan, nozul yoki havo qopqog'ining markaziy teshigi shikastlangan. Siz havo boshini almashtirishingiz, uning markaziy teshigini tozalashingiz, igna va boshni almashtirishingiz yoki nozulni tozalashingiz mumkin.
- O'rnatishda siyoh ta'minoti yo'q. Agar qurol bo'yashdan bosh tortsa, bosim yoki past bosim bo'lmasligi mumkin. Bu ko'krak tiqilib qolgan, igna shikastlangan, ozuqa bloklanganligini anglatishi mumkin. Bosim ko'rsatkichlarini sozlashga harakat qiling. Agar bu yordam bermasa, igna yoki nozulni tozalang, siyoh ta'minotini sozlang. Agar bu choralar samarasiz bo'lsa, igna va boshni almashtiring.
- Siz bosh nozuldan bo'yoq oqayotganini sezasiz. Ushbu nuqson, ko'krak konusning tiqilib qolishi yoki hidoyat gaykaning siqilishini ko'rsatadi. Ko'krakni bo'shating, tozalang yoki igna va boshni almashtiring.
- Chiroq uzilish bilan ishlaydi. Bu ko'krak konusining shikastlanishi, bo'shashgan bo'yoq boshi, qistirmaning aşınması yoki shikastlanishini ko'rsatadi. Siz quyidagilarni qilishingiz mumkin: boshni torting yoki almashtiring, igna yoki bo'shliqni o'zgartiring.
 Va nihoyat, yangi boshlanuvchilar uchun yana bir maslahat. Buzadigan amallar tabancasını sotib olayotganda, siz saqlamasligingiz kerak! Agar siz purkagichni qanday qilib to'g'ri o'rnatishni yaxshi o'rgangan bo'lsangiz ham, bu sizga to'liq uzluksiz ishlashni kafolatlamaydi. Ko'p narsa qurilma modeliga va uskunani ishlab chiqaruvchiga bog'liq.
Va nihoyat, yangi boshlanuvchilar uchun yana bir maslahat. Buzadigan amallar tabancasını sotib olayotganda, siz saqlamasligingiz kerak! Agar siz purkagichni qanday qilib to'g'ri o'rnatishni yaxshi o'rgangan bo'lsangiz ham, bu sizga to'liq uzluksiz ishlashni kafolatlamaydi. Ko'p narsa qurilma modeliga va uskunani ishlab chiqaruvchiga bog'liq.
Shubhali ishlab chiqaruvchidan arzon vositani sotib olsangiz, o'zingiz uchun kutilmagan qiyinchiliklarni yaratish xavfi tug'iladi. Bugungi kunda bozorda Xitoy purkagichlari juda arzon narxlarda mavjud bo'lib, ularni yangi boshlanuvchilar umuman sotib olmasliklari kerak. Do'konda tekshirilganda, qurilma mukammal ishlaydi, bo'yoqni yaxshi buzadigan amallar va juda yaxshi xaridga o'xshaydi. Lekin xususiylashtirish nuqtai nazaridan, bu yangi boshlanuvchilar uchun mos emas.
Agar tajribali usta bunga dosh bera olsa, bu ham nozik qobiliyatni, uzoq sinovlarni talab qiladi. Va har bir bo'yoq bunday injiq vosita bilan ishlashga mos kelmaydi. Ko'pincha, aralashmaning püskürtülmesi nafaqat buzadigan amallar tabancasının to'g'ri sozlanishi, balki rang beruvchi pigmentning silliqlash darajasi bilan ham ta'sir qiladi. Agar siz, masalan, konveksiya tipidagi qurilmadan foydalansangiz, nostandart olovli nashrni haddan tashqari oziqlantirishda bosimning markaziy qismida siqilish kontsentratsiyasini sezishingiz mumkin.
Va agar siz sotib olgan vosita Trans-Tech purkash texnologiyasiga asoslangan bo'lsa, unda siyoh zichligi bosmaning chetlarida to'planadi. Airbrush sotib olishdan oldin, bozor takliflarini, texnika haqidagi sharhlarni diqqat bilan o'rganing, o'zingiz ishonadigan hunarmandlar bilan maslahatlashing.
Keling, qo'yiladigan qoplama qatlami iloji boricha tekis bo'lishi uchun buzadigan amallar tabancası qanday o'rnatilganligini bilib olaylik. Axir, qanchalik yuqori texnologiyali va qimmat purkagichni sotib olganingiz muhim emas, asbobni to'g'ri sozlashsiz, bo'yoq ishlarining sifati qoniqarsiz bo'ladi.
Biroq, buzadigan amallar tabancasını o'rnatishdan oldin, keling, ushbu qurilma nima ekanligini aniqlashga harakat qilaylik.
Püskürtgichni o'rnatish va maqsadga muvofiq ishlatish oson
Bozorda purkagich qoplama qurilmalarining keng assortimenti mavjud. Taqdim etilgan modifikatsiyalar orasidagi farq ham narxda, ham bo'yoqni qo'llash printsipida.
Bo'yoq purkagichlarining ishi ikki bosqichda amalga oshiriladi:
- bo'yoq mayda bo'laklarga bo'linadi;
- mash'alning shakli hosil bo'ladi.
Suratda - buzadigan amallar tabancasining turiga muvofiq mash'al turlari
Bozordagi barcha atomizatorlarni ish parametrlariga ko'ra uchta asosiy toifaga bo'lish mumkin:
- An'anaviy tizimlar (CONV) 3 bargacha bo'lgan purkagich boshidagi yuqori bosim bilan tavsiflanadi.
