Տնական եռակցման մեքենա ջարդոնի նյութերից. Տնական եռակցման մեքենա տանը
Ինքնուրույն եռակցումը այս դեպքում չի նշանակում եռակցման տեխնոլոգիա, այլ էլեկտրական եռակցման տնական սարքավորում: Աշխատանքային հմտությունները ձեռք են բերվում գործնական պարապմունքների միջոցով։ Իհարկե, արհեստանոց գնալուց առաջ անհրաժեշտ է տիրապետել տեսական դասընթացին։ Բայց դուք կարող եք դա կիրառել միայն այն դեպքում, եթե ինչ-որ բան ունեք աշխատելու: Սա առաջին փաստարկն է հօգուտ այն բանի, որ ինքնուրույն տիրապետելով եռակցման բիզնեսին, նախ հոգ տանի համապատասխան սարքավորումների առկայության մասին:
Երկրորդ, գնված եռակցման մեքենան թանկ է: Վարձակալությունը նույնպես էժան չէ, քանի որ ոչ հմուտ օգտագործման դեպքում դրա ձախողման հավանականությունը մեծ է։ Վերջապես, երկրամասում մոտակա վայր հասնելը, որտեղ դուք կարող եք եռակցող վարձել, կարող է պարզապես երկար և դժվար լինել: Վերջիվերջո, Մետաղների եռակցման առաջին քայլերը ավելի լավ է սկսել ձեր սեփական ձեռքերով եռակցման մեքենա պատրաստելով:Եվ հետո - թող նա կանգնի գոմում կամ ավտոտնակում մինչև առիթը: Երբեք ուշ չէ գումար ծախսել ֆիրմային եռակցման վրա, եթե այն լավ է ընթանում։
Ինչի՞ մասին ենք խոսելու
Այս հոդվածը քննարկում է, թե ինչպես կարելի է տանը սարքավորում պատրաստել հետևյալի համար.
- Էլեկտրական աղեղային եռակցում 50/60 Հց արդյունաբերական հաճախականության փոփոխական հոսանքով և մինչև 200 Ա ուղիղ հոսանքով: Սա բավական է մետաղական կոնստրուկցիաները մոտավորապես ցանկապատին եռակցելու համար ալիքավոր տախտակից պրոֆեսիոնալ խողովակից կամ եռակցված ավտոտնակից շրջանակի վրա:
- Լարերի ոլորանների միկրոարկային եռակցումը շատ պարզ և օգտակար է էլեկտրական լարերը դնելիս կամ վերանորոգելիս:
- Կետային իմպուլսային դիմադրության եռակցում - կարող է շատ օգտակար լինել բարակ պողպատե թերթից արտադրանքը հավաքելիս:
Ինչի մասին չենք խոսի
Նախ, եկեք բաց թողնենք գազի եռակցումը: Դրա համար սարքավորումները ծախսվող նյութերի համեմատ կոպեկներ արժեն, տանը գազի բալոններ չես պատրաստի, իսկ տնական գազի գեներատորը կյանքի համար լուրջ վտանգ է, գումարած կարբիդը հիմա թանկ է, որտեղ դեռ վաճառվում է։
Երկրորդը ինվերտորային աղեղային զոդում է: Իրոք, կիսաավտոմատ եռակցման ինվերտորը թույլ է տալիս սկսնակ սիրողականին պատրաստել բավականին կարևոր նմուշներ: Այն թեթև է և կոմպակտ և կարելի է ձեռքով տեղափոխել: Բայց ինվերտորային բաղադրիչների մանրածախ գնումը, որը թույլ է տալիս հետևողականորեն պահպանել բարձրորակ կարը, կարժենա ավելի շատ, քան պատրաստի սարքը: Փորձառու եռակցողը կփորձի աշխատել պարզեցված տնական արտադրանքի հետ և կհրաժարվի. «Տվեք ինձ նորմալ մեքենա»: Գումարած, ավելի ճիշտ՝ մինուս՝ քիչ թե շատ արժանապատիվ եռակցման ինվերտոր պատրաստելու համար հարկավոր է ունենալ բավականին ամուր փորձ և գիտելիքներ էլեկտրատեխնիկայի և էլեկտրոնիկայի բնագավառում:
Երրորդը արգոն-աղեղային եռակցումն է: Ո՞ւմ թեթև ձեռքից է անհայտ հայտարարությունը, որ դա գազի և աղեղի հիբրիդ է, որը գնացել է Ռունեթում քայլելու: Իրականում սա աղեղային եռակցման տեսակ է՝ իներտ գազի արգոնը չի մասնակցում եռակցման գործընթացին, այլ աշխատանքային տարածքի շուրջ ստեղծում է կոկոն՝ մեկուսացնելով այն օդից։ Արդյունքում զոդումը քիմիապես մաքուր է, զերծ թթվածնով և ազոտով մետաղական միացությունների կեղտից: Հետեւաբար, հնարավոր է պատրաստել արգոն գունավոր մետաղների տակ, ներառյալ. աննման. Բացի այդ, հնարավոր է նվազեցնել եռակցման հոսանքը և աղեղի ջերմաստիճանը` առանց դրա կայունությունը խախտելու և եռակցվել ոչ սպառվող էլեկտրոդով:
Տանը արգոն-աղեղային եռակցման սարքավորում պատրաստելը միանգամայն հնարավոր է, բայց գազը շատ թանկ արժե։ Դժվար թե ձեզ անհրաժեշտ լինի ալյումին, չժանգոտվող պողպատ կամ բրոնզ պատրաստել որպես սովորական տնտեսական գործունեության մի մաս: Եվ եթե ձեզ իսկապես անհրաժեշտ է, ապա ավելի հեշտ է վարձակալել արգոնային զոդում - համեմատած, թե որքան (փողով) գազը կվերադառնա մթնոլորտ, սա կոպեկ է:
Տրանսֆորմատոր
Եռակցման բոլոր «մեր» տեսակների հիմքը եռակցման տրանսֆորմատորն է: Դրա հաշվարկման և նախագծման առանձնահատկությունների կարգը զգալիորեն տարբերվում է էլեկտրամատակարարման (սնուցման) և ազդանշանային (ձայնային) տրանսֆորմատորներից: Եռակցման տրանսֆորմատորը աշխատում է ընդհատվող ռեժիմով: Եթե նախագծված է առավելագույն հոսանքի համար, որպես շարունակական տրանսֆորմատորներ, ապա այն կստացվի աննախադեպ մեծ, ծանր և թանկ: Էլեկտրական աղեղային եռակցման տրանսֆորմատորների առանձնահատկությունների անտեղյակությունը սիրողական դիզայներների ձախողման հիմնական պատճառն է: Հետևաբար, մենք կանցնենք եռակցման տրանսֆորմատորների միջով հետևյալ հաջորդականությամբ.
- մի փոքր տեսություն - մատների վրա, առանց բանաձեւերի և զաումի;
- Եռակցման տրանսֆորմատորների մագնիսական միջուկների առանձնահատկությունները պատահաբար հայտնվածից ընտրելու առաջարկություններով.
- օգտագործվածի թեստեր;
- եռակցման մեքենայի համար տրանսֆորմատորի հաշվարկ;
- բաղադրիչների պատրաստում և ոլորուն փաթաթում;
- փորձնական հավաքում և վրիպազերծում;
- շահագործման հանձնելը։
Տեսություն
Էլեկտրական տրանսֆորմատորը կարելի է համեմատել ջրամատակարարման համար նախատեսված պահեստային տանկի հետ: Սա բավականին խորը անալոգիա է. տրանսֆորմատորը գործում է մագնիսական դաշտի էներգիայի պաշարի շնորհիվ իր մագնիսական միացումում (միջուկում), որը կարող է շատ անգամ գերազանցել էլեկտրամատակարարման ցանցից սպառողին ակնթարթորեն փոխանցվողը: Իսկ պողպատում պտտվող հոսանքների պատճառով կորուստների պաշտոնական նկարագրությունը նույնն է, ինչ ներթափանցման հետևանքով ջրի կորուստների դեպքում: Էլեկտրաէներգիայի կորուստները ոլորունների պղնձի մեջ ձևականորեն նման են խողովակների ճնշման կորուստներին հեղուկի մեջ մածուցիկ շփման պատճառով:
Նշում:տարբերությունը գոլորշիացման կորստի և, համապատասխանաբար, մագնիսական դաշտի ցրման մեջ է: Վերջիններս տրանսֆորմատորում մասամբ շրջելի են, բայց դրանք հարթեցնում են էներգիայի սպառման գագաթնակետերը երկրորդական միացումում։

Մեր դեպքում կարևոր գործոն է տրանսֆորմատորի արտաքին հոսանք-լարման բնութագիրը (VVAC) կամ պարզապես դրա արտաքին բնութագիրը (VX)՝ լարման կախվածությունը երկրորդական ոլորունից (երկրորդային) բեռի հոսանքից՝ հաստատուն լարման հետ։ առաջնային ոլորուն (առաջնային) վրա։ Էլեկտրաէներգիայի տրանսֆորմատորների համար VX-ը կոշտ է (կոր 1 նկարում); նրանք նման են ծանծաղ ընդարձակ ավազանի: Եթե այն պատշաճ կերպով մեկուսացված է և ծածկված է տանիքով, ապա ջրի կորուստը նվազագույն է, իսկ ճնշումը՝ բավականին կայուն, անկախ նրանից, թե ինչպես են սպառողները ծորակները շրջում։ Բայց եթե արտահոսքի մեջ կարկաչ է՝ սուշիի թիակներ, ջուրը քամվում է։ Ինչ վերաբերում է տրանսֆորմատորներին, ապա էներգետիկ ճարտարագետը պետք է հնարավորինս կայուն պահի ելքային լարումը մինչև ակնթարթային էներգիայի առավելագույն սպառումը որոշակի շեմի պակաս, լինի տնտեսական, փոքր և թեթև: Սրա համար:
- Միջուկի համար պողպատի դասը ընտրվում է ավելի ուղղանկյուն հիստերեզի հանգույցով:
- Կառուցվածքային միջոցառումները (միջուկի կոնֆիգուրացիա, հաշվարկման մեթոդ, ոլորունների կազմաձևում և դասավորություն) ամեն կերպ նվազեցնում են ցրման կորուստները, պողպատի և պղնձի կորուստները:
- Միջուկում մագնիսական դաշտի ինդուկցիան ընդունվում է ընթացիկ ձևի փոխանցման համար առավելագույն թույլատրելիից պակաս, քանի որ. դրա աղավաղումը նվազեցնում է արդյունավետությունը:
Նշում:«Անկյունային» հիստերեզով տրանսֆորմատորային պողպատը հաճախ կոչվում է մագնիսական կարծրություն: Սա ճիշտ չէ. Կոշտ մագնիսական նյութերը պահպանում են ուժեղ մնացորդային մագնիսացում, դրանք պատրաստվում են մշտական մագնիսներով: Եվ ցանկացած տրանսֆորմատորային երկաթ փափուկ մագնիսական է:
Կոշտ VX-ով տրանսֆորմատորից անհնար է եփել՝ կարը պատռվել է, այրվել, մետաղը շաղ տալ։ Աղեղն անառաձգական է՝ էլեկտրոդով համարյա տեղափոխեցի, դուրս է գալիս։ Հետեւաբար, եռակցման տրանսֆորմատորն արդեն պատրաստված է սովորական ջրի բաքի նման: Նրա IQ-ն փափուկ է (նորմալ ցրում, կոր 2). բեռի հոսանքի մեծացման հետ երկրորդային լարումը սահուն նվազում է: Նորմալ ցրման կորը մոտավոր է ուղիղ գծով, որն ընկնում է 45 աստիճանի անկյան տակ: Սա թույլ է տալիս արդյունավետության նվազման շնորհիվ միևնույն արդուկից մի քանի անգամ ավելի շատ հզորություն հակիրճ հեռացնել կամ, համապատասխանաբար,: նվազեցնել քաշը, չափերը և տրանսֆորմատորի արժեքը: Այս դեպքում միջուկում ինդուկցիան կարող է հասնել հագեցվածության արժեքին և կարճ ժամանակով նույնիսկ գերազանցել այն. տրանսֆորմատորը չի մտնի կարճ միացում զրոյական էներգիայի փոխանցումով, ինչպես «սիլովիկը», այլ կտաքանա: Բավական երկար. եռակցման տրանսֆորմատորների ջերմային ժամանակի հաստատունը 20-40 րոպե է: Եթե այնուհետև թույլ տաք, որ այն սառչի, և անթույլատրելի գերտաքացում չի եղել, կարող եք շարունակել աշխատել: Նորմալ ցրվածության երկրորդական լարման ΔU2 (այն համապատասխանում է նկարի սլաքների ճոճանակին) հարաբերական անկումը սահուն աճում է եռակցման հոսանքի Iw ճոճանակի աճով, ինչը հեշտացնում է աղեղը ցանկացած տեսակի մեջ պահելը: աշխատանք։ Տրվում են հետևյալ հատկությունները.
- Մագնիսական միջուկի պողպատը վերցվում է ավելի «օվալային» հիստերեզով։
- Նորմալացնել շրջելի ցրման կորուստները: Ըստ անալոգիայի. ճնշումը նվազել է, սպառողները շատ ու արագ չեն թափվի: Իսկ ջրմուղի օպերատորը ժամանակ կունենա պոմպումը միացնելու։
- Ինդուկցիան ընտրվում է առավելագույն գերտաքացմանը մոտ, ինչը թույլ է տալիս, նվազեցնելով cosφ-ը (արդյունավետությանը համարժեք պարամետր) սինուսոիդայինից զգալիորեն տարբերվող հոսանքի դեպքում, ավելի շատ էներգիա վերցնել նույն պողպատից:
Նշում:շրջելի արտահոսքի կորուստները նշանակում են, որ ուժի որոշ գծեր ներթափանցում են երկրորդական օդի միջոցով՝ շրջանցելով մագնիսական միացումը: Անունը այնքան էլ տեղին չէ, ինչպես նաև «օգտակար ցրում», քանի որ Տրանսֆորմատորի արդյունավետության համար «շրջելի» կորուստները ավելի օգտակար չեն, քան անդառնալիները, բայց դրանք մեղմացնում են VC-ն:
Ինչպես տեսնում եք, պայմանները բոլորովին այլ են։ Այսպիսով, անպայման երկաթ փնտրե՞լ զոդողից: Ցանկության դեպքում, մինչև 200 Ա հոսանքների և մինչև 7 կՎԱ գագաթնակետային հզորության համար, բայց դա բավարար կլինի ֆերմայում: Դիզայնի և նախագծման միջոցներով, ինչպես նաև պարզ լրացուցիչ սարքերի օգնությամբ (տե՛ս ստորև) մենք կստանանք կոր 2ա ցանկացած BX գեղձի վրա, սովորականից մի փոքր ավելի կոշտ: Այս դեպքում եռակցման ժամանակ էներգիայի սպառման արդյունավետությունը դժվար թե գերազանցի 60%-ը, սակայն պատահական աշխատանքի համար դա ինքն իրեն սարսափելի չէ։ Բայց նուրբ աշխատանքի և ցածր հոսանքների դեպքում հեշտ կլինի պահել աղեղն ու եռակցման հոսանքը՝ առանց մեծ փորձի (ΔU2.2 և Ib1), Ib2 բարձր հոսանքների դեպքում մենք կստանանք եռակցման ընդունելի որակ, և հնարավոր կլինի կտրել։ մետաղական մինչև 3-4 մմ:
Կան նաև եռակցման տրանսֆորմատորներ կտրուկ թաթախող VX-ով, կոր 3: Սա ավելի շատ նման է պոմպային պոմպի. կամ ելքային հոսքը անվանական է՝ անկախ սնուցման բարձրությունից, կամ ընդհանրապես՝ ոչ: Նրանք նույնիսկ ավելի կոմպակտ են և թեթև, բայց կտրուկ ընկղմվող VX-ի վրա եռակցման ռեժիմին դիմակայելու համար անհրաժեշտ է արձագանքել վոլտ կարգի ΔU2.1 տատանումներին 1 ms կարգի ժամանակում: Էլեկտրոնիկան կարող է դա անել, ուստի «սառը» VX-ով տրանսֆորմատորները հաճախ օգտագործվում են կիսաավտոմատ եռակցման մեքենաներում: Եթե նման տրանսֆորմատորից դուք ձեռքով եք եփում, ապա կարը կդանդաղի, թերխաշվի, աղեղը կրկին անառաձգական է, և երբ փորձում եք նորից բռնկել, էլեկտրոդը երբեմն կպչում է:
Մագնիսական միջուկներ
Եռակցման տրանսֆորմատորների արտադրության համար հարմար մագնիսական միջուկների տեսակները ներկայացված են Նկ. Նրանց անունները սկսվում են տառերի համակցությամբ: ստանդարտ չափս. L նշանակում է ժապավեն: Եռակցման տրանսֆորմատորի համար L կամ առանց L - էական տարբերություն չկա: Եթե նախածանցը պարունակում է M (SHLM, PLM, SHM, PM) - անտեսեք առանց քննարկման: Նվազեցված բարձրության այս արդուկը, որը պիտանի չէ եռակցողի համար, բոլոր մյուս ակնառու առավելություններով:

Տեսակի տառերին հաջորդում են Նկ.-ում a, b և h նշանակող թվերը։ Օրինակ, Ш20х40х90-ի համար միջուկի խաչմերուկի չափերը (կենտրոնական գավազան) 20x40 մմ են (a * b), իսկ պատուհանի բարձրությունը h 90 մմ է: Միջուկի խաչմերուկի տարածքը Sс = a * b; պատուհանի տարածքը Sok = c * h անհրաժեշտ է տրանսֆորմատորների ճշգրիտ հաշվարկի համար: Մենք դա չենք օգտագործի. ճշգրիտ հաշվարկի համար դուք պետք է իմանաք պողպատի և պղնձի կորուստների կախվածությունը տվյալ ստանդարտ չափսի միջուկում ինդուկցիայի արժեքից, իսկ նրանց համար՝ պողպատի դասակարգը: Որտեղի՞ց կարող ենք այն ձեռք բերել, եթե այն տեղադրենք պատահական սարքաշարի վրա: Մենք հաշվարկելու ենք պարզեցված մեթոդով (տե՛ս ստորև), այնուհետև այն կբերենք փորձարկման: Դա ավելի շատ աշխատանք կպահանջի, բայց մենք կստանանք զոդում, որի վրա դուք կարող եք իրականում աշխատել:
Նշում:եթե երկաթը մակերեսից ժանգոտված է, ապա ոչինչ, տրանսֆորմատորի հատկությունները դրանից չեն տուժի: Բայց եթե դրա վրա ծաղիկների պղտորման բծեր կան, սա ամուսնություն է: Ժամանակին այս տրանսֆորմատորը շատ էր տաքացել, և նրա երկաթի մագնիսական հատկությունները անդառնալիորեն վատթարացել էին:
Մագնիսական շղթայի մեկ այլ կարևոր պարամետր է նրա զանգվածը, քաշը: Քանի որ պողպատի տեսակարար կշիռը անփոփոխ է, այն որոշում է միջուկի ծավալը և, համապատասխանաբար, հզորությունը, որը կարելի է վերցնել դրանից: Եռակցման տրանսֆորմատորների արտադրության համար զանգվածի մագնիսական միջուկները հարմար են.
- Oh, OL - 10 կգ-ից:
- P, PL - 12 կգ-ից:
- Ш, ШЛ - 16 կգ-ից:
Ինչու են Sh-ը և ShL-ն ավելի խիստ անհրաժեշտ, հասկանալի է. նրանք ունեն «ուսերի» հետ «լրացուցիչ» կողային ձող: OL-ը կարող է ավելի հեշտ լինել, քանի որ դրա մեջ չկան անկյուններ, որոնց համար անհրաժեշտ է երկաթի ավելցուկ, իսկ մագնիսական դաշտի գծերի թեքությունները ավելի հարթ են և որոշ այլ պատճառներով, որոնք արդեն հաջորդում են: Բաժին.
Օ ՕԼ
Թորիի վրա տրանսֆորմատորների հիմնական արժեքը բարձր է դրանց ոլորման բարդության պատճառով: Հետեւաբար, տորոիդային միջուկների օգտագործումը սահմանափակ է: Եռակցման համար հարմար տորսը կարող է առաջին հերթին հանվել LATR-ից՝ լաբորատոր ավտոտրանսֆորմատորից: Լաբորատորիա, ուստի այն չպետք է վախենա ծանրաբեռնվածությունից, իսկ LATR արդուկը նորմալին մոտ VC է ապահովում: Բայց…
LATR-ն առաջին հերթին շատ օգտակար բան է: Եթե միջուկը դեռ կենդանի է, ապա ավելի լավ է վերականգնել LATR-ը: Հանկարծ դրա կարիքը չկա, դուք կարող եք վաճառել այն, իսկ հասույթը կբավականացնի ձեր կարիքներին համապատասխան եռակցման համար։ Հետեւաբար, դժվար է գտնել «մերկ» LATR միջուկներ:
Երկրորդ - մինչև 500 VA հզորությամբ LATR-ները թույլ են եռակցման համար: LATR-500 երկաթից դուք կարող եք հասնել եռակցման էլեկտրոդով 2.5 ռեժիմով. եփել 5 րոպե - այն սառչում է 20 րոպե, և մենք տաքանում ենք: Ինչպես Արկադի Ռայկինի երգիծական մեջ՝ հավանգ բար, աղյուսի յոկ: Աղյուս ձող, շաղախ յոկ. LATR 750 և 1000 շատ հազվադեպ և օգտակար են:
Մեկ այլ տորուս, որը հարմար է իր բոլոր հատկություններին, էլեկտրական շարժիչի ստատորն է. դրանից զոդում կստացվի նույնիսկ ցուցահանդեսի համար։ Բայց գտնելը ավելի հեշտ չէ, քան LATR երկաթը, և շատ ավելի դժվար է դրա վրա փաթաթելը: Ընդհանրապես, էլեկտրական շարժիչի ստատորից եռակցման տրանսֆորմատորը առանձին թեմա է, այնտեղ այնքան դժվարություններ և նրբերանգներ կան: Առաջին հերթին՝ «բլիթ»-ի վրա հաստ մետաղալարով փաթաթումով։ Առանց ոլորուն տրանսֆորմատորների փաթաթման փորձի, թանկարժեք մետաղալարը փչացնելու և զոդում չստանալու հավանականությունը մոտ 100% է: Հետևաբար, ավաղ, տրոիդային տրանսֆորմատորի վրա խոհարարական ապարատով դուք պետք է սպասեք:
Շ, ՇԼ
Զրահապատ միջուկները կառուցվածքայինորեն նախատեսված են նվազագույն ցրման համար, և այն նորմալացնելը գործնականում անհնար է: Պայմանական W կամ SL-ի վրա եռակցումը չափազանց կոշտ կլինի: Բացի այդ, Ш-ի և ШЛ-ի վրա ոլորունների հովացման պայմաններն ամենավատն են: Եռակցման տրանսֆորմատորի համար հարմար միակ զրահապատ միջուկները մեծացած են վաֆլի ոլորուններով (տե՛ս ստորև), ձախ կողմում՝ Նկ. Պտուտակները բաժանված են դիէլեկտրական ոչ մագնիսական ջերմակայուն և մեխանիկորեն ամուր միջադիրներով (տես ստորև) միջուկի բարձրության 1 / 6-1 / 8 հաստությամբ:

Շ միջուկը բեռնված է (հավաքվում է սալերից) եռակցման համար, անպայմանորեն համընկնում է, այսինքն. լծ-ափսե զույգերը միմյանց նկատմամբ միմյանց նկատմամբ հերթափոխով ուղղվում են ետ ու առաջ: Եռակցման տրանսֆորմատորի համար ոչ մագնիսական բացվածքով արտահոսքի նորմալացման մեթոդը պիտանի չէ, քանի որ. կորուստներն անդառնալի են.
Եթե դուք բարձրացնում եք շարված Ш առանց լծի, բայց միջուկի և միջնամասի միջև ընկած թիթեղների կտրվածքով (կենտրոնում), ապա ձեր բախտը բերել է: Ազդանշանի տրանսֆորմատորային թիթեղները բեռնված են, և դրանց վրա պողպատը, ազդանշանի խեղաթյուրումը նվազեցնելու համար, սկզբում տալիս է նորմալ VX: Բայց նման բախտի հավանականությունը շատ փոքր է. կիլովատ հզորության ազդանշանային տրանսֆորմատորները հազվագյուտ հրաշք են:
Նշում:մի՛ փորձեք մի զույգ սովորականներից հավաքել բարձր Շ կամ ШЛ, ինչպես աջ կողմում, նկ. Կոշտ ուղիղ բացը, թեև շատ բարակ, անշրջելի ցրում է և կտրուկ իջնող VX: Այստեղ ցրման կորուստները գրեթե նույնն են, ինչ ջրի գոլորշիացման կորուստները։

PL, PLM
Եռակցման համար առավել հարմար են ձողերի միջուկները: Դրանցից նրանք, որոնք լիցքավորված են զույգ նույնական L-աձև թիթեղներով, տես Նկ., Նրանց անշրջելի ցրումը ամենափոքրն է: Երկրորդ, P և PLov ոլորունները փաթաթված են ճիշտ նույն կիսամյակում, յուրաքանչյուրի համար կես պտույտ: Ամենափոքր մագնիսական կամ հոսանքի անհամաչափությունը՝ տրանսֆորմատորը բզզում է, տաքանում, բայց հոսանք չկա: Երրորդը, որը կարող է անհայտ թվալ, նրանց համար, ովքեր չեն մոռացել գիմբալի դպրոցական կանոնը. ոլորունները փաթաթված են ձողերի վրա: մեկ ուղղությամբ... Ինչ-որ բան այն չէ՞: Արդյո՞ք միջուկում մագնիսական հոսքը պետք է փակվի: Եվ դուք ոլորում եք գիմբալները հոսանքի, ոչ թե շրջադարձերի երկայնքով: Կիսաոլորուններում հոսանքների ուղղությունները հակառակ են, և այնտեղ ցուցադրված են մագնիսական հոսքերը։ Կարող եք նաև ստուգել, թե արդյոք լարերի պաշտպանությունը հուսալի է. ցանցը մատակարարեք 1 և 2 ', և փակեք 2 և 1': Եթե գնդացիրն անմիջապես չնոկաուտի, ապա տրանսֆորմատորը կոռնա և կցնցվի։ Այնուամենայնիվ, ով գիտի, թե ինչ ունեք լարերի հետ: Ավելի լավ է ոչ:
Նշում:կարող եք նաև առաջարկություններ գտնել՝ եռակցման P-ի կամ PL-ի ոլորունները տարբեր ձողերի վրա փաթաթել: Ինչպես, VX-ը փափկացնում է: Դա այդպես է, բայց դրա համար անհրաժեշտ է հատուկ միջուկ՝ տարբեր խաչմերուկների ձողերով (երկրորդային պատյան փոքրի վրա) և խորշերով, որոնք ուժի գծերն օդ են թողնում ցանկալի ուղղությամբ, տես Նկ. աջ կողմում։ Առանց դրա մենք կստանանք բարձրաձայն, ցնցող և որկրամոլ, բայց ոչ եռացող տրանսֆորմատոր:

Եթե կա տրանսֆորմատոր
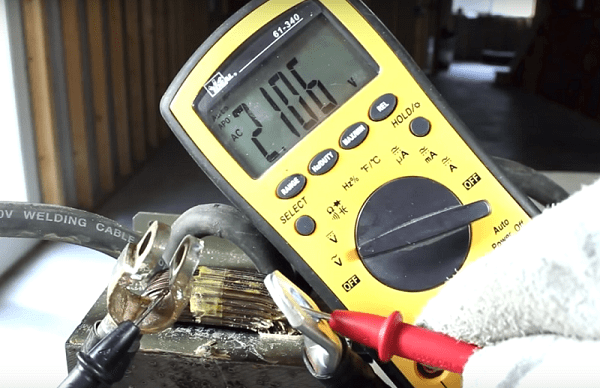
6.3 Անջատիչը և AC ամպաչափը նույնպես կօգնեն պարզել, թե որքան հարմար է ծեր եռակցողը, որը պառկած է շուրջը Աստված գիտի, թե որտեղ, և սատանան գիտի ինչպես: Ամպերաչափ է անհրաժեշտ կամ ոչ կոնտակտային ինդուկցիայի (հոսանքի սեղմիչ) կամ էլեկտրամագնիսական անջատիչ 3 Ա-ի համար: Փոփոխական հոսանքի սահմանաչափերով մուլտիմետրը անընդունելի կլինի ստել, քանի որ Շղթայում հոսանքի ձևը հեռու կլինի սինուսոիդից: Մյուսը `երկար պարանոցով հեղուկ կենցաղային ջերմաչափ, կամ, ավելի լավ, թվային մուլտիմետր` ջերմաստիճանը չափելու ունակությամբ և դրա համար զոնդ: Հին եռակցման տրանսֆորմատորի փորձարկման և հետագա շահագործման նախապատրաստման քայլ առ քայլ ընթացակարգը հետևյալն է.

Եռակցման տրանսֆորմատորի հաշվարկ
Runet-ում դուք կարող եք գտնել տարբեր մեթոդներ եռակցման տրանսֆորմատորների հաշվարկման համար: Չնայած ակնհայտ անհամապատասխանությանը, դրանցից շատերը ճիշտ են, բայց պողպատի հատկությունների լիարժեք իմացությամբ և (կամ) մագնիսական միջուկների ստանդարտ տեսակների որոշակի շարքի համար: Առաջարկվող մեթոդաբանությունը մշակվել է խորհրդային տարիներին, երբ ընտրության փոխարեն ամեն ինչի դեֆիցիտ էր։ Դրա համաձայն հաշվարկված տրանսֆորմատորի համար VX-ը մի փոքր կտրուկ ընկնում է, ինչ-որ տեղ Նկ. սկզբում. Սա հարմար է կտրելու համար, իսկ ավելի բարակ աշխատանքի համար տրանսֆորմատորը համալրվում է արտաքին սարքերով (տես ստորև), որոնք ձգում են VX-ը ընթացիկ առանցքի երկայնքով մինչև 2ա կորը:
Հաշվարկի հիմքը սովորական է.աղեղը կայունորեն այրվում է Ud 18-24 V լարման տակ, և դրա բռնկումը պահանջում է ակնթարթային հոսանք 4-5 անգամ ավելի բարձր, քան անվանական եռակցման հոսանքը: Համապատասխանաբար, միջնակարգի նվազագույն անսարք Uхх լարումը կլինի 55 Վ, բայց կտրելու համար, քանի որ հնարավոր ամեն ինչ քամված է միջուկից, մենք վերցնում ենք ոչ թե ստանդարտ 60 Վ, այլ 75 Վ: Այլ ճանապարհ չկա. անընդունելի է տուբերկուլյոզի համար, և երկաթը դուրս չի գա: Մեկ այլ առանձնահատկություն, նույն պատճառներով, տրանսֆորմատորի դինամիկ հատկություններն են, այսինքն. Կարճ միացման ռեժիմից (ասենք, մետաղի կաթիլներով փակվելիս) աշխատանքային ռեժիմին արագ անցնելու կարողությունը պահպանվում է առանց լրացուցիչ միջոցների։ Ճիշտ է, նման տրանսֆորմատորը հակված է գերտաքացման, բայց քանի որ այն իրենն է և մեր աչքի առաջ, և ոչ թե արտադրամասի կամ կայքի հեռավոր անկյունում, մենք դա թույլատրելի կհամարենք: Այսպիսով.
- Նախկին 2-րդ կետի բանաձևի համաձայն. ցանկը մենք գտնում ենք ընդհանուր հզորությունը;
- Մենք գտնում ենք առավելագույն հնարավոր եռակցման հոսանքը Iw = Pg / Ud: 200 Ա տրամադրվում է, եթե 3,6-4,8 կՎտ կարող է հանվել երկաթից։ Ճիշտ է, 1-ին դեպքում աղեղը դանդաղ կլինի, և հնարավոր կլինի պատրաստել միայն երկու կամ 2,5-ով;
- Մենք հաշվարկում ենք առաջնային ցանցի գործառնական հոսանքը I1pmax = 1.1Pg (VA) / 235 V եռակցման համար ցանցի առավելագույն թույլատրելի լարման դեպքում: Փաստորեն, ցանցի նորմը 185-245 Վ է, բայց տնական եռակցողի համար սահմանափակում սա չափազանց շատ է: Մենք վերցնում ենք 195-235 Վ;
- Գտնված արժեքի հիման վրա մենք որոշում ենք անջատիչի անջատման հոսանքը որպես 1.2I1рmax;
- Մենք ընդունում ենք առաջնային J1 = 5 Ա / քառ. ընթացիկ խտությունը: մմ և, օգտագործելով I1рmax, մենք գտնում ենք դրա մետաղալարի տրամագիծը պղնձի մեջ d = (4S / 3.1415) ^ 0.5: Նրա ամբողջական տրամագիծը ինքնամեկուսացմամբ D = 0.25 + d է, իսկ եթե մետաղալարը պատրաստ է, ապա աղյուսակային: «Աղյուսի բար, յոկի լուծում» ռեժիմում աշխատելու համար կարող եք վերցնել J1 = 6-7 Ա / քառ. մմ, բայց միայն այն դեպքում, եթե անհրաժեշտ մետաղալարը հասանելի չէ և չի սպասվում.
- Մենք գտնում ենք առաջնայինի մեկ վոլտ պտույտների քանակը՝ w = k2 / Sс, որտեղ k2 = 50 Շ-ի և П-ի համար, k2 = 40՝ ПЛ, ШЛ-ի և k2 = 35 Օ, ОЛ-ի համար;
- Մենք գտնում ենք նրա պտույտների ընդհանուր թիվը W = 195k3w, որտեղ k3 = 1.03: k3-ը հաշվի է առնում ոլորուն էներգիայի կորուստները պղնձի մեջ ցրվելու համար, որը պաշտոնապես արտահայտվում է ոլորուն սեփական լարման անկման մի փոքր վերացական պարամետրով.
- Մենք սահմանում ենք կուտակման գործակիցը Ku = 0,8, մագնիսական շղթայի a և b-ին ավելացնում ենք 3-5-ական մմ, հաշվարկում ոլորման շերտերի քանակը, շրջադարձի միջին երկարությունը և մետաղալարի երկարությունը:
- Մենք նույն կերպ հաշվում ենք երկրորդականը J1 = 6 Ա / քառ. մմ, k3 = 1,05 և Ku = 0,85 50, 55, 60, 65, 70 և 75 Վ լարման համար, այս վայրերում կլինեն ծորակներ եռակցման ռեժիմի կոպիտ ճշգրտման և մատակարարման լարման տատանումների փոխհատուցման համար:
Փաթաթում և ավարտում
Լարերի տրամագծերը ոլորունների հաշվարկում սովորաբար ավելի քան 3 մմ են, իսկ լաքապատ ոլորուն լարերը d> 2,4 մմ-ով հազվադեպ են շուկայում: Բացի այդ, եռակցողի ոլորունները ուժեղ մեխանիկական բեռներ են զգում էլեկտրամագնիսական ուժերից, հետևաբար, պատրաստի լարերը անհրաժեշտ են լրացուցիչ տեքստիլ ոլորունով ՝ PELSH, PELSHO, PB, PBD: Դրանք նույնիսկ ավելի դժվար է գտնել և շատ թանկ: Մեկ եռակցողի համար մետաղալարերի երկարությունն այնպիսին է, որ ավելի էժան մերկ լարերը կարող են ինքնուրույն մեկուսացվել: Լրացուցիչ առավելություն՝ ոլորելով մի քանի լարերը դեպի ցանկալի S-ը, մենք ստանում ենք ճկուն մետաղալար, որը շատ ավելի հեշտ է քամել: Յուրաքանչյուր ոք, ով փորձել է ձեռքով դնել դիակի վրա առնվազն 10 քառակուսի անվադող, կգնահատի դա:
Մեկուսացում
Ասենք կա 2,5 քառ. մմ ՊՎՔ մեկուսացման մեջ, իսկ երկրորդականին անհրաժեշտ է 20 մ 25 քառակուսի: Մենք պատրաստում ենք 10 կծիկ կամ կծիկ՝ յուրաքանչյուրը 25 մ: Յուրաքանչյուրից հեռացնում ենք մոտ 1 մ մետաղալար և հեռացնում ստանդարտ մեկուսացումը, այն հաստ է և ջերմակայուն չէ: Մենք տափակաբերան աքցանով տափակաբերան աքցանով պտտում ենք մերկ լարերը և փաթաթում այն՝ մեկուսացման արժեքը մեծացնելու նպատակով.
- Կնիկի ժապավեն 75-80% համընկնմամբ, այսինքն. 4-5 շերտով։
- Միտկալ ժապավենը 2 / 3-3 / 4 հերթափոխով, այսինքն, 3-4 շերտով:
- Բամբակյա ժապավեն 50-67% համընկնմամբ, 2-3 շերտ:
Նշում:Երկրորդական ոլորման համար մետաղալարը պատրաստվում և փաթաթվում է առաջնայինի ոլորումից և փորձարկումից հետո, տես ստորև:
Փաթաթում
Բարակ պատերով տնական շրջանակը շահագործման ընթացքում չի դիմանա հաստ մետաղալարերի պարույրների ճնշմանը, թրթռումներին և ցնցումներին: Հետևաբար, եռակցման տրանսֆորմատորների ոլորունները պատրաստվում են առանց շրջանակի թխվածքաբլիթից, իսկ միջուկի վրա դրանք ամրացվում են տեքստոլիտից, ապակեպլաստեից կամ ծայրահեղ դեպքում բակելիտային նրբատախտակից՝ հեղուկ լաքի մեջ ներծծված սեպերով (տես վերևում): Եռակցման տրանսֆորմատորի ոլորուն ոլորելու հրահանգները հետևյալն են.
- Մենք պատրաստում ենք փայտե շեֆ՝ ոլորման բարձրության երկայնքով բարձրությամբ և մագնիսական շղթայի a և b-ից 3-4 մմ տրամագծով չափսերով;
- Մենք դրա վրա մեխում կամ ամրացնում ենք ժամանակավոր նրբատախտակի այտերը.
- Ժամանակավոր շրջանակը 3-4 շերտով փաթաթում ենք բարակ պոլիէթիլենային թաղանթով՝ այտերին մոտեցմամբ և դրանց արտաքին կողմից ոլորելով, որպեսզի մետաղալարը չկպչի ծառին;
- Մենք փաթաթում ենք նախապես մեկուսացված ոլորուն;
- Փաթաթման վրա մենք երկու անգամ թրջում ենք հեղուկ լաքով հոսելուց առաջ;
- ներծծումը չորացնելուց հետո զգուշորեն հանեք այտերը, քամեք ծղոտը և պոկեք ֆիլմը;
- մենք ոլորուն 8-10 տեղերում հավասարաչափ կապում ենք շրջագծի շուրջը բարակ պարանով կամ պրոպիլենային պարանով - այն պատրաստ է փորձարկման։
Լապտեր և տնային աշխատանք
Միջուկը լցնում ենք թխվածքաբլիթի մեջ և, ինչպես և սպասվում էր, ամրացնում ենք այն պտուտակներով։ Փաթաթման փորձարկումները կատարվում են ամբողջովին նման կասկածելի ավարտված տրանսֆորմատորի փորձարկումներին, տես վերևում: Ավելի լավ է օգտագործել LATR; Iхх 235 Վ մուտքային լարման դեպքում չպետք է գերազանցի 0,45 Ա-ը տրանսֆորմատորի ընդհանուր հզորության 1 կՎԱ-ի դիմաց: Եթե ավելի շատ լինի, առաջնային կազմակերպությունը կսպանվի։ Լարերի ոլորուն միացումները կատարվում են պտուտակների վրա (!), մեկուսացված են ջերմաքծվող խողովակով (ԱՅՍՏԵՂ) 2 շերտով կամ բամբակյա ժապավենով 4-5 շերտով։
Թեստի արդյունքների համաձայն՝ շտկվում է երկրորդականի պտույտների քանակը։ Օրինակ, հաշվարկը տվել է 210 պտույտ, բայց իրականում Iхх-ն նորմայի մեջ է մտել 216-ով: Այնուհետև երկրորդական հատվածների հաշվարկված պտույտները բազմապատկում ենք 216/210 = 1,03 մոտավորապես: Մի անտեսեք տասնորդական վայրերը, տրանսֆորմատորի որակը մեծապես կախված է դրանցից:
Ավարտելուց հետո միջուկը ապամոնտաժվում է. Թխվածքաբլիթը պինդ փաթաթում ենք նույն դիմակավոր ժապավենով, կալիկո կամ «ռագ» ժապավենով՝ համապատասխանաբար 5-6, 4-5 կամ 2-3 շերտերով։ Քամին շրջադարձերի միջով, ոչ թե դրանց երկայնքով: Այժմ մենք այն նորից թրջում ենք հեղուկ լաքով; երբ չոր - երկու անգամ չնոսրացված: Այս թխվածքաբլիթը պատրաստ է, կարող եք երկրորդականը պատրաստել։ Երբ երկուսն էլ միջուկի վրա են, մենք ևս մեկ անգամ փորձարկում ենք տրանսֆորմատորը Ixx-ի վրա (հանկարծ այն ոլորվել է ինչ-որ տեղ), ամրացնում ենք թխվածքաբլիթները և ամբողջ տրանսֆորմատորը հագեցնում ենք նորմալ լաքով: Ֆու, գործի ամենատխուր մասը հետևում է:
Քաշեք VX-ը
Բայց մենք դեռ շատ թույն ունենք, մոռացե՞լ եք: Այն պետք է մեղմել։ Ամենապարզ միջոցը` երկրորդական շղթայում ռեզիստորը, մեզ հարմար չէ: Ամեն ինչ շատ պարզ է. ընդամենը 0,1 Օմ դիմադրության դեպքում 200 հոսանքի դեպքում 4 կՎտ-ը կցրվի ջերմությամբ: Եթե մենք ունենք 10 կամ ավելի կՎԱ հզորությամբ եռակցող, և մենք պետք է եռակցենք բարակ մետաղ, ապա անհրաժեշտ է ռեզիստոր: Ինչ էլ որ հոսանքը սահմանվի կարգավորիչի կողմից, աղեղի հարվածի ժամանակ դրա արտանետումները անխուսափելի են: Առանց ակտիվ բալաստի, դրանք տեղ-տեղ կվառվեն կարի միջով, իսկ դիմադրիչը կմարի դրանք։ Բայց մեզ՝ թույլերիս, նա իրեն ոչ մի օգուտ չի բերի։