- 0,7 bargacha bo'lgan yuqori hajmli va past bosimli qurilmalar (HVLP).
- 1,2 bargacha past hajmli va past bosimli qurilmalar (LVLP).
Buzadigan amallar tabancasining dizaynidan qat'i nazar, purkagich boshida siqilgan havo va bo'yoq materiallarining mash'alasi hosil bo'ladi. Buzadigan amallar boshini qoldirib, mash'al ko'rinishidagi aralashma ma'lum masofaga taqsimlanadi va u yuzaga urilganda bo'yoq qoplamasini hosil qiladi.
Maishiy maqsadlarda foydalanish uchun katta hajmli va past bosimli purkagichlardan foydalanish maqsadga muvofiqdir, chunki ular ishlatiladigan bo'yoq jihatidan ko'p qirrali va ularning narxi qurilmalar va boshqa dizaynlar bilan solishtirganda narxga nisbatan ancha qulaydir.
Sinov xonasini tayyorlash
Püskürtme tabancasını to'g'ri o'rnatishdan oldin, sinov uchun maqbul sharoitlarni tayyorlashingiz kerak.
Bo'yoq materiallarini ustaxonada yoki garajda qo'llash bo'yicha tajriba o'tkazish tavsiya etiladi, bundan oldin xonani 2 metr radiusdagi turli xil narsalar va narsalardan ozod qilgan. Parametrlarni vertikal tekislikda, masalan, devorga yoki garaj eshigiga purkashga harakat qilamiz.
Sirtni behuda buzmaslik uchun siz o'zingizning qo'lingiz bilan devorga yoki darvozaga 2 dan 1 metrgacha bo'lgan keraksiz materiallarni mahkamlashingiz mumkin. Qadimgi qog'oz yoki plastmassa o'ram bo'ladimi, muhim emas - hamma narsa bo'ladi, chunki biz rang bilan emas, balki yashirish kuchi bilan tajriba qilmaymiz.
Shunday qilib, test bo'yash uchun sharoitlar tayyor, keling, sozlashni boshlaylik.
Spray tabancasi qurilmasi
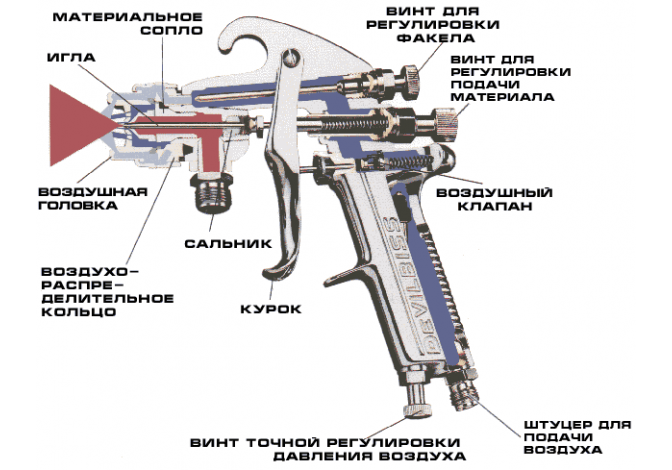
Pnevmatik bo'yoq purkagichi (purkagich) texnik jihatdan oddiy qurilma bo'lib, unda siqilgan havo nozuldan ta'minlanganda bo'yoq va laklarni purkaydi. Ushbu rasmda ko'rsatilgan bo'yash vositasining dizayn xususiyatlarini ko'rib chiqing.
Spray tabancasining diagrammasi
Bu erda biz quyidagi tarkibiy elementlardan iborat an'anaviy purkagichni ko'ramiz:
- bo'yoq uchun tank;
- atomizator tanasi;
- ignani harakatga keltiradigan buloq;
- ignani sozlash uchun sozlash murvatini;
- bosim o'lchagichni va havo etkazib berish shlangini ulash uchun armatura;
- valfni ushlab turadigan kamon;
- yadro;
- aralash oziqlantirish dastagi;
- aralashmaning oqimini cheklaydigan igna;
- nozul;
- nozul qopqog'i (bosh);
- ulanish adapteri;
- mahkamlash gayka.
Buzadigan amallar tabancasının zamonaviy modellari tankdan nozulgacha bo'lgan qoplamalarga xizmat qiladi. Aralash nasos yoki kompressor tomonidan pompalanadigan siqilgan havo orqali ta'minlanadi.
Parametrlarni o'rnatish vositasining aksariyati sozlash vintlari bilan jihozlangan. Ba'zi yuqori texnologiyali modifikatsiyalar elektron olovni boshqarish tizimi bilan jihozlangan.
Elektron boshqariladigan purkagichning diagrammasi
Shaklning xususiyatlariga ko'ra, ko'krak tor jet yoki tekis jet bo'lishi mumkin. Ya'ni, mos keladigan nozulni tanlab, siz ma'lum bir kenglikdagi chiziq bilan bo'yoq purkashga erishishingiz mumkin.
Buzadigan amallar tabancasining Kraskonalivny oynasi (tank), qoida tariqasida, shaffof plastmassadan tayyorlanadi. Bunday tanklar bo'yoqning qanday iste'mol qilinishini ko'rish imkonini beradi.
Buzadigan amallar tabancasını sozlashning umumiy qoidalari
Asos sifatida, ishlatiladigan modifikatsiyadan qat'i nazar, buzadigan amallar tabancalarının sozlamalari o'xshash. Shuning uchun, umumiy qoidalarni ko'rib chiqing.
Suratda - sozlash vintlarining joylashuvi
Sozlash murvatlari quyidagi tartibda joylashgan:
- pastdan havo ta'minotini sozlash,
- qurol tutqichining orqa qismidagi bo'yoq va laklar bilan ta'minlashni sozlash;
- mash'al parametrlarini sozlash yana tutqichning orqasida yoki yon tomonda joylashgan.
Muammoning belgilari va yechimlari
Qoida tariqasida, boshqaruv elementlarining joylashuvi bilan xato qilish qiyin, chunki to'pponchalarning dizayni standartdir.
Lekin, har qanday holatda, siz sotib olgan qurilma uchun ko'rsatmalarni o'qing.
- Birinchidan, hamma narsa boshqaruv elementlarini minimal darajaga qo'ying. Natijada, aralash oziqlantirish dastagini bosganingizda, siz chiqayotgan havoning shitirlashini deyarli eshitmaysiz va sinov yuzasida bo'yoq qatlami bo'lmaydi.
- Keyinchalik, kompressordan havo ta'minotidagi sozlash murvatini 2-3 burilish bilan bo'shatamiz, shunda bosim o'lchagichdagi o'q 1 va 2 atmosfera orasida joylashgan bo'ladi. Eng boshidan maksimal bosimni berish shart emas, chunki biz ushbu parametrni keyinroq qolgan sozlashlar bilan birgalikda sozlaymiz.
- Shunday qilib, biz havo bosimini berdik va aralashmani etkazib berish dastagini bosganingizda xarakterli xirillashni eshitamiz. Endi biz bo'yoq etkazib berish uchun mas'ul bo'lgan sozlash vintini 1-2 burilish bilan ochamiz va darhol bir burilish uchun mash'alni ochamiz.
- Bo'yashga harakat. Biz qurolni sinov yuzasidan 25-30 sm masofada joylashtiramiz va bo'yoqni dastagiga qisqa bosish bilan püskürtün.
Suratda - purkagichning yaqinligi natijasi - "apelsin"
Muhim: buzadigan amallar tabancasını 20 sm dan yaqinroq qo'yib, siz qoplamaning to'q sariq to'qimasini olasiz. Qurolni sirtdan 30 sm dan uzoqroqda joylashtirish, qoplamaning etarli emasligiga olib keladi. Natijada, siz bo'yoq materiallarini ko'p sonli qatlamlarda qo'llashingiz kerak bo'ladi, bu esa bo'yoqning ortiqcha sarflanishiga olib keladi.
- Agar bo'yoq nozuldan chiqsa, lekin sinov yuzasiga etib bormasa, havo bosimini qo'shing. Agar quroldan havo devorga o'rnatilgan plyonkani egsa, lekin bo'yalmasa, bo'yoq ta'minotini qo'shing.
Muammo hal etilmasa, mash'alni oshiring. Ushbu maslahatlardan so'ng siz bo'yoq sinov yuzasiga tushadigan sozlamani topishingiz mumkin.
- Hozir qo'llaniladigan bo'yoq izi shaklini sozlashni boshlaylik.
Chiroqni sozlash xususiyatlari
Optimal sozlangan qurol vertikal ravishda joylashgan oval shaklida rang qoldiradi. Bundan tashqari, ovalning shakli yuqori va pastki qismlarda bir xil bo'lishi kerak.
Oval notekis va pastki qismi cho'zilgan bo'lishi mumkin. Ushbu hodisaning ikkita sababi bor.
Avvalo, qurolni bo'yash uchun sirtga perpendikulyar tutishga harakat qiling. Agar siz qurolni teng ravishda ushlab tursangiz va oval hali ham toraygan bo'lsa, ehtimol siz bo'yoq ta'minotini kamaytirishingiz kerak.
Agar bu bajarilmasa va siz bo'yashni boshlasangiz, bo'yalgan qoplamadan olib tashlash oson bo'lmagan bir nechta dog'lar paydo bo'lishining yuqori ehtimoli bor.
- Chiroqni deyarli butunlay olib tashlab, biz nuqta shaklidagi rangga ega bo'lamiz. Agar biz quvurlarga qoplama qo'llasak yoki har qanday murakkab qismlarga ichki bo'shliqlarni qayta ishlasak, bunday qo'shimcha zarur. Bo'yoq nuqta shaklida bo'lguncha mash'alni olib tashlaganingizdan so'ng, siz bir joyda uzoq vaqt turmasligingiz kerak, chunki yana dog'lar paydo bo'lishi ehtimoli katta.
Bunday mash'al qo'shimchasi bilan ishlash, ikki qatlamda bo'yash. Printsip quyidagicha: chiziq chizish. Keyin, keyingi qatorni oldingi qatorning yarmi bo'lishi uchun qo'yamiz. Ushbu usul sizga bo'yoq materiallarini ozgina iste'mol qilish va dog'lar bo'lmaganda yaxshi yashirish qobiliyatiga erishishga imkon beradi.
Muhim: Ko'pincha noto'g'ri tanlangan bo'yoq konsistensiyasi tufayli purkagichni to'g'ri sozlash mumkin emas. Bo'yoqni suyultirganda, uni suv kabi oqadigan darajada suyuq holga keltiring, lekin ayni paytda aralashtirish sodir bo'lgan kavanoz yoki idishning devorlarini bo'yab qo'ying.
Xulosa
Ko'rib turganingizdek, buzadigan amallar tabancasını o'rnatish bo'yicha ko'rsatmalar unchalik murakkab emas. Texnik jihatdan mustahkam vosita, kerakli mustahkamlikka suyultirilgan bo'yoq va ozgina sabr-toqat bilan siz bo'yoqning optimal sifatiga albatta erishasiz (shuningdek, "Uyni bo'yash uchun purkagich" maqolasiga qarang).
Bugun biz juda qiziqarli mavzu haqida gaplashamiz, ya'ni: purkagichni qanday o'rnatish kerak.
Boshlash uchun purkagichlarning ikkita asosiy turi mavjud: HVLP va LVLP. Birinchisi (High Volume Low Pressure) rassomga yuqori hajmli va past havo bosimidan foydalanishni taklif qilsa, ikkinchisi - "Kichik hajmli va past bosim" degan ma'noni anglatuvchi Low Volume Low Pressure. Ko'pincha birinchi toifadagi to'pponchalar ishlatiladi, ammo qaysi qurilma ishlatilishidan qat'i nazar, sozlamalar deyarli bir xil.
O'rnatish paytida e'tibor berish kerak bo'lgan asosiy narsa:
Havo ta'minoti - pastdan;
Aralashmani etkazib berish, ya'ni bo'yoqning o'zi;