Ռեակտիվ բալաստը (ինդուկտոր, խեղդող) չի խլի ավելորդ հզորությունը. այն կկլանի հոսանքի ալիքները, այնուհետև դրանք սահուն կերպով կհանձնի աղեղին, դա կձգվի VX-ը այնպես, ինչպես պետք է: Բայց հետո ձեզ հարկավոր է խեղդել ցրման հսկողությամբ: Իսկ նրա համար միջուկը գրեթե նույնն է, ինչ տրանսֆորմատորի միջուկը, և բավականին բարդ մեխանիկա, տես նկ.

Մենք կգնանք այլ ճանապարհով. կօգտագործենք ակտիվ-ռեակտիվ բալաստ, հին եռակցիչների մեջ, ընդհանուր լեզվով ասած, աղիք, տես նկ. աջ կողմում։ Նյութը՝ պողպատե մետաղալար 6 մմ: Օղակների տրամագիծը 15-20 սմ է, դրանցից քանիսն են պատկերված Նկ. կարելի է տեսնել, որ այս աղիքները ճիշտ են մինչև 7 կՎԱ հզորության համար: Շրջադարձների միջև օդային բացերը 4-6 սմ են, ակտիվ-ռեակտիվ խեղդուկը միացված է տրանսֆորմատորին եռակցման մալուխի լրացուցիչ կտորով (գուլպաներ, պարզապես), և էլեկտրոդի պահակը ամրացվում է սեղմակով: Ընտրելով կցման կետը, դուք կարող եք, երկրորդական ծորակներին անցնելու հետ մեկտեղ, լավ կարգավորել աղեղի գործառնական ռեժիմը:
Նշում:Գործող ակտիվ ռեակտիվ խեղդուկը կարող է տաքացնել շիկացած, ուստի այն պետք է ոչ այրվող ջերմակայուն դիէլեկտրիկ ոչ մագնիսական երեսպատում: Տեսականորեն, հատուկ կերամիկական կացարան: Այն թույլատրվում է փոխարինել չոր ավազի բարձով, կամ արդեն պաշտոնապես խախտում է, բայց ոչ կոպիտ, եռակցման փորոտիքը դրված է աղյուսների վրա:
Բայց ուրիշ՞

Սա նշանակում է, առաջին հերթին, էլեկտրոդի ամրակը և վերադարձի գուլպաների միակցիչը (սեղմիչ, հագուստի կեռ): Նրանք, քանի որ մենք ունենք տրանսֆորմատոր սահմանին, դուք պետք է գնել պատրաստի, և ինչպես օրինակ Նկ. աջ կողմում, մի՛ արեք: 400-600 Ա հզորությամբ եռակցման մեքենայի համար բռնակի մեջ շփման որակը նկատելի չէ, և այն նաև կդիմանա միայն վերադարձող գուլպանը փաթաթելուն: Իսկ մեր տնական, ջանք թափելով աշխատելը կարող է շեղվել, անհասկանալի է թվում, թե ինչու։
Ավելին, սարքի մարմինը. Այն պետք է պատրաստված լինի նրբատախտակից; ցանկալի է բակելիտ ներծծված, ինչպես նկարագրված է վերևում: Ներքևի մասը՝ 16 մմ հաստությունից, տերմինալային բլոկով վահանակը՝ 12 մմ-ից, իսկ պատերն ու կափարիչը՝ 6 մմ-ից, որպեսզի տեղափոխելիս չհեռանան։ Ինչու՞ ոչ պողպատե թերթիկ: Այն ֆերոմագնիս է և տրանսֆորմատորի մոլորված դաշտում կարող է խաթարել նրա աշխատանքը, քանի որ մենք դրանից հանում ենք այն ամենը, ինչ հնարավոր է։
Ինչ վերաբերում է տերմինալային բլոկներին, ապա տերմինալներն իրենք պատրաստված են M10 պտուտակներից: Հիմքը նույն տեքստոլիտն է կամ ապակեպլաստե: Գետինակները, բակելիտը և կարբոլիտը հարմար չեն, շուտով կփշրվեն, կճաքեն և կփչանան։
Փորձելով հաստատուն
DC եռակցումն ունի մի շարք առավելություններ, սակայն ցանկացած DC եռակցման տրանսֆորմատորի VC-ն խստացված է: Իսկ մերը, որը նախատեսված է էներգիայի հնարավոր նվազագույն պաշարի համար, կդառնա անընդունելիորեն կոշտ։ Խեղդող-աղիքն այստեղ չի օգնի, նույնիսկ եթե այն աշխատեց ուղիղ հոսանքի վրա: Բացի այդ, թանկարժեք 200 A ուղղիչ դիոդները պետք է պաշտպանված լինեն ընթացիկ և լարման ալիքներից: Մեզ անհրաժեշտ է վերադարձ կլանող ինֆրա ցածր հաճախականության ֆիլտր՝ FINCH։ Չնայած այն արտացոլող տեսք ունի, պետք է հաշվի առնել կծիկի կեսերի միջև ուժեղ մագնիսական միացումը:

Նման ֆիլտրի սխեման, որը հայտնի է երկար տարիներ, ներկայացված է Նկ. Բայց սիրողականների կողմից դրա ներդրումից անմիջապես հետո պարզվեց, որ C կոնդենսատորի գործառնական լարումը փոքր է. աղեղի բռնկման ժամանակ լարման ալիքները կարող են հասնել նրա Uхх-ի 6-7 արժեքներին, այսինքն՝ 450-500 Վ-ին: Բացի այդ, անհրաժեշտ են կոնդենսատորներ: դիմակայել բարձր ռեակտիվ հզորության շրջանառությանը միայն և միայն յուղ և թուղթ (MBGCH, MBGO, KBG-MN): Այս տեսակի միայնակ «բանկաների» քաշի և չափերի մասին (ի դեպ, և ոչ էժան) պատկերացում է տալիս հետքի մասին: թուզ, իսկ մարտկոցի համար կպահանջվի 100-200։

Մագնիսական միջուկով կծիկները ավելի հեշտ են, թեև ոչ ամբողջությամբ: Նրա համար պիտանի են TS-270 ուժային տրանսֆորմատորի 2 PL-ները հին խողովակային հեռուստացույցներից՝ «դագաղներ» (տվյալները գտնվում են տեղեկատու գրքերում և ռուսերեն ինտերնետում), կամ նմանատիպ, կամ SHL՝ նմանատիպ կամ մեծ a, b, c և h-ով։ . SL-ը հավաքվում է բացվածքով 2 սուզանավից, տես նկ., 15-20 մմ: Ամրացրեք այն տեքստոլիտով կամ նրբատախտակի միջադիրներով: Փաթաթում - մեկուսացված մետաղալար 20 քառ. մմ, որքան կտեղավորվի պատուհանում; 16-20 հերթափոխ. 2 լարով փաթաթում են։ Մեկի վերջը կապված է մյուսի սկզբի հետ, սա կլինի միջնակետը։

Զտիչը կարգավորվում է աղեղի երկայնքով Uhh-ի նվազագույն և առավելագույն արժեքներով: Եթե աղեղը առնվազն դանդաղ է, էլեկտրոդը կպչում է, բացը նվազում է: Եթե մետաղը այրվում է առավելագույնը, դրանք ավելանում են կամ, որն ավելի արդյունավետ կլինի, սիմետրիկ կտրում են կողային ձողերի մի մասը։ Որպեսզի միջուկը դրանից չփշրվի, այն ներծծվում է հեղուկով, իսկ հետո նորմալ լաքով։ Օպտիմալ ինդուկտիվությունը գտնելը բավականին դժվար է, բայց հետո եռակցումը անթերի աշխատում է փոփոխական հոսանքի վրա:
Միկրարկ
Սկզբում նշվեց միկրոաղեղային եռակցման նպատակը. Դրա համար «սարքավորումը» չափազանց պարզ է՝ 220 / 6,3 V 3-5 Ա նվազող տրանսֆորմատոր: Մեկ էլեկտրոդ - մետաղալարն ինքնին ոլորվում է (կարելի է օգտագործել պղինձ-ալյումին, պղինձ-պողպատ); մյուսը գրաֆիտի ձող է, ինչպես 2 մ մատիտի կապարը:
Այժմ ավելի շատ համակարգչային էլեկտրամատակարարումներ են օգտագործվում միկրո-աղեղային եռակցման կամ իմպուլսային միկրո-աղեղային եռակցման համար, կոնդենսատորային բանկերի համար, տես ստորև ներկայացված տեսանյութը: Ուղղակի հոսանքի վրա աշխատանքի որակը, իհարկե, բարելավվում է։
Տեսանյութ՝ տնական շրջադարձային եռակցման մեքենա
Տեսանյութ՝ կոնդենսատորներից եռակցման մեքենա ինքնուրույն
Կապ! Կապ կա։
Արդյունաբերության մեջ դիմադրողական եռակցումը հիմնականում օգտագործվում է տեղում, կարի և հետույքի եռակցման համար: Տանը, հիմնականում էներգիայի սպառման առումով, իմպուլսային կետը հնարավոր է: Հարմար է բարակ, 0,1-ից 3-4 մմ, պողպատե թիթեղյա մասերի եռակցման և եռակցման համար։ Աղեղային եռակցումը այրվելու է բարակ պատի միջով, և եթե մի մասը մետաղադրամ է կամ ավելի քիչ, ապա ամենափափուկ աղեղն այն ամբողջությամբ այրելու է:

Պղնձի էլեկտրոդները սեղմում են մասերը ուժով, պողպատե-պողպատե օմմիկ դիմադրության գոտում հոսանքի իմպուլսը մետաղը տաքացնում է այն աստիճան, որ տեղի է ունենում էլեկտրոդիֆուզիայի սկզբունքը. մետաղը չի հալվում. Հոսանքն անհրաժեշտ է այս մոտ. Եռակցվող մասերի 1 մմ հաստության համար 1000 Ա. Այո, 800 Ա հոսանքը կվերցնի 1 և նույնիսկ 1,5 մմ թերթեր: Բայց եթե սա զվարճանքի արհեստ չէ, այլ, օրինակ, ցինկապատ ծալքավոր ցանկապատ, ապա քամու առաջին իսկ ուժեղ պոռթկումը ձեզ կհիշեցնի. «Այ մարդ, բայց հոսանքը բավականին թույլ էր»:
Այնուամենայնիվ, դիմադրողական կետային եռակցումը շատ ավելի խնայող է, քան աղեղային եռակցումը. եռակցման տրանսֆորմատորի բաց շղթայի լարումը դրա համար 2 Վ է: Դա 2 կոնտակտային պողպատ-պղնձի պոտենցիալ տարբերությունների և ներթափանցման գոտու օմիկ դիմադրության գումարն է: Դիմադրության եռակցման համար տրանսֆորմատորը հաշվարկվում է այնպես, ինչպես աղեղային եռակցման համար, բայց երկրորդական ոլորունում ընթացիկ խտությունը վերցված է 30-50 և ավելի Ա / քառ. մմ Կոնտակտային եռակցման տրանսֆորմատորի երկրորդականը պարունակում է 2-4 պտույտ, լավ սառեցված է, և դրա օգտագործման գործակիցը (եռակցման ժամանակի հարաբերակցությունը պարապուրդի և սառեցման ժամանակի) շատ անգամ ցածր է:
Runet-ն ունի անօգտագործելի միկրոալիքային վառարաններից տնական զարկերակային եռակցիչների շատ նկարագրություններ: Դրանք, ընդհանուր առմամբ, ճիշտ են, բայց կրկնության մեջ, ինչպես գրված է «1001 գիշեր»-ում, օգուտ չկա։ Իսկ հին միկրոալիքային վառարանները աղբակույտերում կույտերով չեն պառկում։ Ուստի գործ կունենանք քիչ հայտնի, բայց, ի դեպ, ավելի գործնական կոնստրուկցիաների հետ։