Torch kengligini sozlash, xususan, yuqoridan;

Yoki pastdan.

Dastlab, to'pponchada barcha ko'rsatkichlar "nol" ga o'rnatilishi kerak.

Ochiq havo bosimi.

Siz juda ko'p sozlashingiz shart emas, o'rtacha iste'mol - 2 atmosfera.
Shundan so'ng, mash'alni oching.

Agar havo etarli emasligini his qilsangiz, biroz ko'proq qo'shishingiz kerak.
Va oxirida bo'yoq asta-sekin qo'shiladi.

Shu bilan birga, mash'alni biroz kengroq qilish kerak.

Umuman olganda, yaxshi mash'al oval va taxminan quyidagi o'lchamlarga ega bo'lishi kerak.

Past sifatli mash'al ikki qarama-qarshi tomonda turli o'lchamlarga ega, shuningdek, qoralangan.

Shu bilan birga, agar siz mash'alni butunlay olib tashlasangiz, siz nuqtali rasm olasiz, shu bilan birga siz bo'yoqni olib tashlashingiz kerak bo'ladi.
Agar siz turli joylarda bo'shliqlarni chiroyli va chiroyli tarzda bo'yashingiz kerak bo'lsa, ushbu parametr mos keladi.
"Oddiy" mash'al bilan optimal bo'yash uchun har bir keyingi zarbaning yarmi ikkinchisiga to'g'ri kelishi maqsadga muvofiqdir. Ushbu bo'yash opsiyasi "ikki qatlam" deb ataladi.

Bo'yash uchun yuzaga keladigan nozul bosh barmog'ingizni cho'zgan holda taxminan qo'l kafti masofasida bo'lishi kerak.

Agar siz qurolni bo'yash uchun yuzaga yaqinroq qo'ysangiz, dog'lar paydo bo'lishi mumkin; agar masofa katta bo'lsa, yomon qoplama bo'ladi, natijada ko'rinish unchalik ko'rinmas bo'ladi. Shuning uchun jarayonni ritmik va bir xil masofada bajarish maqsadga muvofiqdir.
Tajriba tariqasida kuzovga o'rnatilgan vagon vagon bo'lib chiqadigan jip avtomobilining detalini bo'yashga harakat qilaylik.

Bizning holatlarimizda, qirralarning bo'ylab quvurlarni yasash kerak edi va ba'zi qismlar shisha tolali elementlar bilan to'ldirildi, shuning uchun bo'yash jarayonida biz biroz improvizatsiya qilishimiz kerak bo'ladi.
Qurolni o'rnatgandan so'ng, biz bo'yash jarayoniga o'tamiz.
Siz ochilishdan boshlashingiz kerak, birinchi bo'yoq qatlami taxminan 70% ni ishlatadi. Etarli bo'yoq bo'lmasa, uni qo'shish mumkin, lekin juda ko'p emas.

Qatlamlarni qo'llash o'rtasida siz kamida besh daqiqa pauza qilishingiz kerak, shunda bo'yoq yaxshi "ho'llangan" bo'ladi. Metall mot rangga ega bo'la boshlaganda, bu uning allaqachon qurib qolganligini anglatadi.
Ikkinchi qatlam ikki qatlamda qo'llanilishi kerak, shunda sirt nam bo'ladi, lekin chiziqlar bo'lmaydi.

Filtrni vaqti-vaqti bilan tozalash zarurati haqida unutmang.

Ikkinchi qatlam quriganidan so'ng, bo'yoq donalarda quroldan uchib ketishi uchun siz biroz kamroq bosim qilishingiz kerak.

Alohida bo'limlarni tekislash uchun masofani oshirish va sirtni qoplash kerak bo'ladi. Ushbu yakuniy bosqich "effekt qatlami" deb ataladi.

Uni tekis harakatlar bilan qo'llash kerak, shunda hamma joyda bir xil qoplama olinadi.
Xuddi shu narsa jilo sozlamalari uchun ham amal qiladi. Sizga kerak bo'ladi:
Ko'proq ochiq tasma;

Chiroqni maksimal darajada oching;

Oziqlantirishni 2 atmosferadan bir oz ko'proq sozlang.
Lakdan mash'al juda kengroq ekanligi darhol aniq bo'ladi, shuning uchun siz lakni tezroq va tez-tez qo'llashingiz kerak bo'ladi.

Shundan so'ng, biz bo'yoq holatida bo'lgani kabi, taxminan 70% lakni ochamiz va qo'llaymiz. Agar nam lak darhol qo'llanilsa, u astarni yoki eski, yomon bo'yoqni ko'tarishi mumkin. Shuning uchun birinchi qadam bunday "tumanli" qatlamni qo'llashdir, bu har qanday kichik muammolarni bartaraf etishga yordam beradi, xususan, bunday tomchilar orasida erituvchi va sertleştirici chiqadi.