Նկ. - զարկերակային կետային եռակցման ամենապարզ սարքի սարքը: Այն կարող է զոդել թիթեղներ մինչև 0,5 մմ; փոքր արհեստների համար այն հիանալի տեղավորվում է, և այս և ավելի մեծ ստանդարտ չափսի մագնիսական միջուկները համեմատաբար մատչելի են: Նրա առավելությունը, բացի պարզությունից, եռակցման աքցանի հոսող ձողի ծանրաբեռնվածությամբ սեղմելն է։ Երրորդ ձեռքը չի խանգարի աշխատել կոնտակտային եռակցման ազդակով, և եթե պետք է ուժով սեղմել տափակաբերան աքցանը, ապա դա ընդհանրապես անհարմար է: Թերությունները - վթարների և վնասվածքների ռիսկի բարձրացում: Եթե դուք պատահաբար իմպուլս եք տալիս, երբ էլեկտրոդները հավաքվում են առանց եռակցվող մասերի, ապա աքցանից պլազման կհարվածի, մետաղական շիթերը կթռչեն, լարերի պաշտպանությունը կթուլանա, և էլեկտրոդները սերտորեն կմիավորվեն:
Երկրորդական ոլորուն - 16x2 պղնձե ավտոբուս: Այն կարելի է քաշել բարակ թերթիկի պղնձի շերտերից (կստացվի, որ այն ճկուն է) կամ պատրաստել հարթեցված խողովակի մի կտորից՝ կենցաղային օդորակիչի սառնագենտը մատակարարելու համար։ Ձեռքով մեկուսացրեք ավտոբուսը, ինչպես նկարագրված է վերևում:
 Այստեղ նկ. - Իմպուլսային կետային եռակցման ապարատի գծագրերն ավելի հզոր են, մինչև 3 մմ թիթեղների եռակցման համար և ավելի հուսալի: Բավականին հզոր վերադարձի զսպանակի շնորհիվ (մահճակալի կարապից) տափակաբերան աքցանների պատահական կոնվերգենցիան բացառվում է, իսկ էքսցենտրիկ սեղմիչը ապահովում է տափակաբերան աքցանի ուժեղ կայուն սեղմում, ինչը զգալիորեն որոշում է եռակցված միացման որակը: Այդ դեպքում սեղմիչը կարող է ակնթարթորեն վերակայվել էքսցենտրիկ լծակին մեկ հարվածով: Թերությունը տիզերի մեկուսիչ հանգույցներն են, դրանք չափազանց շատ են և բարդ։ Մյուսը ալյումինե տափակաբերան աքցան ձողերն են: Նախ, դրանք այնքան ամուր չեն, որքան պողպատը, և երկրորդը, դրանք 2 անհարկի շփման տարբերություններ են: Ալյումինի վրա ջերմատախտակը, իհարկե, գերազանց է:
Այստեղ նկ. - Իմպուլսային կետային եռակցման ապարատի գծագրերն ավելի հզոր են, մինչև 3 մմ թիթեղների եռակցման համար և ավելի հուսալի: Բավականին հզոր վերադարձի զսպանակի շնորհիվ (մահճակալի կարապից) տափակաբերան աքցանների պատահական կոնվերգենցիան բացառվում է, իսկ էքսցենտրիկ սեղմիչը ապահովում է տափակաբերան աքցանի ուժեղ կայուն սեղմում, ինչը զգալիորեն որոշում է եռակցված միացման որակը: Այդ դեպքում սեղմիչը կարող է ակնթարթորեն վերակայվել էքսցենտրիկ լծակին մեկ հարվածով: Թերությունը տիզերի մեկուսիչ հանգույցներն են, դրանք չափազանց շատ են և բարդ։ Մյուսը ալյումինե տափակաբերան աքցան ձողերն են: Նախ, դրանք այնքան ամուր չեն, որքան պողպատը, և երկրորդը, դրանք 2 անհարկի շփման տարբերություններ են: Ալյումինի վրա ջերմատախտակը, իհարկե, գերազանց է:
Էլեկտրոդների մասին

Սիրողական միջավայրում ավելի նպատակահարմար է էլեկտրոդները մեկուսացնել տեղադրման վայրում, ինչպես ցույց է տրված Նկ. աջ կողմում։ Տունը փոխակրիչ չէ, սարքին միշտ կարելի է թույլ տալ, որ սառչի, որպեսզի մեկուսիչ թևերը չտաքանան։ Այս դիզայնը հնարավորություն կտա ձողերը պատրաստել ամուր և էժան պողպատե պրոֆեսիոնալ խողովակից, ինչպես նաև երկարացնել լարերը (մինչև 2,5 մ դա թույլատրելի է) և օգտագործել կոնտակտային եռակցման ատրճանակ կամ հեռակառավարվող տափակաբերան աքցան, տես Նկ. ստորև.
Նկ. աջ կողմում տեսանելի է կետային դիմադրության եռակցման էլեկտրոդների ևս մեկ առանձնահատկություն՝ գնդաձև շփման մակերես (գարշապարը): Հարթակրունկներն ավելի դիմացկուն են, այդ իսկ պատճառով դրանցով էլեկտրոդները լայնորեն կիրառվում են արդյունաբերության մեջ։ Բայց էլեկտրոդի հարթ գարշապարի տրամագիծը պետք է հավասար լինի եռակցվող հարակից նյութի հաստությանը 3 անգամ, հակառակ դեպքում ներթափանցման կետը կայրվի կամ կենտրոնում (լայն կրունկը), կամ եզրերի երկայնքով (նեղ գարշապարը): , և կոռոզիան կգնա եռակցված միացումից նույնիսկ չժանգոտվող պողպատի վրա:

Էլեկտրոդների մասին վերջին բանը նրանց նյութն ու չափերն են: Կարմիր պղինձը արագ այրվում է, ուստի դիմադրողական եռակցման համար գնված էլեկտրոդները պատրաստված են պղնձից՝ քրոմի հավելումով: Սրանք պետք է օգտագործվեն, պղնձի ներկայիս գներով սա ավելի քան արդարացված է։ Էլեկտրոդի տրամագիծը վերցվում է կախված դրա օգտագործման եղանակից՝ հիմնվելով 100-200 Ա/քմ հոսանքի խտության վրա: մմ Էլեկտրոդի երկարությունը ջերմության փոխանցման պայմաններում նրա տրամագծերի 3-ից ոչ պակաս է կրունկից մինչև արմատ (սրունքի սկիզբը)։
Ինչպես խթան հաղորդել
Իմպուլսային շփման եռակցման ամենապարզ տնական սարքերում ընթացիկ իմպուլսը տրվում է ձեռքով. նրանք պարզապես միացնում են եռակցման տրանսֆորմատորը: Սա, իհարկե, լավ չէ նրա համար, իսկ եռակցումը կա՛մ ներթափանցման բացակայություն է, կա՛մ այրվածք: Այնուամենայնիվ, այնքան էլ դժվար չէ ավտոմատացնել եռակցման իմպուլսների սնուցումն ու նորմալացումը։

Եռակցման իմպուլսային գեներատորի պարզ, բայց հուսալի և երկարաժամկետ պրակտիկայով ապացուցված դիագրամը տրված է Նկ. Օժանդակ տրանսֆորմատոր T1-ը 25-40 Վտ հզորության պայմանական ուժային տրանսֆորմատոր է: Փաթաթման լարումը II - ըստ հետևի լույսի լամպի: Փոխարենը կարող եք տեղադրել 2 լուսադիոդ, որոնք հակազուգահեռաբար միացված են 120-150 Օմ խամրող ռեզիստորով (նորմալ, 0,5 Վտ), ապա II լարումը կլինի 6 Վ։
Լարման III - 12-15 V. 24 հնարավոր է, ապա 40 Վ լարման համար անհրաժեշտ է C1 (սովորական էլեկտրոլիտիկ) կոնդենսատոր: V1-V4 և V5-V8 դիոդները ցանկացած ուղղիչ կամուրջ են համապատասխանաբար 1 և 12 Ա-ի համար: Տիրիստոր V9 - 12 և ավելի A 400 Վ-ի համար: Համակարգչային սնուցման աղբյուրներից կամ TO-12.5, TO-25 օպտոթիրիստորները հարմար են: Resistor R1-ը մետաղալարով պատված դիմադրություն է, որը կարգավորում է իմպուլսի տևողությունը։ Տրանսֆորմատոր T2 - զոդում:
Եռակցման մեքենան բավականին տարածված սարք է ինչպես մասնագետների, այնպես էլ տնային վարպետների շրջանում: Բայց կենցաղային օգտագործման համար երբեմն անիմաստ է թանկարժեք միավոր գնելը, քանի որ այն կօգտագործվի հազվադեպ դեպքերում, օրինակ, եթե ձեզ հարկավոր է խողովակ զոդել կամ ցանկապատել: Հետևաբար, ավելի խելամիտ կլինի ձեր սեփական ձեռքերով եռակցման մեքենա պատրաստել՝ դրա մեջ ներդնելով նվազագույն գումար:
Ցանկացած էլեկտրական եռակցման սարքի հիմնական մասը տրանսֆորմատորն է:Այս մասը կարելի է հեռացնել հին, անհարկի կենցաղային տեխնիկայից և դրանից պատրաստել տնական եռակցման մեքենա։ Բայց շատ դեպքերում տրանսֆորմատորը մի փոքր շտկելու կարիք ունի: Եռակցող սարք պատրաստելու մի քանի եղանակ կա, որը կարող է լինել և՛ ամենապարզը, և՛ ավելի բարդ, որոնք պահանջում են գիտելիքներ էլեկտրոնիկայի ոլորտում:
Մինի եռակցիչ պատրաստելու համար ձեզ հարկավոր է մի զույգ տրանսֆորմատոր՝ վերցված անհարկի միկրոալիքային վառարանից: Միկրոալիքային վառարան հեշտ է գտնել ընկերներից, ծանոթներից, հարեւաններից և այլն: Գլխավորն այն է, որ այն ունի 650-800 Վտ միջակայքում հզորություն, իսկ տրանսֆորմատորը գտնվում է լավ վիճակում։ Եթե վառարանը ունի ավելի հզոր տրանսֆորմատոր, ապա սարքը կստացվի ավելի բարձր ընթացիկ տեմպերով:
Այսպիսով, միկրոալիքային վառարանից հանված տրանսֆորմատորն ունի 2 ոլորուն՝ առաջնային (առաջնային) և երկրորդային (երկրորդային):

Վերավաճառքունի ավելի շատ պտույտներ և ավելի փոքր մետաղալարերի խաչմերուկ: Հետևաբար, որպեսզի տրանսֆորմատորը պիտանի դառնա եռակցման համար, այն պետք է հանվի և փոխարինվի ավելի մեծ խաչմերուկով հաղորդիչով: Այս ոլորուն տրանսֆորմատորից հեռացնելու համար այն պետք է կտրվի մասի երկու կողմերից՝ օգտագործելով մետաղական սղոց:

Դա պետք է արվի հատուկ խնամքով, որպեսզի պատահաբար չհարվածի առաջնային ոլորուն սղոցով:

Երբ կծիկը կտրված է, դրա մնացորդները պետք է հեռացվեն մագնիսական միացումից: Այս խնդիրը շատ ավելի հեշտ կլինի, եթե ոլորունները փորված են մետաղի սթրեսից ազատվելու համար:



Նույնը արեք մյուս տրանսֆորմատորի հետ: Արդյունքում դուք կունենաք 2 մաս՝ 220 Վ առաջնային ոլորունով:
Կարևոր! Հիշեք հեռացնել ընթացիկ շունտերը (ցուցադրված է ստորև նկարում գտնվող սլաքներով): Դա կբարձրացնի սարքի հզորությունը 30 տոկոսով։

Երկրորդականի արտադրության համար ձեզ հարկավոր է 11-12 մետր մետաղալար գնել: Այն պետք է խրված լինի և ունենա խաչաձեւ հատվածը ոչ պակաս, քան 6 քառակուսի.

Եռակցման մեքենա պատրաստելու համար յուրաքանչյուր տրանսֆորմատորի համար պետք է ոլորել 18 պտույտ (6 շարք բարձրությամբ և 3 շերտ հաստությամբ):


Երկու տրանսֆորմատորները կարող եք քամել մեկ մետաղալարով կամ առանձին: Երկրորդ դեպքում կծիկները պետք է միացնել շարքով.



Փաթաթումը պետք է կատարվի շատ սերտորեն, որպեսզի լարերը չկախվեն: Ավելին, առաջնային ոլորունները պետք է միացնել զուգահեռ.

Կտորները կարող են պտուտակվել փայտի մի փոքրիկ կտորի վրա, որպեսզի դրանք կապվեն:

Եթե դուք չափում եք լարումը տրանսֆորմատորի երկրորդականի վրա, ապա այս դեպքում այն կլինի 31-32 Վ:

Նման տնական եռակցման միջոցով 2 մմ հաստությամբ մետաղը հեշտությամբ եռակցվում է 2,5 մմ տրամագծով էլեկտրոդներով:



Պետք է հիշել, որ նման տնական ապարատը պետք է եփել հանգստի ընդմիջումներով, քանի որ դրա ոլորունները շատ տաք են։ Միջին հաշվով, յուրաքանչյուր օգտագործված էլեկտրոդից հետո սարքը պետք է սառչի 20-30 րոպե:
Միկրոալիքային վառարանից պատրաստված ագրեգատով հնարավոր չի լինի բարակ մետաղ պատրաստել, քանի որ այն կկտրի այն։Հոսանքը կարգավորելու համար եռակցողին կարելի է միացնել բալաստային ռեզիստոր կամ խեղդուկ: Ռեզիստորի դերը կարող է իրականացվել որոշակի երկարության պողպատե մետաղալարով (ընտրված փորձարարական եղանակով), որը միացված է ցածր լարման ոլորուն:
AC եռակցող
Սա մետաղի եռակցման մեքենայի ամենատարածված տեսակն է: Այն հեշտ է պատրաստել տանը, իսկ գործելը՝ ոչ հավակնոտ։ Բայց սարքի հիմնական թերությունն այն է իջնող տրանսֆորմատորի մեծ զանգված, որը միավորի հիմքն է։

Տնային օգտագործման համար բավական է, որ սարքը արտադրի 60 Վ լարում և կարողանա ապահովել 120-160 Ա հոսանք։ առաջնայինի համար, որին միացված է 220 Վ կենցաղային ցանցը, ձեզ հարկավոր կլինի 3 մմ 2-ից 4 մմ 2 խաչմերուկ ունեցող մետաղալար: Բայց իդեալական տարբերակը 7 մմ 2 խաչմերուկով դիրիժոր է: Նման խաչմերուկի դեպքում լարման անկումը և հնարավոր լրացուցիչ բեռները սարքի համար սարսափելի չեն լինի: Դրանից բխում է, որ երկրորդականին անհրաժեշտ է 3 մմ տրամագծով հաղորդիչ: Եթե վերցնենք ալյումինե հաղորդիչ, ապա պղնձի հաշվարկված խաչմերուկը բազմապատկվում է 1,6 գործակցով։ Երկրորդական բնակարանի համարառնվազն 25 մմ 2 խաչմերուկով պղնձի ձող է պահանջվում
Շատ կարևոր է, որ ոլորուն հաղորդիչը ծածկված լինի լաթի մեկուսացումով, քանի որ ավանդական PVC պատյանը հալվում է տաքանալիս, ինչը կարող է առաջացնել շրջադարձային կարճ միացում:
Եթե դուք չեք գտել անհրաժեշտ հատվածով մետաղալար, ապա կարող եք ինքներդ պատրաստեքմի քանի ավելի բարակ հաղորդիչներից: Բայց դա զգալիորեն կբարձրացնի մետաղալարերի հաստությունը և, համապատասխանաբար, միավորի չափերը:
Առաջին բանը, պատրաստված է տրանսֆորմատորի հիմքը՝ միջուկը... Պատրաստված է մետաղական թիթեղներից (տրանսֆորմատորային պողպատից): Այս թիթեղները պետք է ունենան 0,35-0,55 մմ հաստություն: Թիթեղները միացնող գամասեղները պետք է լավ մեկուսացված լինեն դրանցից։ Նախքան միջուկը հավաքելը, հաշվարկվում են դրա չափերը, այսինքն՝ «պատուհանի» չափերը և միջուկի լայնական հատվածը, այսպես կոչված, «միջուկը»: Տարածքը հաշվարկելու համար օգտագործեք բանաձևը. S cm 2 = a x b (տես ստորև նկարը):

Բայց պրակտիկայից հայտնի է, որ եթե դուք միջուկ եք պատրաստում 30 սմ 2-ից պակաս մակերեսով, ապա նման սարքին դժվար կլինի բարձրորակ կարել ձեռք բերել էներգիայի պահուստի բացակայության պատճառով: Եվ այն շատ արագ տաքանալու է։ Հետևաբար, միջուկի խաչմերուկը պետք է լինի առնվազն 50 սմ 2: Չնայած այն հանգամանքին, որ միավորի քաշը կավելանա, այն կդառնա ավելի հուսալի:
Միջուկի հավաքման համար ավելի լավ է օգտագործել L-ձևավորված ափսեներև տեղադրել դրանք, ինչպես ցույց է տրված հետևյալ նկարում, մինչև մասի հաստությունը հասնի ցանկալի արժեքին:

Հավաքման վերջում թիթեղները պետք է ամրացվեն (անկյուններում) պտուտակներով, ապա մաքրվեն ֆայլով և մեկուսացված լինեն գործվածքների մեկուսացման միջոցով:
Այժմ դուք կարող եք սկսել տրանսֆորմատորի ոլորուն.