Bo'yash oxirida siz qurolni yuvishingiz kerak, buning uchun tozalashni boshlashdan oldin barcha lakni to'kib tashlashingiz kerak bo'ladi. Kamida ikki marta chayish yaxshidir, buning uchun unga 646 erituvchi quyib, qopqog'ini yoping va yaxshilab silkiting. Shundan so'ng siz ortiqcha suyuqlikni to'kib tashlashingiz kerak. Oxirida siz shlangni burab, qurib ketmasligi uchun uni erituvchida qoldirishingiz kerak.

Qurolning o'zida siz ozgina hal qiluvchi qoldirishingiz kerak, shunda ichidagi hech narsa qurib ketmaydi. Asosiysi, ish tugagandan so'ng bo'shliqlar qolmaydi, chunki ularni bo'yash juda qiyin.

Avtomobil rassomi uchun eng ko'p ishlatiladigan vosita - buzadigan amallar tabancası. Ular astarlangan, bo'yalgan va laklangan. Avtomobil tanasining qoplama qoplamasining sifati, shuningdek, ushbu vositaning turini tanlashga va purkagichning to'g'ri o'rnatilishiga bog'liq. Ushbu maqolada biz kalibrlash ishlari texnologiyasi bilan shug'ullanishga harakat qilamiz va avtomobil tanasiga bo'yoq qo'llashdan oldin sinov o'lchovlarini qanday o'tkazishni o'rganamiz.
Buzadigan amallar tabancasining ishlash printsipi
Avtomobilning alohida qismlarini yoki butun tanasini bo'yash uchun ishlatiladigan bo'yoq purkagichlarining deyarli barcha modellari asosan pnevmatik püskürtme printsipidan foydalanadi. Oddiy qilib aytganda, bo'yoq yoki lak purkagichdagi maxsus kanal orqali oziqlanadi va siqilgan havo oqimi ta'sirida kichik zarrachalarga bo'linadi, so'ngra material yuqori tezlikda asbob nozulidan chiqadi.
Shunday qilib, havo qopqog'idan chiqishda bo'yoq va lak materialining kichik zarralaridan buzadigan amallar oqimi hosil bo'lib, ular tezda ishlov beriladigan sirt tomon harakatlanadi. Qismning yuzasiga chiqqandan so'ng, bu zarralar uning ustiga joylashib, bo'yoq yoki lakning bir xil qatlamini yaratadi.
Spray tabancasi dizaynining sxemasi va asosiy komponentlari
Buzadigan amallar tabancasını malakali sozlash uchun siz ushbu vosita qanday qismlardan va yig'ilishlardan iboratligini va u ishlaganda nima uchun javobgarligini bilishingiz kerak.
Asosiy tarkibiy qismlardan ajratib ko'rsatish mumkin:
- siqilgan havo va bo'yoq materiallarini etkazib berish kanallari bo'lgan ramka, ularning etkazib berish darajasi igna klapanlari bilan boshqariladi.
- bo'shatish dastagi. Bu mexanizmni o'zi faollashtiradigan tugma.
- havo va bo'yoq aralashtiriladigan purkagichning ko'krak qafasi, natijada kerakli formatdagi bo'yash mash'alasi hosil bo'ladi.
- olinadigan tank shaklida bo'yoq uchun idish.
- kompressordan yoki bo'yoqdan etkazib beriladigan havo hajmini sozlash uchun vintlardek. Ushbu elementlarni sozlash orqali siz buzadigan amallar naqshining shakli va hajmini sozlashingiz mumkin.

Rassom drenaj valfini bosganda, avval siqilgan havo ta'minot kanali ochiladi va keyinroq bosilganda bo'yoq materiali oqishi boshlanadi.
Regulyatorlar va ularning funksionalligi
Buzadigan amallar tabancasını o'rnatayotganda, yangi boshlanuvchilar uchun, sozlash vintlari nima ekanligini va ular nima uchun javobgar ekanligini tushunishingiz kerak. SATA purkagichining misolidan foydalanib, biz ularning funksionalligini ko'rsatamiz.
- Torch shakli regulyatori. Bunday holda, u yon tomonda joylashgan, boshqa ishlab chiqaruvchilarning to'pponchalarida ular boshqa joyda bo'lishi mumkin. Ushbu regulyator bo'yoqdan chiqadigan mash'alning shakli va o'lchami uchun javobgardir.
- Bo'yoq regulyatori. Bu erda igna zarbasi kalibrlanadi va shu bilan bo'yoq materiallarini kanalga etkazib berish nazorat qilinadi.
- Havo regulyatori. Ushbu turdagi sozlash barcha purkagichlarda mavjud emas. Ushbu misolda u orqa tomonda materialni besleme nazorati ostida joylashgan, lekin u ko'pincha asbobning dastagida joylashgan.

Buzadigan amallar tabancasını o'rnatishning mohiyati siqilgan havo va bo'yoqning optimal nisbatini topishdir. Har bir narsa to'g'ri bajarilgan bo'lsa, unda chiqish bir xil bo'yash mash'alasi bo'lishi kerak, bu esa o'z navbatida ishlov beriladigan sirtda materialni aniq taqsimlaydi.
Spray tabancalarining turlari
 Püskürtme tabancalarını tasniflashning asosiy parametri - bu kompressordan asbobga kiradigan va natijada havo qopqog'ida chiqariladigan ish bosimi. Ko'pincha ushbu xususiyatga ko'ra uchta uskunalar guruhi mavjud:
Püskürtme tabancalarını tasniflashning asosiy parametri - bu kompressordan asbobga kiradigan va natijada havo qopqog'ida chiqariladigan ish bosimi. Ko'pincha ushbu xususiyatga ko'ra uchta uskunalar guruhi mavjud:
- an'anaviy. Bu yuqori havo bosimida ishlaydigan qurilma turi.
- HVLP (Yuqori hajmli past bosim). Bunday holda, katta hajmdagi kiruvchi havo va past bosim ishlatiladi.
- LVLP (past hajmli past bosim). Bundan tashqari, past hajm va past bosimdan foydalanadi.
Agar sifat va iqtisodiy maqsadga muvofiqligi haqida gapiradigan bo'lsak, unda oxirgi ikki turdagi qurilmalarni sotib olish uchun ko'rib chiqish kerak. HVLP va LVLP purkagichlar 0,7 - 1,2 bar bosim ostida ishlaydi. An'anaviy uskunalar materialni 3 - 4 bar bosim ostida püskürtüyor.
HVLP va LVLP to'pponchalarining afzalliklari qanday? Ular qismga bo'yoq uzatishning sezilarli darajada yuqori tezligiga ega. Past bosim ostida bo'yoq kamroq foydasiz changga aylanadi va avtomobil tanasining eng yuzasiga yaxshiroq o'tkaziladi. HVLP va LVLP purkagichlar uchun bu uzatish tezligi 65% - 70% ni tashkil qiladi. An'anaviy turlar faqat 30% - 45% ga ega. Bunga asoslanib, siz materialni sezilarli darajada tejaysiz, bu ayniqsa qimmatbaho metall yoki marvarid bo'yoqlarini qo'llashda seziladi.
Agar siz ishingizda SATA purkagichlardan foydalansangiz, bu ishlab chiqaruvchi HVLP yoki LVLP tipidagi purkagichni o'rnatish uchun ikkita bosim o'lchagichli maxsus havo qopqoqlarini ishlab chiqaradi. Bunday nozulni alohida sotib olish mumkin, lekin ko'pincha yangi boshlovchi rassomda yo'q, shuning uchun biz muqobil kalibrlash variantlarini ko'rib chiqamiz.

Kirish bosimini sozlash
Asbobni sotib olayotganda, ishlab chiqaruvchi purkagichga kirishda optimal havo bosimini ko'rsatishiga e'tibor bering. Ushbu parametrni texnik hujjatlarda topish mumkin.
Havo bosimini sozlash eng yaxshi purkagichning dastagiga o'rnatilgan bosim o'lchagichiga muvofiq amalga oshiriladi. Bu kompressorga bosim o'rnatish bilan, albatta, qurolga kirishda farq qilishi bilan oqlanadi, chunki havo kanali va tizimda o'rnatilgan filtrlarda yo'qotishlar bo'ladi. Ba'zida indikator 1 bar yoki undan ko'proq pasayadi, bu esa usta ishining sifatiga ta'sir qilishi mumkin. Tutqichdagi bosim o'lchagich yordamida siz aniqroq sozlamalarni olishingiz mumkin.
Quyida, buzadigan amallar tabancalarının turli dizayn xususiyatlariga asoslanib, kerakli bosimni tanlashning bir nechta variantlarini ko'rib chiqamiz.
Variant 1. Bosim o'lchagich-regulyatoridan foydalanish.

Diagrammaga asoslanib, yaxshiroq tushunish uchun siz quyidagi amallarni bajarishingiz kerak bo'ladi.
- Siqilgan havo etkazib berishni va bo'yash mash'alining o'lchamini nazorat qiluvchi vintlarni maksimal darajada ochamiz. Shu bilan birga, bo'yoq ta'minoti vinti har qanday holatda bo'lishi mumkin va bu bosqichda biz bunga qiziqmaymiz.
- Keyin bo'shatish dastagini bosing va siqilgan havo etkazib berilishini kuting. Püskürtme tabancasının tugmachasini ushlab turganda, biz havo ta'minotini sozlash dastagini mahkamlaymiz va tutqichdagi bosim o'lchagichida ishlab chiqaruvchi tomonidan ko'rsatilgan kerakli bosim indikatorini o'rnatamiz. HVLP va LVLP qurilmalarida bu ko'rsatkich taxminan 1,5-2,5 bar bo'ladi.
- Havo bosimini o'rnatgandan so'ng, materialni etkazib berish uchun javobgar bo'lgan sozlash vintini to'liq burab qo'ying. Tugmani yana bosing va natijani sinov yuzasida ko'ring. Ammo biz quyida asbobni sinab ko'rish haqida gaplashamiz.
Variant 2. O'rnatilgan bosim o'lchagich mavjud.


Buzadigan amallar tabancalarining qimmatroq va "to'ldirilgan" modellarida o'rnatilgan raqamli bosim o'lchagich mavjud bo'lib, bu avtomobilni bo'yash uchun, ayniqsa, yangi boshlanuvchilar uchun purkagichni o'rnatishni yanada osonlashtiradi.
Mana texnologiya:
- Biz mash'al o'lchami regulyatorining vintini to'liq burab qo'yamiz.
- Chiqaruvchi valfni pastga bosing.
- Siqilgan havo ta'minoti uchun sozlash vintini ishlatib, kerakli bosim ko'rsatkichini o'rnatamiz.
Variant 3. Regulyatorsiz bosim o'lchagich.

Bunday holatlar ham uchrab turadi. Bu erda jarayon quyidagicha bo'ladi:
- Biz havo etkazib berish kanalini maksimal darajada ochamiz.
- Shuningdek, biz mash'al o'lchami regulyatorini maksimal darajada o'chiramiz.
- Biz purkagichdagi tugmachani bosamiz.
- Kompressor vites qutisi yoki filtr guruhida kerakli bosim ko'rsatkichini o'rnating.
Variant 4. Bosim o'lchagich umuman bo'lmasa.

Bu eng kam aniq sozlama. Sensorlarni o'lchamasdan, asbobga kiradigan bosim orqali harakat qilish qiyin bo'ladi. Odatda, ustalar bu holatda "ko'z bilan" kompressor yoki filtr guruhidagi parametrlarni o'rnatadilar.
Bu erda siz havo kanali va filtrlardan o'tish paytida ko'rsatkichlarning taxminiy yo'qolishini hisobga olishingiz mumkin. Shunday qilib, diametri 9 mm va uzunligi taxminan 10 m bo'lgan havo kanalida taxminan 0,6 atmosfera yo'qotish, filtrlarda esa 0,3 - 0,5 atmosfera tushishi mumkin. Agar filtrlar tiqilib qolsa, unda yo'qotishlar yuqori bo'ladi. Ushbu xatolikdan foydalanib, kompressorga kerakli bosimni o'rnating.
Bosqichma-bosqich ko'rsatma:
- Havo ta'minoti va mash'alning o'lchami uchun regulyatorni maksimal darajada o'chiring.
- Bo'shatish dastagini bosing.
- Biz ishlab chiqaruvchi tomonidan belgilangan bosimga muvofiq kompressorga bosim o'rnatamiz va ustiga 0,9 - 1 bar qo'yamiz.
- Keling, natijani sinab ko'raylik.
Variant 5. Agar buzadigan amallar tabancası hech qanday nom bo'lmasa.
 Ko'pincha siz tajribasiz rassomlar texnik hujjatlariga ega bo'lmagan arzon Xitoy purkagichlarini sotib olgan holatlarni topishingiz mumkin. Siz ushbu vosita uchun ishlaydigan havo bosimini tanlash vazifasiga duch kelasiz va bu erda siz bo'yoq purkagichining arzon versiyasini hech bo'lmaganda biroz sozlash uchun ko'p kuch va asablarni sarflaysiz.
Ko'pincha siz tajribasiz rassomlar texnik hujjatlariga ega bo'lmagan arzon Xitoy purkagichlarini sotib olgan holatlarni topishingiz mumkin. Siz ushbu vosita uchun ishlaydigan havo bosimini tanlash vazifasiga duch kelasiz va bu erda siz bo'yoq purkagichining arzon versiyasini hech bo'lmaganda biroz sozlash uchun ko'p kuch va asablarni sarflaysiz.
Bunday asbobni kalibrlash uchun emal material bilan tankga quyiladi. Keyinchalik, barcha regulyatorlarni butunlay burab qo'ying. Valfni bosing va havo etkazib berish vintini sozlab, purkagichning eng tekis shakliga erishing. Bunday holda, buzadigan amallar tabancasının o'zi sinov yuzasidan taxminan 15 sm masofada joylashtiriladi. Agar siz "eng yaxshi" natijaga erishsangiz, bu ish bosimi bo'ladi.
Mashhur brendlarning nusxalari bilan ishlash deyarli imkonsiz bo'ladi, chunki tajribali hunarmandlarning ta'kidlashicha, bir xil mash'alaga erishish deyarli mumkin emas va har qanday holatda bo'yoqning "tupurishi" va sarkma bo'ladi. Uskunani tejash va darhol yaxshi vositani sotib olmaslik yaxshiroqdir.
Püskürtme tabancasının hajmini sozlash
Darhaqiqat, bo'yash mash'alining maksimal o'lchami bilan ishlashda eng bir xil qoplama olinadi. To'g'ri shakldagi purkalgan joy qanchalik keng bo'lsa, natijada siz shunchalik bir xil bo'yoq qatlamiga ega bo'lasiz, bu, ayniqsa, ular orasidagi o'tish va o'tishlar sonining kamligi bilan bog'liq.
Bu masalada ham istisnolar mavjud. Misol uchun, agar siz mahalliy bo'yashni amalga oshirsangiz yoki burmalarni, erishish qiyin bo'lgan qismlarni va hokazolarni qayta ishlasangiz. Bunday hollarda, mash'alning o'lchami buzadigan amallar tabancasının tanasida buning uchun javobgar bo'lgan vintni mahkamlash orqali sozlanishi kerak.

Bo'yoq va laklar bilan ta'minlashni sozlash
Avtomobil tanasini yoki uning alohida qismlarini to'liq bo'yashda eng yaxshi yechim bo'yoq ta'minoti regulyatorini to'liq ochish bo'ladi. Sirtni qisman ishlov berish yoki qismlarning erishish qiyin bo'lgan joylari bilan ishlashda siz o'zingizning talablaringizga ko'ra material beslemesini sozlashingiz mumkin.
E'tibor bering, maksimal vintsiz bo'yoq regulyatori bilan püskürtme tabancasının ko'krak va ignasida minimal aşınma bo'ladi.
Ko'krak diametrini tanlash
Buzadigan amallar tabancasının har xil turdagi materiallar bilan ishlashiga ko'krak va uning diametri kabi tafsilotlar bevosita ta'sir qiladi. Formula bu erda ishlaydi: material qanchalik qalinroq bo'lsa, nozulni asbobga vidalanishi kerak.

Texnik hujjatlardagi ba'zi ishlab chiqaruvchilar hatto turli xil yopishqoqlikka ega bo'lgan materiallar uchun qaysi ko'krak hajmini ishlatishni ko'rsatadilar. Sizga e'tibor berishingiz mumkin bo'lgan taxminiy xususiyatlarni taqdim etamiz.
- asosiy bo'yoq (emal) - 1,3 - 1,4 mm.
- akril emal va laklar - 1,4 - 1,5 mm.
- primer - 1,5 - 1,8 mm.
- suyuq macun - 2 - 3 mm.
- kauchuk o'z ichiga olgan qoplamalar (shag'alga qarshi) - 6 mm.
Har bir usta o'zi uchun qulay bo'lgan nozulning o'lchamini tanlaydi. Axir, ko'krak qanchalik kichik bo'lsa, materialning iste'moli shunchalik past bo'ladi va chiqishi yupqa qatlam bo'ladi, lekin ishlash uchun ko'proq vaqt kerak bo'ladi. Agar siz kattaroq ko'krak diametrini olsangiz, sirtda materialning dog'lari paydo bo'lishi mumkin va bo'yoq yoki lakni qo'llash amaliyotisiz yangi boshlanuvchilar uchun nuqsonlardan qochish qiyin bo'ladi.
Spray tabancasini sinovdan o'tkazish
Dastlabki sozlashlarni amalga oshirganingizdan so'ng, avtomobil tanasida ishlashni boshlashdan oldin natijani qo'pol sirtda sinab ko'rishingiz kerak.
Asbobning to'g'ri ishlashini tekshirish uchun rassomlar ish boshlashdan oldin uchta asosiy sinovni o'tkazadilar va agar kerak bo'lsa, uni biroz kalibrlang.
- Mash'al izi shaklining to'g'riligini sinab ko'ring.
- Chiroqda material taqsimotining bir xilligini tekshirish.
- Spray sinovi.
Keling, ularning har birini bosqichma-bosqich ko'rib chiqaylik.
Mash'alning izi shaklining to'g'riligini sinab ko'ring
Boshlash uchun qog'oz varag'i odatda mashg'ulot yuzasi sifatida ishlatiladi, buning uchun asbobni sinab ko'rish qulay bo'lishi uchun devorga o'rnatiladi.

- Bo'yoq purkagichining ishchi yuzasidan tavsiya etilgan masofasini bilib oling va bu HVLP va LVLP turlari uchun 15 - 20 sm, an'anaviy qurilmalar uchun esa taxminan 20 sm. Asbobni shunday masofaga olib keling.
- Havo qopqog'ini choyshabga perpendikulyar qilib qo'ying va to'kish valfini 1 soniya ushlab turing.
- Olingan izning shaklini mash'aldan tahlil qiling.
Natijani baholash uchun biz qanday bo'lishi kerakligi va qanday bo'lmasligi kerakligi haqidagi tasvirlarni beramiz.

Ideal holda, siz butun maydon bo'ylab bir tekis taqsimlangan bo'yoq bilan vertikal cho'zilgan oval shaklini olishingiz kerak, qirralari biroz xiralashgan bo'lishi mumkin. Ovalning yon tomonlarida burmalar va tushkunliklar bo'lmasligi kerak, bo'yoq bo'shliqlarsiz püskürtülmelidir.
Noto'g'ri yoki bir xil buzadigan amallar naqshining sababi noto'g'ri sozlashdir va siz qurol sozlamalarini sozlashingiz kerak. Agar siz dog'ning o'rtasida yoki qirralarida bo'yoq chiziqlarini ko'rsangiz, materialni besleme vintini mahkamlashga harakat qiling. Agar mash'alning shakli sakkizta raqamga o'xshasa, kirish bosimini kamaytiring. Banan dog'i shakli qurolning havo qopqog'ining kanallaridan biri tiqilib qolganligi sababli paydo bo'ladi.
Chiroqda material taqsimotining bir xilligi uchun sinov
Ushbu protsedura uchun siz purkagichni gorizontal holatga o'tkazishingiz kerak va devorga osilgan bo'sh qog'oz varag'iga bo'yoq purkashni boshlashingiz kerak. Materiallar varaqdan pastga tusha boshlaguncha püskürtmek kerak. Oqim tezligi va ular orasidagi masofa bo'yicha, mash'al tomonidan qo'llaniladigan butun maydon bo'ylab bo'yoq taqsimotining bir xilligini aniqlash mumkin.

Siz harakat qilishingiz mumkin bo'lgan namunalarga misol quyida fotosuratda ko'rsatilgan.

Spray sifati sinovi
Ushbu test materialni mashina qismiga qo'llashning haqiqiy jarayonini simulyatsiya qiladi. Bo'shatish dastagini mahkamlash va purkagich bilan gorizontal ravishda bir nechta qog'oz varaqlarini chizish kerak. Asbobni ishlayotganda sinab ko'rishingiz mumkin, agar qatlam juda nozik bo'lsa yoki juda ko'p "suv" bo'lsa, ko'krak hajmini aniqlang.

Bu mashina uchun purkagichni sozlashni yakunlaydi va siz ishga kirishingiz mumkin.
Walcom Universal Tool Calibration haqida video.
Xulosa. Ushbu sozlama yordamida siz turli xil kompozitsion yopishqoqlikka ega bo'lgan turli xil bo'yoq va laklar uchun asbobni sozlashingiz mumkin. Ishni boshlashdan oldin barcha variantlarni tekshirib, muammoga har tomonlama yondashishga harakat qiling va asbobni saqlamang.
Video sozlamalari Xitoy pistolet devilbis.
Qo'shimcha foydali manbalar
Walcom purkagichni sozlash.


Mash'al nashrlarining shakllari va ulardan foydalanishning oqilonaligi.

Bu purkagichni sozlash jarayonini yakunlaydi va siz ishga kirishingiz mumkin. Izohlarda purkagichni qanday o'rnatganingizni va qaysi nuanslar eng muhim ekanligini yozing.