Պետք է հաշվի առնել մեկ նրբերանգ՝ միջուկի պտույտների հարաբերակցությունը պետք է լինի 40%-ից 60%:Սա նշանակում է, որ այն կողմում, որտեղ գտնվում է առաջնայինը, պետք է լինեն ավելի քիչ պտույտներ երկրորդականից: Դրա շնորհիվ, եռակցման սկզբում, ավելի շատ պտույտներով ոլորուն մասամբ կկտրվի պտտվող հոսանքների առաջացման պատճառով: Դա կբարձրացնի ընթացիկ ուժը, ինչը դրականորեն կազդի կարի որակի վրա:
Երբ տրանսֆորմատորի ոլորումը ավարտված է, ցանցի մալուխը միացված է ընդհանուր մետաղալարին և 215 պտույտի ծորակին: Եռակցման մալուխները միացված են երկրորդական ոլորուն: Դրանից հետո կոնտակտային եռակցման մեքենան պատրաստ է աշխատանքի:
DC ապարատ
Չուգուն կամ չժանգոտվող պողպատից պատրաստելու համար անհրաժեշտ է DC սարք: Այն կարող է պատրաստվել սովորական տրանսֆորմատորային միավորից, եթե դրա երկրորդական ոլորուն միացնել ուղղիչը... Ստորև բերված է դիոդային կամուրջի եռակցման մեքենայի դիագրամ:

Դիոդային կամուրջով եռակցման մեքենայի դիագրամ
Ուղղիչը հավաքվում է D161 դիոդների վրա, որոնք կարող են դիմակայել 200A: Նրանք պետք է տեղադրվեն ռադիատորների վրա: Բացի այդ, հոսանքի ալիքը հավասարեցնելու համար ձեզ հարկավոր է 2 կոնդենսատոր (C1 և C2) 50 Վ և 1500 μF լարման: Այս միացման սխեման ունի նաև ընթացիկ կարգավորիչ, որի դերը խաղում է խեղդող L1-ը: Եռակցման մալուխները միացված են X5 և X4 կոնտակտներին (ուղիղ կամ հակադարձ բևեռականություն)՝ կախված միացվող մետաղի հաստությունից:
Ինվերտոր համակարգչի սնուցման աղբյուրից
Համակարգչային սնուցման սարքից անհնար է եռակցման մեքենա պատրաստել: Բայց միանգամայն հնարավոր է օգտագործել դրա պատյանը և որոշ մասեր, ինչպես նաև օդափոխիչը։ Այսպիսով, եթե դուք ձեր սեփական ձեռքերով ինվերտոր եք պատրաստում, ապա այն հեշտությամբ կարող է տեղադրվել համակարգչից էլեկտրամատակարարման միավորում: Բոլոր տրանզիստորները (IRG4PC50U) և դիոդները (KD2997A) պետք է տեղադրվեն ռադիատորների վրա առանց միջադիրների օգտագործման: Հովացման մասերի համար ցանկալի է օգտագործեք հզոր օդափոխիչինչպիսին է Thermaltake A2016-ը: Չնայած իր փոքր չափերին (80 x 80 մմ), հովացուցիչն ունակ է զարգացնել 4800 պտ/րոպ. Օդափոխիչն ունի նաև ներկառուցված արագության կարգավորիչ։ Վերջիններս կարգավորվում են ջերմակույտի միջոցով, որը պետք է ամրացվի տեղադրված դիոդներով ռադիատորի վրա։
Խորհուրդ. Խորհուրդ է տրվում մի քանի լրացուցիչ անցքեր փորել PSU-ի պատյանում՝ ավելի լավ օդափոխության և ջերմության ցրման համար: Տրանզիստորների ռադիատորների վրա տեղադրված գերտաքացումից պաշտպանությունը կազմաձևված է 70-72 աստիճան ջերմաստիճանում աշխատելու համար:
Ստորև բերված է եռակցման ինվերտորի սխեմատիկ էլեկտրական դիագրամ (բարձր լուծաչափով), ըստ որի կարող եք պատրաստել սարք, որը տեղավորվում է էլեկտրամատակարարման պատյանում:
Հետևյալ լուսանկարները ցույց են տալիս, թե ինչ բաղադրիչներից է բաղկացած տնական ինվերտորային եռակցման մեքենան և ինչպես է այն հավաքվելուց հետո:



Էլեկտրական շարժիչի եռակցող
Էլեկտրական շարժիչի ստատորից պարզ եռակցման մեքենա պատրաստելու համար անհրաժեշտ է ընտրել այն շարժիչը, որը համապատասխանում է որոշակի պահանջներին, այն է, որ դրա հզորությունը 7-ից 15 կՎտ է:
Խորհուրդ. Ավելի լավ է օգտագործել 2A սերիայի շարժիչ, քանի որ այն կունենա մեծ մագնիսական միացման պատուհան:
Դուք կարող եք ստանալ անհրաժեշտ ստատորը այն վայրերում, որտեղ ընդունվում է մետաղի ջարդոն: Որպես կանոն կմաքրվի լարերից ու մի երկու հարվածից հետո մուրճով պառակտվի։ Բայց եթե պատյանը պատրաստված է ալյումինից, ապա դրանից մագնիսական շղթան հեռացնելու համար, անհրաժեշտ է կռել ստատորը.
Նախապատրաստում աշխատանքի
Տեղադրեք ստատորը անցքով դեպի վեր և աղյուսներ տեղադրեք մասի տակ: Այնուհետև փայտը ծալեք ներսից և դրեք կրակի վրա: Մի քանի ժամ տապակելուց հետո մագնիսական միջուկը հեշտությամբ կբաժանվի պատյանից։ Եթե պատյանում լարեր կան, ապա դրանք կարող են հանվել նաև ակոսներից ջերմային մշակումից հետո: Արդյունքում դուք կստանաք մագնիսական միացում՝ մաքրված ավելորդ տարրերից։

Այս դատարկը լավ հետևում է թրջել յուղալաքովև թող չորանա: Գործընթացը արագացնելու համար կարող է օգտագործվել ջերմային ատրճանակ: Լաքով ներծծումն արվում է այնպես, որ ներդիրները հեռացնելուց հետո փաթեթը դուրս չթափվի։
Երբ բլանկը ամբողջովին չորանա, օգտագործելով սրճաղաց, հեռացնել քերծվածքներըդրված դրա վրա: Եթե կապերը չհեռացվեն, դրանք կգործեն որպես կարճ միացման պտույտներ և կվերցնեն տրանսֆորմատորի հզորությունը, ինչպես նաև կհանգեցնեն նրա տաքացմանը:
Մագնիսական շղթան ավելորդ մասերից մաքրելուց հետո ձեզ հարկավոր կլինի կատարել երկու վերջի ափսե(տես ստորև նկարը):

Դրանց արտադրության նյութը կարող է լինել կամ ստվարաթուղթ կամ սեղմված տախտակ: Այս նյութերից դուք նույնպես պետք է երկու թեւ պատրաստեք: Մեկը կլինի ներքին, մյուսը՝ արտաքին։ Հաջորդը, ձեզ հարկավոր է.
- տեղադրեք երկու ծայրի գլխարկները դատարկի վրա;
- ապա տեղադրեք (դրեք) բալոնները;
- փաթեթավորեք այս ամբողջ կառուցվածքը կիպերով կամ ապակե ժապավենով;
- Ստացված մասը թրջել լաքով և չորացնել։
Տրանսֆորմատորի պատրաստում
Վերոնշյալ քայլերը կատարելուց հետո մագնիսական շղթայից հնարավոր կլինի պատրաստել եռակցման տրանսֆորմատոր։ Այս նպատակների համար ձեզ հարկավոր է մետաղալար, որը ծածկված է գործվածքով կամ ապակե էմալով մեկուսիչով: Առաջնային ոլորուն փաթաթելու համար անհրաժեշտ է 2-2,5 մմ տրամագծով մետաղալար: Երկրորդական ոլորուն կպահանջվի մոտ 60 մետր պղնձե ավտոբուսի բար (8 x 4 մմ):
Այսպիսով, հաշվարկները կատարվում են հետևյալ կերպ.
- Առնվազն 1,5 մմ տրամագծով մետաղալարերի քսան պտույտ պետք է փաթաթվի միջուկի վրա, որից հետո դրա վրա պետք է կիրառվի 12 Վ լարում։
- Չափել այս ոլորուն հոսող հոսանքը: Արժեքը պետք է լինի մոտ 2 Ա: Եթե արժեքը պահանջվողից մեծ է, ապա պտույտների թիվը պետք է ավելացվի, եթե արժեքը 2 Ա-ից փոքր է, ապա նվազի:
- Հաշվեք ստացված պտույտների քանակը և բաժանեք այն 12-ի: Արդյունքում ստացվում է մի արժեք, որը ցույց է տալիս, թե քանի պտույտ է անհրաժեշտ 1 Վ լարման համար:
Առաջնային ոլորման համարհարմար է 2,36 մմ տրամագծով հաղորդիչ, որը պետք է կիսով չափ ծալել: Սկզբունքորեն, դուք կարող եք վերցնել 1,5-2,5 մմ տրամագծով ցանկացած մետաղալար: Բայց նախ պետք է հաշվարկել հանգույցի հաղորդիչների խաչմերուկը: Նախ պետք է փաթաթել առաջնային ոլորուն (220 Վ), իսկ հետո՝ երկրորդականը: Դրա մետաղալարը պետք է մեկուսացված լինի ամբողջ երկարությամբ:
Եթե դուք թակել եք երկրորդական ոլորուն այն հատվածում, որտեղ ստացվում է 13 Վ և տեղադրեք դիոդային կամուրջ, ապա այս տրանսֆորմատորը կարող է օգտագործվել մարտկոցի փոխարեն, եթե ցանկանում եք գործարկել մեքենան: Եռակցման համար երկրորդական ոլորուն լարումը պետք է լինի 60-70 Վ-ի սահմաններում, ինչը թույլ կտա օգտագործել 3-ից 5 մմ տրամագծով էլեկտրոդներ:
Եթե դուք երկու ոլորուն էլ եք դրել, և այս դիզայնում ազատ տեղ կա, ապա կարող եք ավելացնել պղնձե ավտոբուսի 4 պտույտ (40 x 5 մմ): Այս դեպքում դուք կստանաք կետային եռակցման կծիկ, որը թույլ է տալիս միացնել մետաղական թիթեղը մինչև 1,5 մմ հաստությամբ:
Համար գործի պատրաստումմետաղի օգտագործումը խորհուրդ չի տրվում: Ավելի լավ է այն պատրաստել PCB-ից կամ պլաստիկից։ Այն վայրերում, որտեղ կծիկը կցված է պատյանին, անհրաժեշտ է դնել ռետինե միջադիրներ՝ թրթռումը նվազեցնելու և հաղորդիչ նյութերից ավելի լավ մեկուսացման համար:

Տնական տեղում եռակցման մեքենա
Կետային եռակցման պատրաստի սարքը բավականին բարձր գին ունի, ինչը չի արդարացնում դրա ներքին «լցոնումը»։ Դա դասավորված է շատ պարզ, և դժվար չի լինի այն ինքներդ պատրաստել։

Ինքներդ տեղում եռակցման մեքենա պատրաստելու համար ձեզ անհրաժեշտ է միկրոալիքային տրանսֆորմատոր 700-800 վտ հզորությամբ։Անհրաժեշտ է դրանից հեռացնել երկրորդական ոլորուն վերը նկարագրված եղանակով, այն հատվածում, որտեղ դիտարկվել է միկրոալիքային վառարանից եռակցման մեքենայի արտադրությունը:
Կետային եռակցիչը պատրաստվում է հետևյալ կերպ.
- Առնվազն 1 սմ հաղորդիչի տրամագծով մալուխով 2-3 պտույտ կատարեք մանիտի հաղորդիչի ներսում: Սա կլինի երկրորդական ոլորուն, որը թույլ է տալիս ստանալ 1000 Ա հոսանք:

- Մալուխի ծայրերում խորհուրդ է տրվում տեղադրել պղնձե կեռիկներ:

- Եթե առաջնային ոլորուն միացնենք 220 Վ, ապա երկրորդային ոլորուն վրա 2 Վ լարում ենք ստանում մոտ 800 Ա հոսանքով։ Դա բավական կլինի սովորական մեխը մի քանի վայրկյանում հալեցնելու համար։

- Որին հաջորդում է սարքի համար պատյան պատրաստել... Հիմքի համար լավ է աշխատում փայտե տախտակը, որից պետք է պատրաստվեն մի քանի տարրեր, ինչպես ցույց է տրված հետևյալ նկարում։ Բոլոր մասերի չափերը կարող են լինել կամայական և կախված տրանսֆորմատորի չափերից:


- Պահարանին ավելի էսթետիկ տեսք տալու համար սուր անկյունները կարելի է հեռացնել՝ օգտագործելով ձեռքի երթուղիչ, որի վրա տեղադրված է եզրագծային կտրիչ:


- Եռակցման ատրճանակի մի մասում, կտրեց մի փոքր սեպ... Նրա շնորհիվ տիզերը կկարողանան ավելի բարձրանալ։


- Կտրեք անջատիչի և սնուցման մալուխի անցքերը գործի հետևի մասում:

- Երբ բոլոր մասերը պատրաստ լինեն և ավազով քսվեն, դրանք կարելի է ներկել սև կամ լաքապատել։

- Ավելորդ միկրոալիքային վառարանից դուք պետք է անջատեք հոսանքի մալուխը և սահմանային անջատիչը: Ձեզ նույնպես անհրաժեշտ կլինի դռան մետաղյա բռնակ։


- Եթե ձեր տանը չկա անջատիչ և պղնձե ձող, ինչպես նաև պղնձե սեղմիչներ, ապա այդ մասերը պետք է գնել:

- Պղնձե մետաղալարից կտրեք 2 փոքր ձողեր, որոնք կգործեն որպես էլեկտրոդներ և ամրացրեք դրանք սեղմակների մեջ։


- Պտուտակեք անջատիչը սարքի հետևի մասում:
- Պտուտակեք հետևի պատը և 2 սյունը հիմքի վրա, ինչպես ցույց է տրված հետևյալ լուսանկարներում:


- Տրանսֆորմատորը ամրացրեք հիմքին:

- Ավելին, մեկ ցանցի լարը միացված է տրանսֆորմատորի առաջնային ոլորուն: Երկրորդ ցանցի լարը միացված է անջատիչի առաջին տերմինալին: Այնուհետև անհրաժեշտ է մետաղալարը միացնել անջատիչի երկրորդ տերմինալին և միացնել այն առաջնայինի մյուս տերմինալին: Բայց այս մետաղալարի վրա պետք է ընդմիջում անել և տեղադրել դրա մեջ անջատիչը հեռացվել է միկրոալիքային վառարանից... Այն կգործի որպես կոճակ՝ եռակցումը միացնելու համար։ Այս մետաղալարերը պետք է բավականաչափ երկար լինեն սեղմիչի վերջում գտնվող անջատիչը տեղադրելու համար:
- Մեքենայի կափարիչը ամրացրեք ուղղաձիգներին և հետևի պատին ամրացված բռնակով:

- Ապահովեք գործի կողային պատերը:

- Եռակցման ատրճանակն այժմ կարող է տեղադրվել: Նախ, դրանց ծայրերը փորեք այն անցքի երկայնքով, որի մեջ կպտտվեն պտուտակները:

- Հաջորդը, միացրեք անջատիչը մինչև վերջ:

- Տափակաբերան աքցանը տեղադրեք պատյանի մեջ՝ դրանց միջև դնելով քառակուսի բլոկ՝ հարթեցնելու համար: Տափակաբերան աքցանների վրա անցքեր փորեք կողային պատերի միջով և երկար եղունգներ մտցրեք դրանց մեջ, որպեսզի ծառայեն որպես առանցք:


- Տափակաբերան աքցանների ծայրերին ամրացրեք պղնձե էլեկտրոդներ և հավասարեցրեք դրանք այնպես, որ ձողերի ծայրերը միմյանց հակառակ լինեն:


- Որպեսզի վերին էլեկտրոդը ինքնաբերաբար բարձրանա, պտուտակեք 2 պտուտակ և դրանց վրա ամրացրեք առաձգական ժապավեն, ինչպես ցույց է տրված հետևյալ լուսանկարում:


- Միացրեք միավորը, միացրեք էլեկտրոդները և սեղմեք մեկնարկի կոճակը: Դուք պետք է տեսնեք էլեկտրական լիցքաթափում պղնձե ձողերի միջև:

- Միավորի աշխատանքը ստուգելու համար դուք կարող եք մետաղական լվացքի մեքենաներ վերցնել և զոդել դրանք:


Այս դեպքում արդյունքը դրական էր։ Հետեւաբար, կետային եռակցման մեքենայի ստեղծումը կարելի է համարել ավարտված:
Եթե ունեք անհրաժեշտ փականագործ և էլեկտրական տեղադրման գործիքներ (ներքևում մանրամասն կպատմենք դրանց մասին), և ունեք համապատասխան մասնագիտական հմտություններ, ապա. կարող ես պատրաստելինքնուրույն եռակցման տրանսֆորմատոր:
Ձեր ծախսերը, իհարկե, կլինեն, բայց անհամեմատ ավելի քիչ՝ համեմատած գործարանային արտադրության գաջեթի գնման հետ։ Բայց որքա՞ն հաճույք կստանաք տնական արտադրանք ստեղծելու ձեր սիրելի աշխատանքի ընթացքից: Իսկ հրճվանքը, էլեկտրական եռակցման հաջող մեկնարկի պահին, ընդհանրապես, ոչնչի հետ չի կարելի համեմատել։
Մենք ձեզ շատ օգտակար խորհուրդներ կտանք հոդվածում։ ընտրությամբ, հաշվարկով և արտադրությամբեռակցման տրանսֆորմատոր (այսուհետ՝ ST), որը կօգնի ձեզ օպտիմալացնել ծախսերը և խնայել ձեր բյուջեն։
Ձեր սեփական ձեռքերով ճիշտ պատրաստված սարքը ավելի վատ չէ, քան գործարանայինը:
Հոդվածում կխոսվի երկու տեսակի եռակցման տրանսֆորմատորների մասին. Եռակցման համար.
- աղեղ;
- Կապ.
DIY եռակցման տրանսֆորմատոր. այն, ինչ մեզ անհրաժեշտ է
Երկու տեսակի CT-ների արտադրության և հավաքման գործիքների և սարքավորումների շարքը նույնական է: Մեզ անհրաժեշտ է հետևյալը.
- էլեկտրական լարման ցուցիչ... Վերահսկել վերջինիս բացակայությունը էլեկտրական կոնտակտների վրա և դրանով իսկ ապահովել էլեկտրական աշխատանք կատարելիս անվտանգությունը.
- Անկյունային սրճաղաց(նա «բուլղարացի է», «հափշտակող մեքենա» և այլն) մի շարք սկավառակներով (կտրող, մանրացնել և այլն);
- էլեկտրական փորվածմետաղի և միջուկի փորվածքների հավաքածուով;
- փորձարկիչ կամ վոլտմետրփոփոխական հոսանք 400 Վ չափման սահմանաչափով;
- ցանկացած» գրագիր«. Այն օգտագործվում է մետաղի մակնշման ժամանակ;
- փականագործ սեղմակներ... «տեղում» նշելիս մասերը ամրացնելու համար;
- էլեկտրական գործիքների հավաքածու... Կոմպլեկտի հատուկ կազմը կախված է այն նյութերից, որոնք կօգտագործվեն CT-ի արտադրության մեջ: Ընդհանուր առմամբ, դա հետևյալն է.
- ամբողջական էլեկտրական զոդման երկաթ: Զոդումը կիրականացվի POS-40 զոդման միջոցով;
- պտուտակահաններ (տարբեր չափերի ուղիղ և Phillips բնիկով);
- բանալիներ:
- ընկույզ;
- գերի;
- վերջ;
- տափակաբերան աքցան, կողային կտրիչներ և այլն մեկուսացված բռնակներով;
- ֆայլերի հավաքածու.
Ավելի հարմար է բոլոր աշխատանքները փականագործի աշխատասեղանի վրա իրականացնել էլեկտրական մեկուսիչ ծածկով, որը հագեցած է փականագործի փոխանով:
CT-ների արտադրության համար պահանջվում են բաղադրիչներ և նյութեր, որոնք տարբերվում են միմյանցից՝ կախված տրանսֆորմատորի տեսակից: Ընդհանուր առմամբ, ձեզ հարկավոր է հետևյալը.
- պաշտպանիչ ծածկույթ... Պետք է ապահովի.
- պաշտպանություն էլեկտրական ցնցումներից;
- բացառել գաջեթի ներսում որևէ առարկայի հայտնվելու հնարավորությունը.
- մագնիսական միացում... Ապահովում է հզոր էլեկտրամագնիսական հոսք, որն առաջացնում է էլեկտրաշարժիչ ուժ (այսուհետ՝ EMF) ոլորուններում.
- մետաղալար և մետաղալար... Պահանջվում է ոլորունների տեղադրման համար;
- բոբիններ... Նրանց վրա փաթաթված են ոլորունները.
- տերմինալային բլոկներ... Հզոր տերմինալային բլոկ՝ սեղմակներով եռակցման լարերի համար, փոքր բլոկներ՝ միացումի միացման համար;
- անջատիչներ (անջատիչներ)... Եռակցման հոսանքի արժեքն ընտրելիս իրականացվում է ոլորունների հատվածների անջատումը.
- շրջադարձային մեկուսացման նյութ... Նվազեցնում է ոլորուն մեկուսացման էլեկտրական խզման հնարավորությունը.
- ամրացումներ (պտուտակներ, պտուտակներ, ընկույզներ, լվացքի մեքենաներ և այլն)... Դրանք անհրաժեշտ են հավաքման աշխատանքների ընթացքում գաջեթը տեղադրելու համար.
- մեկուսիչ ժապավեն(տիպ X / B):
ԿարևորՄեկուսիչ «PVC» ժապավենը չի կարող օգտագործվել, քանի որ տաքացնելիս այն քայքայվում է։
Տնական աղեղային եռակցման տրանսֆորմատոր
Նախքան CT-ի արտադրության հետագա աշխատանքներին անցնելը, դուք պետք է որոշեք, թե կոնկրետ ինչ եք ստեղծելու: Քեզ պետք է:
- ընտրել ապագա սարքի դիզայնը և էլեկտրական սխեմատիկ դիագրամը.
- կատարել էլեկտրական և, անհրաժեշտության դեպքում, դրա պարամետրերի կառուցողական հաշվարկ.
Դրանից հետո միայն պետք է ընտրել անհրաժեշտ սարքավորումները, նյութերը և անհրաժեշտության դեպքում պատրաստել հատուկ գործիք։
Ինչպես հաշվարկել եռակցման տրանսֆորմատորը: Սխեման
Հարցը, թե ինչպես կարելի է հաշվարկել ինքնաշեն եռակցման տրանսֆորմատորը, շատ կոնկրետ է, քանի որ այն չի համապատասխանում բնորոշ սխեմաներին և ընդհանուր ընդունված կանոններին: Բանն այն է, որ տնական արտադրանք պատրաստելիս դրանց բաղադրիչների պարամետրերը «ճշգրտվում» են արդեն հասանելի բաղադրիչներին (հիմնականում մագնիսական շղթայի համար): Ավելին, հաճախ է պատահում, որ.
- տրանսֆորմատորները չեն հավաքվում լավագույն տրանսֆորմատորային երկաթից.
- ոլորունները փաթաթված են սխալ մետաղալարով և շատ այլ բացասական գործոններով:
Արդյունքում, տնական արտադրանքը տաքանում և «բզզում» է (միջուկի թիթեղները թրթռում են ցանցի հաճախականությամբ՝ 50 Հց), բայց, միևնույն ժամանակ, նրանք «իրենց գործն են անում»՝ մետաղը զոդում են։
Ըստ միջուկների ձևի, առանձնանում են հետևյալ հիմնական տեսակների տրանսֆորմատորները.
- ձող;
- զրահապատ.
Նկարի բացատրություններ.
- ա - զրահապատ;
- բ - միջուկ:
Տրանսֆորմատորներ առանցքայինտեսակը՝ համեմատած տրանսֆորմատորների հետ զրահապատտեսակը, թույլատրեք բարձր հոսանքի խտություն ոլորուններում: Դրա շնորհիվ նրանք ունեն ավելի բարձր արդյունավետություն, բայց դրանց արտադրության աշխատանքային ինտենսիվությունը շատ ավելի բարձր է: Այնուամենայնիվ, դրանք ավելի հաճախ են օգտագործվում:
Ձողի միջուկի վրա օգտագործվում են նկարում ներկայացված ոլորման սխեմաները:
Նկարի բացատրություններ.
- ա - ցանցի ոլորուն միջուկի երկու կողմերում;
- բ - համապատասխան երկրորդական (եռակցման) ոլորուն, որը միացված է հակառակ զուգահեռ.
- գ - ցանցի ոլորուն միջուկի մի կողմում;
- դ - համապատասխան երկրորդական ոլորուն, որը միացված է հաջորդաբար:
Օրինակ, եկեք հաշվարկենք հավաքված CT-ն ըստ «c» - «g» սխեմայի։ Դրա երկրորդական ոլորուն բաղկացած է երկու հավասար մասերից (կես): Դրանք գտնվում են մագնիսական շղթայի հակառակ թևերի վրա և իրար հաջորդաբար միացված են։ Հաշվարկները բաղկացած են մագնիսական շղթայի տեսական և իրական չափսերի որոշման մեջ:
Մենք որոշվում ենք CT-ի հզորությամբ (երկրորդային ոլորուն հոսանքի արժեքով) հետևյալ նկատառումներից. Առօրյա կյանքում էլեկտրական եռակցման համար առավել հաճախ օգտագործվում են ծածկված էլեկտրոդներ Ø, մմ. 2, 3, 4: Մենք ընտրում ենք «ոսկե միջինը» ամենատարածվածի համար՝ 120 ... 130 Ա. CT-ի հզորությունը որոշվում է. բանաձեւը:
P = Uх.х. × Iw. × cos (φ) / η, որտեղ:
- Ուխ. - առանց բեռի լարման;
- Iw. - եռակցման հոսանք;
- φ-ը լարման և հոսանքի միջև փուլային անկյունն է: Մենք ընդունում ենք. cos (φ) = 0.8;
- η - արդյունավետություն. Տնական ST-ների համար՝ արդյունավետություն = 0,7:
Եթե դուք հաշվարկում եք մագնիսական շղթան ըստ տեղեկատուի, ապա դրա խաչմերուկը ընտրված հոսանքի համար կազմում է 28 քառ. Գործնականում նույն հզորության մագնիսական շղթայի խաչմերուկը կարող է տարբեր լինել միջակայքում՝ 25 ... 60 քառ.
Յուրաքանչյուր հատվածի համար անհրաժեշտ է որոշել (ըստ տեղեկատուի) առաջնային ոլորուն պտույտների քանակը ելքի վրա նշված հզորությունը ապահովելու համար: Մենք միայն նշում ենք, որ որքան մեծ է մագնիսական շղթայի (S) խաչմերուկի տարածքը, այնքան ավելի քիչ պտույտներ կպահանջվեն: Սա էական կետ է, քանի որ մեծ թվով պտույտներ կարող են չտեղավորվել մագնիսական շղթայի «պատուհանում»:
Հնարավոր է օգտագործել հին տրանսֆորմատորի մագնիսական միջուկը (օրինակ՝ միկրոալիքային վառարանից, իհարկե, որոշակի վերակառուցումից հետո՝ երկրորդական ոլորուն փոխարինում)։
Եթե դուք չունեք հին տրանսֆորմատոր, ապա դուք պետք է գնեք տրանսֆորմատորային երկաթ, որից կպատրաստեք CT միջուկը:
Նկարի բացատրություններ.
- a - L- ձեւավորված ափսեներ;
- բ - U-shaped ափսեներ;
- գ - տրանսֆորմատորային պողպատի շերտերից պատրաստված թիթեղներ.
- c և d - «պատուհանի» չափերը, սմ;
- S = a x b - միջուկի (լուծի) խաչմերուկի մակերեսը, քառ.
220 ... 240 Վ ցանցի մատակարարման լարման դեպքում առաջնային ոլորունների պտույտների քանակի հաշվարկը, մեր կողմից ընտրված եռակցման հոսանքները և մագնիսական շղթայի պարամետրերը կարող են կատարվել հետևյալ բանաձևերի համաձայն.
N1 = 7440 × U1 / (S-ից × I2): Մեկ ուսի վրա ոլորունների համար (ոլորունների կեսը միմյանց վրա, միացված շարքով);
N1 = 4960 × U1 / (S-ից × I2): Պտուտակները միմյանցից բաժանված են տարբեր ուսերի վրա:
Լեգենդ երկու բանաձևերում.
- U1 - էլեկտրամատակարարման լարում;
- N1-ը առաջնային ոլորուն շրջադարձերի թիվն է.
- Siz - մագնիսական շղթայի հատված (քառ. սմ);
- I2 - սահմանել երկրորդային եռակցման հոսանքը (A):
CT-ի երկրորդական ոլորման ելքային լարումը առանց բեռի ռեժիմում ինքնաշեն եռակցման տրանսֆորմատորների համար, որպես կանոն, գտնվում է 45 ... 50 Վ-ի սահմաններում: Օգտագործելով հետևյալ բանաձևը, կարող եք որոշել դրա պտույտների քանակը.
U1 / U2 = N1 / N2:
Եռակցման հոսանքի ուժի ընտրության հարմարության համար ոլորունների վրա կատարվում են թեքություններ:
Եռակցման տրանսֆորմատորի ոլորում և տեղադրում
Տրանսֆորմատորի առաջնային ոլորման համար օգտագործվում է բամբակյա կամ ապակեպլաստե մեկուսացման հատուկ ջերմակայուն պղնձե մետաղալար:
Հաշվի առնելով վերևում ընտրված հզորությունը, առաջնային ոլորունում էլեկտրական հոսանքը կարող է հասնել 25 Ա-ի: Այս նկատառումներից ելնելով, CT-ի առաջնային ոլորուն պետք է փաթաթել մետաղալարով, որն ունի ≥ 5 ... 6 քառ. Մմ Սա, ի թիվս այլ բաների, զգալիորեն կբարձրացնի CT-ի հուսալիությունը:
Երկրորդական ոլորուն պատրաստված է պղնձե մետաղալարով, որի խաչմերուկը կազմում է 30 ... 35 քառ. Առանձնահատուկ ուշադրություն պետք է դարձնել երկրորդական ոլորուն մետաղալարերի մեկուսացման ընտրությանը, քանի որ դրա միջով հոսում է եռակցման մեծ հոսանք: Այն պետք է լինի շատ հուսալի - հատուկ ուշադրություն պետք է դարձնել ջերմային դիմադրությանը:
Պտուտակները տեղադրելիս ուշադրություն դարձրեք հետևյալին.
- ոլորումը կատարվում է մեկ ուղղությամբ;
- Լրացուցիչ մեկուսացման մեկուսիչ շերտ (խորհուրդ է տրվում - բամբակ) դրվում է ոլորունների շարքերի միջև:
Հավաքված CT-ն պետք է տեղադրվի օդափոխման անցքերով պաշտպանիչ պատյանում:
Տեսանյութ
Տեսեք, թե ինչպես է իրականացվել սարքի հավաքման խնդիրը.
Ինքնուրույն կոնտակտային զոդում եռակցման տրանսֆորմատորից
Դիմադրության եռակցումը ստեղծում է մասերի եռակցված միացում դրանց վրա հետևյալ միաժամանակյա ազդեցության պատճառով.
- տաքացնելով նրանց շփման տարածքը դրա միջով անցնող էլեկտրական հոսանքով.
- սեղմող ուժ է կիրառվում հոդերի տարածքում:
Դիմադրության եռակցման երեք տեսակ կա.
- կետ;
- հետույք;
- կարել.
Մենք ձեզ կպատմենք ամենահայտնի տնական CT-ի մասին՝ կետային դիմադրության եռակցման համար (մյուս երկուսը պահանջում են շատ բարդ սարքավորումներ):
Նկարի բացատրություններ.
1 - էլեկտրոդներ, որոնք մատակարարում են եռակցման հոսանքը եռակցվող իրերով.
2 - եռակցված արտադրանքներ կողային միացմամբ;
3 - եռակցման տրանսֆորմատոր:
Դիմադրության եռակցման համար, կախված եռակցման ենթակա մասերի նյութերի հաստությունից և ջերմային հաղորդունակությունից, ընտրվում են դրա հիմնական պարամետրերի հետևյալ արժեքները.
- էլեկտրական լարումը հզորության մեջ (եռակցման միացում), V: 1 ... 10;
- Եռակցման հոսանքի արժեքը (եռակցման իմպուլսի ամպլիտուդիա), A՝ ≥ 1000;
- ջեռուցման ժամանակը (եռակցման հոսանքի իմպուլսի անցում), վրկ՝ 0,01… 3,0;
Բացի այդ, պետք է տրամադրվի հետևյալը.
- աննշան հալման գոտի;
- զգալի սեղմման ուժ, որը կիրառվում է եռակցման վրա:
Սխեման և հաշվարկ
CT դիմադրության եռակցման հաշվարկը կատարվում է նույն ալգորիթմի համաձայն, ինչ աղեղային եռակցման դեպքում (տես վերևում): Տեղեկատվական գրքույկից տվյալներ ընտրելիս (երկրորդային ոլորման հոսանքը և լարումը տվյալ հաստության մետաղի ընտրված դասի կետային եռակցման համար), պետք է հիշել, որ նման տրանսֆորմատորների համար երկրորդական ոլորուն ներկայիս ուժը հավասար է. 1000 ... 5000 պատվեր Ա.-ն ներկայացնում է հաստ մետաղալարի միայն մի քանի պտույտ (երբեմն մեկ): Հետևաբար, եռակցման հոսանքը կարգավորելու համար առաջարկվում է տրանսֆորմատորի առաջնային ոլորման հետևյալ սխեման:
Շատ հաճախ, տնական արտադրանքի օգտագործման գործընթացում պարզվում է, որ բավարար ST հզորություն չկա: Այս դեպքում հնարավոր է միացնել երկրորդ տրանսֆորմատորը առաջարկվող սխեմայի համաձայն:
Փաթաթում և տեղադրում
Այս գործողությունները կատարվում են նույն հիմնական կանոնների համաձայն և պահանջներին համապատասխան, ինչպես ST աղեղային եռակցման համար: Հատուկ խնամքով, երկրորդական ոլորման պտույտները պետք է ապահովված լինեն: Դա անելու համար դուք կարող եք օգտագործել դրա լարերը՝ դրանք անցնելով ջերմակայուն մեկուսիչի մեջ:
Որպես էլեկտրոդներ օգտագործվում են պղնձե ձողեր։
Պետք է հաշվի առնելոր որքան մեծ է էլեկտրոդի տրամագիծը, այնքան լավ: Ոչ մի դեպքում էլեկտրոդի տրամագիծը չպետք է պակաս լինի մետաղալարերի տրամագծից: Ցածր էներգիայի ST-ների համար հնարավոր է օգտագործել հզոր զոդման արդուկների հուշումներ:
Գործողության ընթացքում վերահսկեք սպառվող նյութերի վիճակը. էլեկտրոդները պետք է պարբերաբար սրվեն, հակառակ դեպքում նրանք կորցնում են իրենց ձևը: Ժամանակի ընթացքում դրանք ամբողջությամբ մանրացված են և փոխարինման կարիք ունեն։
:- եռակցողը պետք է կանգնի ռետինե գորգի վրա.
- աշխատողը պետք է կրի ռետինե ձեռնոցներ.
- Եռակցման դիմակը պարտադիր չէ, սակայն դեմքին պետք է կրել պաշտպանիչ ակնոցներ:
եզրակացություններ
Մենք ձեզ բավական տեղեկատվություն ենք տվել տնական եռակցման տրանսֆորմատոր պատրաստելու համար.
- աղեղային զոդում;
- կոնտակտային զոդում.
Տանը պարզ և փոքրածավալ եռակցում կատարելիս բոլորը կարող են հավաքվել:
Հավաքելու համար պետք չէ մեծ գումար, ջանք ու ժամանակ ծախսել: Բացի այդ, նման սարքավորումների անհիմն թանկ մոդելներ ձեռք բերելու կարիք չկա:
Իմպրովիզացված միջոցներից, առանց հատուկ ֆինանսական ծախսերի և ջանքերի, ձեր սեփական ձեռքերով մինի եռակցման մեքենա պատրաստելու համար անհրաժեշտ է հասկանալ, թե ինչպես է սարքավորումը գործում, որից հետո կարող եք սկսել այն արտադրել տանը:
Առաջին հերթին, արժե որոշել տնական եռակցման սարքավորումների պահանջվող ընթացիկ մատակարարման հզորությունը: Զանգվածային կառուցվածքի մասերի միացումը պահանջում է ավելի մեծ հոսանքի ինտենսիվություն, իսկ բարակ մետաղական մակերեսներով եռակցման աշխատանքները նվազագույն են:
Ընթացիկ արժեքը կապված է ընտրված էլեկտրոդների հետ, որոնք պետք է օգտագործվեն գործընթացում: Մինչև 5 միլիմետր եռակցման արտադրանքները պետք է օգտագործվեն մինչև 4 միլիմետր ձողեր, իսկ 2 միլիմետր հաստությամբ կառույցում ձողերը պետք է լինեն 1,5 միլիմետր։
4 միլիմետր էլեկտրոդներ օգտագործելիս հոսանքի ուժը կարգավորվում է մինչև 200 ամպեր, 3 միլիմետրում՝ մինչև 140 ամպեր, 2 միլիմետրում՝ մինչև 70 ամպեր, իսկ ամենափոքրը՝ մինչև 1,5 միլիմետրը՝ մինչև 40 ամպեր։
Եռակցման գործընթացի համար դուք ինքներդ կարող եք աղեղ ձևավորել՝ օգտագործելով ցանցի լարումը, որը ստացվում է տրանսֆորմատորի աշխատանքի շնորհիվ։
Այս սարքավորումների հավաքածուն ներառում է.
- մագնիսական միացում;
- ոլորուն - առաջնային և երկրորդական:
Նաև տրանսֆորմատորը կարող է պատրաստվել ինքնուրույն: Մագնիսական միջուկի համար օգտագործվում են պողպատե թիթեղներ կամ այլ ամուր նյութ: Պտուտակները անհրաժեշտ են ուղղակիորեն եռակցման աշխատանքներ իրականացնելու և եռակցման միավորը 220 վոլտ ցանցին միացնելու համար:
![]()
Տրանսֆորմատոր եռակցման համար.
Մասնագիտացված սարքավորումներն ունեն լրացուցիչ սարքեր, որոնք բարձրացնում են աղեղի որակը և հզորությունը, ինչը հնարավորություն է տալիս ինքնուրույն կարգավորել ընթացիկ ուժը:
Դուք չպետք է բավականաչափ խորանաք այս թեմայի մեջ, քանի որ ձեր սեփական ձեռքերով եռակցման մեքենա հավաքելու ամենահեշտ ձևերից մեկն է:
Դրա առանձնահատկությունը փոխարինող հոսանքով աշխատանքն է, որն ապահովում է բարձրորակ կարի կատարումը մետաղական մակերեսների եռակցման ժամանակ։ Նման սարքավորումները կարող են հաղթահարել ցանկացած կենցաղային աշխատանք, որտեղ անհրաժեշտ է զոդել մետաղական կամ պողպատե կառույցներ:
Այն պատրաստելու համար անհրաժեշտ է պատրաստել.
- Մի քանի մետր հաստ մալուխ:
- Նյութ միջուկի համար, որը տեղակայվելու է տրանսֆորմատորում:
Նյութը ինքնին պետք է ունենա մագնիսացման միջոցով թափանցելիության բարձրացում:
Լավագույն տարբերակն այն է, երբ ձողաձև միջուկն ունի «P» տառը: Որոշ դեպքերում թույլատրվում է օգտագործել այս մասը ավելի փոփոխված ձևով, օրինակ՝ վնասված էլեկտրական շարժիչից պատրաստված կլոր ստատոր։
![]()
Եռակցման տրանսֆորմատորի սարքի դիագրամ.
Այնուամենայնիվ, հարկ է նշել, որ նման ձևի վրա ոլորուն փաթաթելը ավելի դժվար է: Լավագույնն այն է, երբ կենցաղային նպատակներով օգտագործվող դասական DIY եռակցման սարքավորումների միջուկի խաչմերուկը մոտ 50 սմ2 է:
Որպեսզի սարքավորումն ունենա հասանելի քաշ, անհրաժեշտ չէ մեծացնել հատույթը ծավալով, սակայն տեխնիկական ազդեցությունը չի լինի ամենաբարձր մակարդակի վրա։ Եթե խաչմերուկի տարածքը չի համապատասխանում ձեզ, ապա դուք կարող եք հաշվարկել այն ինքներդ, օգտագործելով հատուկ սխեմաներ և բանաձևեր:
Առաջնային ոլորունը պետք է պատրաստված լինի պղնձե մետաղալարից, որը կունենա աճող բնութագրեր. ջերմային դիմադրություն, քանի որ կառուցվածքի շահագործման ընթացքում այս մասը շատ տաքանում է:
Նման հատվածը պետք է ունենա բամբակյա կամ ապակեպլաստե մեկուսացում: Ծայրահեղ դեպքերում հնարավոր է օգտագործել մեկուսացված ռետինե մետաղալար կամ ռետինե կտոր, բայց զգուշացեք PVC ոլորունից:
Մեկուսացումը կատարվում է նաև ձեռքով, օգտագործելով բամբակ կամ ապակեպլաստե, ավելի ճիշտ՝ դրա մասեր՝ 2 սմ լայնությամբ։ Այս կտորների շնորհիվ հնարավոր կլինի փաթաթել մետաղալարը, ապա թրջել էլեկտրական նպատակներով ցանկացած լաքով։ Այս մեկուսացումը չի գերտաքանա կանոնավոր շահագործումից հետո:
Վերոնշյալ հաշվարկների նման, հնարավոր կլինի հաշվարկել, թե ոլորունի որ հատվածային տարածքը `առաջնային և երկրորդական, կլինի առավել օպտիմալ: Հաճախ երկրորդական ոլորուն ունի մոտ 30 մմ2 տարածք, իսկ առաջնայինը մինչև 7 մմ 2, օգտագործելով 4 մմ տրամագծով ձող:
Բացի այդ, պարզ ձևով դուք պետք է որոշեք, թե որքան է ձգվելու պղնձե մետաղալարերի մի կտորը և քանի պտույտ կպահանջվի երկու ոլորուն փաթաթելու համար: Դրանից հետո պարույրները փաթաթվում են, և շրջանակը պատրաստվում է մագնիսական շղթայի երկրաչափական պարամետրերով:
Հիմնական բանը համոզվելն է, որ մագնիսական միացում դնելիս դժվարություններ չկան: Առաջին հերթին անհրաժեշտ է ընտրել միջուկի ճիշտ չափը։ Ավելի լավ է այն պատրաստել էլեկտրական ստվարաթղթի կամ տեքստոլիտի օգնությամբ։
Օգտագործելով նույն անալոգը, հնարավոր կլինի պատրաստել փոքր մասերի եռակցման կառուցվածք: Տան համար կարող եք օգտագործել փոքրիկ «մինի» եռակցման մեքենա:
Եռակցման մեքենաների արտադրություն
Այսօր գրեթե անհնար է և բավականին դժվար է մետաղը զոդել կամ պատշաճ կերպով մշակել առանց եռակցման սարքավորումների օգտագործման: Ինքնուրույն եռակցման մեքենա պատրաստելուց հետո կարող եք ցանկացած աշխատանք կատարել մետաղական արտադրանքի հետ:

Տրանսֆորմատորային միացում առանձին խեղդուկով:
Որակյալ միավոր պատրաստելու համար դուք պետք է ունենաք գիտելիքներ և հմտություններ, որոնք կօգնեն ձեզ հասկանալ DC կամ AC եռակցման մեքենայի սխեման, որոնք սարքավորումներ հավաքելու երկու տարբերակ են:
Տնային օգտագործման համար ավելի լավ է սովորել, թե ինչպես կատարել մինի զոդում:
Ավելի հարմար է վարպետ զանգահարել կամ գնել պատրաստի միավոր, բայց երբեմն դա չափազանց թանկ է, քանի որ բավականին դժվար է որոշել եռակցման մեքենայի մեկ վոլտների քանակը տարբեր պարամետրերի համար մոդել ընտրելու համար, ինչպիսիք են զանգվածը: եռակցման մեքենա.
Եռակցման մեքենաների մի քանի տեսակներ կան՝ AC, DC, եռաֆազ կամ ինվերտոր: Ընտրանքներից մեկը ընտրելու և հավաքելը սկսելու համար անհրաժեշտ է դիտարկել առաջին 2 տեսակների յուրաքանչյուր սխեման: Նախապատրաստական գործընթացում անհրաժեշտ է ուշադրություն դարձնել լարման կայունացուցիչին:
AC
Տնական եռակցման մեքենաներ պատրաստելու համար անհրաժեշտ է ընտրել լարման ցուցիչ, լավագույնը 60 վոլտ է, հոսանքը լավագույնս կարգավորվում է 120-ից մինչև 160 ամպեր:
Դուք կարող եք ինքնուրույն որոշել տրանսֆորմատորի առաջնային ոլորուն պատրաստելու համար անհրաժեշտ մետաղալարերի խաչմերուկի արժեքը, որը պետք է միացված լինի 220 վոլտ ցանցին:
Խաչմերուկի տարածքի պարամետրերը չպետք է լինեն 7 մմ2-ից ավելի, քանի որ հարկ է նշել հնարավոր լարման անկումը և հնարավոր լրացուցիչ բեռը:
Հաշվարկների հիման վրա առաջնային ոլորուն պղնձի միջուկի տրամագծի օպտիմալ չափը, որը նվազեցնում է մեխանիզմի գործողությունը, 3 միլիմետր է: Լարերի համար ալյումին ընտրելիս խաչմերուկը բազմապատկվում է 1,6 արժեքով:
Հարկ է նշել, որ լարերը պետք է փաթաթել կտորով, քանի որ դրանք պետք է մեկուսացված լինեն: Փաստն այն է, որ ջերմաստիճանի բարձրացման դեպքում մետաղալարը կարող է հալվել և կարճ միացում է առաջանում:
Պահանջվող մետաղալարի բացակայության դեպքում այն հնարավոր է փոխարինել մի փոքր ավելի բարակ հաղորդիչով՝ զույգերով ոլորելով։ Այնուամենայնիվ, պետք է հիշել, որ ոլորման հաստությունը կավելանա, ինչի պատճառով եռակցման սարքավորումների չափերը մեծ կլինեն: Երկրորդային ոլորուն տակ օգտագործվում է հաստ մետաղալար՝ մեծ քանակությամբ պղնձե հաղորդիչներով։
DC

Ուղղակի հոսանքի եռակցիչի էլեկտրական միացում:
Որոշ եռակցման մեքենաներ աշխատում են ուղղակի հոսանքով: Այս միավորի շնորհիվ չուգուն և չժանգոտվող պողպատից կոնստրուկցիաները կարող են զոդվել:
Սեփական ձեռքերով DC եռակցման մեքենա ստեղծելու համար կարող է տևել ոչ ավելի, քան կես ժամ: Տնական արտադրանքը փոփոխական հոսանքով փոխակերպելու համար անհրաժեշտ է, որ միացվի երկրորդական ոլորուն, որը հավաքվում է դիոդի վրա։
Իր հերթին, դիոդը պետք է կարողանա հաղթահարել 200 ամպեր և լավ սառչել: Ընթացիկ արժեքը կրճատելու համար կարող եք օգտագործել կոնդենսատորներ, որոնք ունեն որոշակի բնութագրեր և լարման առանձնահատկություններ: Դրանից հետո միավորը հաջորդաբար հավաքվում է ըստ սխեմայի:
Հոսանքը կարգավորելու համար օգտագործվում են խեղդուկներ, իսկ ամրակը ամրացնելու համար՝ կոնտակտները: Լրացուցիչ մասերը օգտագործվում են արտաքին կրիչից եռակցման տեղ հոսանք փոխանցելու համար:
Եռակցման մեքենան իր նպատակային նպատակներով գործարկելու համար անհրաժեշտ է, առաջին հերթին, էլեկտրական աղեղը բռնկել: Այս գործընթացը հեշտ է և իրականացվում է հետևյալ գործողություններով. էլեկտրոդի ծայրը մետաղական ծածկույթի կողքից բերել որոշակի թեքության և հարվածել կառուցվածքի մակերևույթի երկայնքով:
Եթե գործողությունը կատարվում է ճիշտ և հաջողությամբ, տեղի է ունենում փոքրիկ բռնկում, և նյութը հալվում է, որից հետո անհրաժեշտ տարրերը կարող են զոդվել:
Ձեր սեփական ձեռքերով մինի եռակցման մեքենա պատրաստելիս դուք պետք է առաջնորդվեք դրա հետ աշխատելու առաջարկություններով: Տարրերը եռակցելու համար հարկավոր է ձողը պահել այնպիսի դիրքում, որ այն գտնվում է եռակցվող մասերից միմյանցից որոշակի հեռավորության վրա։ Այս հեռավորությունը կարող է հավասար լինել ընտրված էլեկտրոդի խաչմերուկին:
Հաճախ այնպիսի մետաղ, ինչպիսին է ածխածնային պողպատը, միացվում է ուղիղ բևեռային հոսանքով: Այնուամենայնիվ, որոշ համաձուլվածքներ կարող են զոդվել միայն հակառակ ընթացիկ բևեռականությամբ: Բացի այդ, անհրաժեշտ է ուշադիր հետևել կարի որակին և կառուցվածքի հալմանը:

Պարզ եռակցման մեքենայի դիագրամ.
Արժե ընդգծել, որ առկա փոփոխական հոսանքը կարող է արդյունավետ և սահուն կարգավորվել: Հաճախ ոչ մի դժվարություն չի առաջանում միավորը պահանջվող պարամետրերին կարգավորելու հետ կապված:
Ընթացիկ ուժի փոքր ցուցիչով կարը դուրս կգա անորակ, բայց չպետք է ավելացված արժեք սահմանվի, քանի որ մակերեսը այրելու վտանգ կա:
Եթե անհրաժեշտ է զոդել փոքր հաստությամբ մակերեսներ, ապա ձողերը հարմար են 1-ից 3 միլիմետր չափերով, մինչդեռ ընթացիկ ուժը պետք է տատանվի 20-60 Ա. լինի 100 Ա:
Եռակցման գործընթացն ավարտելուց հետո, օգտագործելով տնական արտադրանք, անհրաժեշտ է զգուշորեն հեռացնել կշեռքը՝ թեթև շարժումներով, որը հայտնվում է կարի վրա, որից հետո այն մաքրվում է հատուկ խոզանակով։
Այս գործողության շնորհիվ դուք կկարողանաք պահպանել ձեր սարքի հաճելի էսթետիկ տեսքը։ Մի անհանգստացեք, եթե սարքավորումների մաքրումը շատ լավ չի աշխատի առաջին զույգերում: Այս հմտությունը ձեռք է բերվում փորձից և ենթակա է կառուցվածքի ճիշտ շահագործման բոլոր առաջարկություններին:
Արդյունք
Ամփոփելով՝ հարկ է նշել, որ DC եռակցման մեքենաները շատ ավելի հեշտ են հավաքվում, և դրանք նաև հարմար են աշխատել՝ իրենց ցածր հզորության պատճառով:
Նկար 1. Եռակցման մեքենայի համար կամրջի ուղղիչի դիագրամ:
Եռակցման մեքենաները հասանելի են DC և AC տարբերակներով:
Ս.Ա. ուղղակի հոսանքը օգտագործվում է բարակ թիթեղների ցածր հոսանքներով եռակցման ժամանակ (տանիքի պողպատ, ավտոմեքենա և այլն): DC աղեղը ավելի կայուն է, ուղղակի և հակադարձ բևեռականությունը կարող է զոդվել: Ուղիղ հոսանքի վրա կարելի է եռակցել էլեկտրոդային մետաղալարով առանց ծածկույթի և եռակցման համար նախատեսված էլեկտրոդներով՝ ինչպես ուղիղ, այնպես էլ փոփոխական հոսանքի վրա։ Ցածր հոսանքներում աղեղի այրմանը կայունություն տալու համար ցանկալի է ունենալ եռակցման ոլորուն Uxx բաց շղթայի լարման բարձրացում (մինչև 70 - 75 Վ): Փոփոխական հոսանքի ուղղման համար օգտագործվում են հովացման ռադիատորներով հզոր դիոդների վրա ամենապարզ «կամուրջ» ուղղիչները (նկ. 1):
Լարման ալիքները հարթելու համար Ս.Ա. Եվ դրանք միացված են էլեկտրոդի ամրակին L1 խցիկի միջոցով, որը իրենից ներկայացնում է պղնձե ավտոբուսի 10-15 պտույտների կծիկ՝ S = 35 մմ 2 խաչմերուկով վերք ցանկացած միջուկի վրա, օրինակ, ից: Եռակցման հոսանքի ուղղման և սահուն կարգավորման համար օգտագործվում են ավելի բարդ սխեմաներ՝ հզոր կառավարվող թրիստորների օգտագործմամբ։ T161 (T160) տիպի թրիստորների վրա հնարավոր սխեմաներից մեկը տրված է Ա.Չերնովի «Եվ լիցքավորվելու և թե եռակցելու» հոդվածում (Modelist-constructor, 1994, No. 9): DC կարգավորիչների առավելությունները դրանց բազմակողմանիությունն են: Նրանց կողմից լարման տատանումների միջակայքը 0,1-0,9 Uxx է, ինչը հնարավորություն է տալիս դրանք օգտագործել ոչ միայն եռակցման հոսանքի սահուն կարգավորման, այլև մարտկոցների լիցքավորման, էլեկտրական ջեռուցման տարրերի սնուցման և այլ նպատակներով:

Նկար 2. Եռակցման մեքենայի անկման արտաքին բնութագրերի դիագրամ:
Բրինձ. 1. Կամուրջի ուղղիչ եռակցման մեքենայի համար: Ցուցադրված է Ս.Ա.-ի միացումը: «հակադարձ» բևեռականության վրա բարակ թիթեղ եռակցելու համար - «+» էլեկտրոդի վրա, «-» եռակցվող աշխատանքային մասի վրա U2. - եռակցման մեքենայի ելքային փոփոխական լարումը.
Էլեկտրոդներով եռակցման համար օգտագործվում են AC եռակցման մեքենաներ, որոնց տրամագիծը 1,6 - 2 մմ-ից ավելի է, իսկ եռակցման ենթակա արտադրանքի հաստությունը՝ 1,5 մմ-ից ավելի։ Այս դեպքում եռակցման հոսանքը զգալի է (տասնյակ ամպեր), և աղեղը բավականին կայուն այրվում է: Օգտագործված էլեկտրոդները նախատեսված են միայն փոփոխական հոսանքի վրա եռակցման համար։ Եռակցման մեքենայի բնականոն աշխատանքի համար դուք պետք է.
- Ապահովեք ելքային լարումը աղեղի հուսալի բռնկման համար: Սիրողական Ս.Ա. Uxx = 60 - 65v. Խորհուրդ չի տրվում բաց շղթայի ավելի բարձր ելքային լարում, որը հիմնականում կապված է աշխատանքի անվտանգության ապահովման հետ (Uxx արդյունաբերական եռակցման մեքենաներ՝ մինչև 70 - 75 Վ):
- Ապահովել եռակցման լարման Uw, որն անհրաժեշտ է աղեղի կայուն այրման համար: Կախված էլեկտրոդի տրամագծից - Uw = 18 - 24v:
- Տրամադրեք անվանական եռակցման հոսանք Iw = (30 - 40) de, որտեղ Iw-ն եռակցման հոսանքի արժեքն է, A; 30 - 40 - գործակից, կախված էլեկտրոդի տեսակից և տրամագծից; դե - էլեկտրոդի տրամագիծը, մմ:
- Սահմանափակեք կարճ միացման հոսանքը Isc, որի արժեքը չպետք է գերազանցի եռակցման անվանական հոսանքը ավելի քան 30 - 35%:
Կայուն աղեղի այրումը հնարավոր է, եթե եռակցման մեքենան ունի ընկնող արտաքին բնութագիր, որը որոշում է հոսանքի և լարման հարաբերությունը եռակցման շղթայում (նկ. 2):
Ս.Ա. ցույց է տալիս, որ եռակցման հոսանքների տիրույթի կոպիտ (քայլ առ քայլ) համընկնման համար անհրաժեշտ է միացնել ինչպես առաջնային ոլորունները, այնպես էլ երկրորդականը (որը կառուցվածքային առումով ավելի բարդ է դրա մեջ հոսող մեծ հոսանքի պատճառով): Բացի այդ, ոլորունների տեղափոխման մեխանիկական սարքերը օգտագործվում են ընտրված միջակայքում եռակցման հոսանքը սահուն փոխելու համար: Ցանցի համեմատ եռակցման ոլորուն հեռացնելիս մագնիսական արտահոսքի հոսքերը մեծանում են, ինչը հանգեցնում է եռակցման հոսանքի նվազմանը:

Նկար 3. Ձողային տիպի մագնիսական շղթայի դիագրամ:
Սիրողական SA նախագծելիս չպետք է ձգտել ամբողջությամբ ծածկել եռակցման հոսանքների շրջանակը: Ցանկալի է առաջին փուլում հավաքել 2 - 4 մմ տրամագծով էլեկտրոդների հետ աշխատելու համար եռակցման մեքենա, իսկ երկրորդ փուլում, եթե անհրաժեշտ է աշխատել ցածր եռակցման հոսանքներով, այն լրացնել առանձին ուղղիչ սարքով։ եռակցման հոսանքի սահուն կարգավորմամբ։ Սիրողական եռակցման մեքենաները պետք է համապատասխանեն մի շարք պահանջների, որոնցից հիմնականներն են. հարաբերական կոմպակտություն և ցածր քաշ; շահագործման բավարար տեւողություն (առնվազն 5 - 7 էլեկտրոդ de = 3 - 4 մմ) 220 Վ ցանցից:
Սարքի քաշը և չափերը կարող են կրճատվել դրա հզորության նվազման և շահագործման տևողության ավելացման պատճառով `բարձր մագնիսական թափանցելիությամբ պողպատի օգտագործման և ոլորուն լարերի ջերմակայուն մեկուսացման պատճառով: Այս պահանջները հեշտ է կատարել՝ իմանալով եռակցման մեքենաների նախագծման հիմունքները և հավատարիմ մնալով դրանց արտադրության առաջարկվող տեխնոլոգիաներին:
Բրինձ. 2. Եռակցման մեքենայի անկման արտաքին բնութագիրը. 1 - եռակցման տարբեր միջակայքերի բնութագրերի ընտանիք; Isv2, Isvz, Isv4 - համապատասխանաբար 2, 3 և 4 մմ տրամագծով էլեկտրոդների եռակցման հոսանքների միջակայքեր; Uxx- բաց շղթայի լարման CA: Ikz - կարճ միացման հոսանք; Ucv - եռակցման լարման միջակայք (18 - 24 Վ):
Բրինձ. 3. Ձողային տիպի մագնիսական միացում՝ ա - L-ձևավորված թիթեղներ; բ - U-shaped ափսեներ; գ - տրանսֆորմատորային պողպատի շերտերից պատրաստված թիթեղներ. S = axb- միջուկի խաչմերուկի տարածքը (միջուկը), սմ 2 վրկ, d- պատուհանի չափերը, տես.
Այսպիսով, միջուկի տեսակի ընտրությունը: Եռակցման մեքենաների արտադրության համար հիմնականում օգտագործվում են ձողային տիպի մագնիսական միջուկներ, քանի որ դրանք տեխնոլոգիապես ավելի առաջադեմ են դիզայնի մեջ: Միջուկը հավաքվում է 0,35-0,55 մմ հաստությամբ ցանկացած կոնֆիգուրացիայի էլեկտրական պողպատի թիթեղներից, սեղմված միջուկից մեկուսացված կապումներով (նկ. 3): Միջուկ ընտրելիս անհրաժեշտ է հաշվի առնել «պատուհանի» չափսերը, որպեսզի տեղավորվեն եռակցման մեքենայի ոլորունները, և միջուկի (միջուկի) խաչմերուկի տարածքը S = axb, սմ 2: Ինչպես ցույց է տալիս պրակտիկան, չպետք է ընտրել S = 25 - 35 սմ նվազագույն արժեքները, քանի որ եռակցման մեքենան չի ունենա պահանջվող էներգիայի պահուստ, և դժվար կլինի բարձրորակ եռակցում ստանալ: Իսկ եռակցման մեքենայի գերտաքացումը կարճ ժամանակ անց նույնպես անխուսափելի է։

Նկար 4. Տորոիդային տիպի մագնիսական շղթայի դիագրամ:
Միջուկի հատվածը պետք է լինի S = 45 - 55 սմ 2: Եռակցման մեքենան մի փոքր ավելի ծանր կլինի, բայց դա ձեզ թույլ չի տա: Թորոիդային միջուկներով սիրողական եռակցման մեքենաները, որոնք ունեն ավելի բարձր էլեկտրական բնութագրեր, մոտ 4-5 անգամ գերազանցում են ձողայինից, դառնում են ավելի տարածված, իսկ էլեկտրական կորուստները՝ փոքր։ Դրանց արտադրության համար աշխատուժի ծախսերն ավելի զգալի են և հիմնականում կապված են ոլորունների տեղադրման և բուն ոլորման բարդության հետ:
Սակայն ճիշտ մոտեցման դեպքում լավ արդյունքներ են տալիս։ Միջուկները պատրաստված են ժապավենային տրանսֆորմատորային երկաթից՝ գլորված տորուսաձև գլանափաթեթի մեջ։ Օրինակ՝ «Լաթր» ավտոտրանսֆորմատորից պատրաստված միջուկը 9 Ա-ի համար: Տորուսի ներքին տրամագիծը («պատուհան») մեծացնելու համար պողպատե ժապավենի մի մասը փաթաթվում է ներսից և փաթաթվում միջուկի արտաքին կողմի վրա: . Բայց, ինչպես ցույց է տալիս պրակտիկան, միայն «Latra»-ն բավարար չէ բարձրորակ SA արտադրելու համար։ (փոքր խաչմերուկ S): Նույնիսկ 3 մմ տրամագծով 1 - 2 էլեկտրոդներով աշխատելուց հետո այն գերտաքանում է։ Հնարավոր է օգտագործել երկու նմանատիպ միջուկներ ըստ Բ.Սոկոլովի «Եռակցման երեխա» հոդվածում նկարագրված սխեմայի (Sam, 1993 թ., No. 1), կամ արտադրել մեկ միջուկ՝ երկուսը ետ փաթաթելով (նկ. 4):
Բրինձ. 4. Տորոիդային մագնիսական շղթա. 1.2 - ավտոտրանսֆորմատորային միջուկը հետ ոլորելուց առաջ և հետո 3 դիզայն՝ Ս.Ա. երկու տորոիդային միջուկների վրա հիմնված; W1 1 W1 2 - զուգահեռաբար միացված ցանցի ոլորուն; W 2 - եռակցման ոլորուն; S = axb- միջուկի խաչմերուկի տարածքը, սմ 2, s, d- տորուսի ներքին և արտաքին տրամագծերը, սմ; 4 - էլեկտրական միացում Ս.Ա. հիմնված երկու միացված տորոիդային միջուկների վրա:
Հատուկ ուշադրություն պետք է դարձնել սիրողական SA-ին, որը պատրաստված է բարձր հզորության (ավելի քան 10 կՎտ) ասինխրոն եռաֆազ էլեկտրական շարժիչների ստատորների հիման վրա: Միջուկի ընտրությունը որոշվում է ստատոր S-ի խաչմերուկի տարածքով: Դրոշմավորված ստատորի թիթեղները լիովին չեն համապատասխանում էլեկտրական տրանսֆորմատորային պողպատի պարամետրերին, հետևաբար, աննպատակահարմար է S-ի խաչմերուկը փոքրացնելը: 40-45 սմ-ից:

Նկար 5. CA ոլորունների եզրակացությունների ամրացման սխեմա:
Ստատորը ազատվում է պատյանից, ստատորի ոլորունները հանվում են ներքին ակոսներից, ակոսների կամուրջները կտրվում են շղարշով, ներքին մակերեսը պաշտպանվում է թիթեղով կամ հղկող անիվով, միջուկի սուր եզրերը կլորացվում են և սերտորեն փաթաթված, համընկնում է բամբակյա մեկուսիչ ժապավենով: Միջուկը պատրաստ է ոլորուն փաթաթելու համար։
Ոլորունների ընտրություն. Առաջնային (ցանցային) ոլորունների համար ավելի լավ է օգտագործել հատուկ պղնձե ոլորուն մետաղալար հ.բ. (ապակյա ապակեպլաստե) մեկուսացում. Ռետինե կամ ռետինե գործվածքից մեկուսացված լարերը նույնպես ունեն բավարար ջերմակայունություն: Անհարմար է բարձր ջերմաստիճանում աշխատելու համար (և սա արդեն ներառված է սիրողական SA-ի նախագծման մեջ) պոլիվինիլքլորիդով (PVC) մեկուսացման լարերը՝ հնարավոր հալման, ոլորուններից արտահոսքի և դրանց կարճ միացման պատճառով: Հետևաբար, լարերից ՊՎՔ մեկուսացումը կամ պետք է հեռացվի, և լարերը փաթաթվեն հ.բ.-ի ողջ երկարությամբ: մեկուսիչ ժապավենով, կամ մի հանեք, այլ փաթաթեք մետաղալարը մեկուսացման վրա: Հնարավոր է նաև ոլորման մեկ այլ մեթոդ, որը փորձարկվել է գործնականում: Բայց դրա մասին ավելին ստորև:
Ոլորուն լարերի խաչմերուկն ընտրելիս՝ հաշվի առնելով Ս.Ա.-ի աշխատանքի առանձնահատկությունները. (պարբերական) մենք ենթադրում ենք ընթացիկ խտություն 5 Ա / մմ 2: 130 - 160 Ա եռակցման հոսանքով (էլեկտրոդ de = 4 մմ), երկրորդական ոլորուն հզորությունը կլինի P 2 = Iw x 160x24 = 3,5 - 4 կՎտ, առաջնային ոլորուն հզորությունը, հաշվի առնելով կորուստները, կլինի. լինի մոտ 5 - 5,5 կՎտ, և, հետևաբար, առաջնային ոլորուն առավելագույն հոսանքը կարող է հասնել 25 Ա-ի: Հետևաբար, S 1 առաջնային ոլորուն լարերի խաչմերուկը պետք է լինի առնվազն 5 - 6 մմ: Գործնականում նպատակահարմար է օգտագործել 6 - 7 մմ 2 խաչմերուկ ունեցող մետաղալար: Կամ ուղղանկյուն ավտոբուս է, կամ պղնձե ոլորուն մետաղալար՝ 2,6 - 3 մմ տրամագծով (առանց մեկուսացման): (Հաշվարկը ըստ հայտնի բանաձևի S = piR 2, որտեղ S-ը շրջանագծի մակերեսն է, մմ 2 pi = 3,1428; R-ը շրջանագծի շառավիղն է, մմ): Եթե մեկ մետաղալարի հատվածը անբավարար է: , հնարավոր է երկու մասի ոլորում։ Ալյումինե մետաղալար օգտագործելիս դրա խաչմերուկը պետք է ավելացվի 1,6 - 1,7 անգամ: Հնարավո՞ր է նվազեցնել ցանցի ոլորուն մետաղալարերի խաչմերուկը: Այո, դու կարող ես. Բայց միևնույն ժամանակ Ս.Ա. կկորցնի պահանջվող էներգիայի պաշարը, այն ավելի արագ կջերմանա, իսկ միջուկի առաջարկվող հատվածը S = 45 - 55 սմ այս դեպքում անհիմն մեծ կլինի: Առաջնային ոլորուն W 1 պտույտների քանակը որոշվում է հետևյալ հարաբերակցությամբ. W 1 = [(30 - 50): S] x U 1 որտեղ 30-50-ը հաստատուն գործակից է; S - միջուկի հատված, սմ 2, W 1 = 240 պտույտներ 165, 190 և 215 պտույտներով ծորակներով, այսինքն. յուրաքանչյուր 25 հերթափոխով:

Նկար 6. Ձողային տիպի միջուկի վրա CA ոլորունների ոլորման ուղիների դիագրամ:
Ցանցի ոլորուն ծորակների ավելի մեծ քանակությունը, ինչպես ցույց է տալիս պրակտիկան, անիրագործելի է: Եվ ահա թե ինչու։ Նվազեցնելով առաջնային ոլորման պտույտների քանակը՝ ավելանում է և՛ SA-ի, և՛ Uxx-ի հզորությունը, ինչը հանգեցնում է աղեղի լարման ավելացման և եռակցման որակի վատթարացման: Հետևաբար, անհնար է հասնել եռակցման հոսանքների տիրույթի համընկնմանը միայն առաջնային ոլորման պտույտների քանակի փոփոխությամբ՝ առանց եռակցման որակի վատթարացման: Դա անելու համար անհրաժեշտ է նախատեսել W 2 երկրորդական (եռակցման) ոլորուն շրջադարձերի միացում:
Երկրորդական ոլորուն W 2-ը պետք է պարունակի առնվազն 25 մմ խաչմերուկ ունեցող մեկուսացված պղնձե ավտոբուսի 65 - 70 պտույտ (ցանկալի է 35 մմ խաչմերուկ): Բավականին հարմար են նաև ճկուն լարերը (օրինակ՝ եռակցման մետաղալարերը) և եռաֆազ հոսանքի լարերը։ Հիմնական բանը այն է, որ էլեկտրական ոլորուն խաչմերուկը չպետք է պակաս լինի պահանջվողից, իսկ մեկուսացումը պետք է լինի ջերմակայուն և հուսալի: Անբավարար մետաղալարերի խաչմերուկի դեպքում հնարավոր է երկու կամ նույնիսկ երեք լարերի ոլորում: Ալյումինե մետաղալար օգտագործելիս դրա խաչմերուկը պետք է ավելացվի 1,6 - 1,7 անգամ:
Բրինձ. 5. CA ոլորուն կապարների ամրացում. 1 - CA պատյան; 2 - լվացքի մեքենաներ; 3 - տերմինալային պտուտակ; 4 - ընկույզ; 5 - պղնձե հուշում մետաղալարով:
Բարձր հոսանքների համար անջատիչներ ձեռք բերելու դժվարությունը, և պրակտիկան ցույց է տալիս, որ 8-10 մմ տրամագծով տերմինալային պտուտակների տակ պղնձի խրոցակների միջով եռակցման ոլորուն խողովակները տանելը առավել պարզ է (նկ. 5): Պղնձե ճարմանդները պատրաստվում են համապատասխան տրամագծով 25-30 մմ երկարությամբ պղնձե խողովակներից և ամրացվում են լարերի վրա՝ սեղմելով և գերադասելիորեն զոդելով: Եկեք հատուկ ուշադրություն դարձնենք ոլորուն ոլորման կարգին. Ընդհանուր կանոններ.
- Փաթաթումը պետք է կատարվի մեկուսացված միջուկի վրա և միշտ մեկ ուղղությամբ (օրինակ՝ ժամացույցի սլաքի ուղղությամբ):
- Փաթաթման յուրաքանչյուր շերտ մեկուսացված է հ.բ. մեկուսացում (ապակե ապակեպլաստե, էլեկտրական ստվարաթուղթ, հետագծող թուղթ), նախընտրելի է ներծծված բակելիտի լաքով:
- Պտուտակների եզրահանգումները թիթեղապատված են, նշագրված, ամրացված հ.բ. հյուս, ցանցի ոլորման եզրակացությունների վրա, նրանք լրացուցիչ դրեցին հ.բ. կամբրիկ.
- Մեկուսացման որակի վերաբերյալ կասկածների դեպքում ոլորումը կարող է իրականացվել բամբակյա լարով, կարծես, երկու մետաղալարով (հեղինակը ձկնորսության համար օգտագործել է բամբակյա թել): Մեկ շերտ ոլորելուց հետո ոլորումը հ.բ. թելը ամրացվում է սոսինձով, լաքով և այլն։ իսկ չորանալուց հետո հաջորդ շարքը փաթաթվում է։

Նկար 7. Շրջանակային միջուկի վրա CA ոլորունների ոլորման ուղիների դիագրամ:
Դիտարկենք ոլորունների դասավորության կարգը ձողային տիպի մագնիսական շղթայի վրա: Ցանցի ոլորուն կարող է տեղադրվել երկու հիմնական եղանակով. Առաջին մեթոդը թույլ է տալիս ձեռք բերել ավելի «կոշտ» եռակցման ռեժիմ: Ցանցի ոլորուն այս դեպքում բաղկացած է երկու նույնական ոլորուններից W 1 W 2, որոնք տեղակայված են միջուկի տարբեր կողմերում, միացված են շարքով և ունեն նույն մետաղալարերի խաչմերուկը: Ելքային հոսանքը կարգավորելու համար ոլորուններից յուրաքանչյուրի վրա ծորակներ են արվում, որոնք փակվում են զույգերով (նկ. 6ա, գ):
Երկրորդ մեթոդը ներառում է առաջնային (ցանցային) փաթաթումը միջուկի կողմերից մեկի վրա (նկ. 6 գ, դ): Այս դեպքում CA-ն ունի կտրուկ թաթախման հատկանիշ, այն եփում է «փափուկ», աղեղի երկարությունը ավելի քիչ է ազդում եռակցման հոսանքի արժեքի և, հետևաբար, եռակցման որակի վրա: CA-ի առաջնային ոլորուն ոլորելուց հետո անհրաժեշտ է ստուգել կարճ միացման շրջադարձերի առկայությունը և ընտրված պտույտների քանակի ճիշտությունը: Եռակցման տրանսֆորմատորը միացված է ցանցին ապահովիչի (4 - 6A) և նախընտրելի է փոփոխական հոսանքի ամպաչափի միջոցով: Եթե ապահովիչը այրվում է կամ շատ տաքանում, ապա սա կարճ միացման օղակի հստակ նշան է: Հետևաբար, առաջնային ոլորուն պետք է նորից փաթաթվի՝ հատուկ ուշադրություն դարձնելով մեկուսացման որակին:
Բրինձ. 6. Ձողային տիպի միջուկի վրա CA ոլորուն ոլորելու մեթոդներ. ա - միջուկի երկու կողմերում ցանցի ոլորուն; բ - համապատասխան երկրորդական (եռակցման) ոլորուն, որը միացված է հակառակ զուգահեռ. գ - ցանցի ոլորուն միջուկի մի կողմում; դ - համապատասխան երկրորդական ոլորուն, որը միացված է հաջորդաբար:
Եթե եռակցման մեքենան ուժեղ բզզում է, և ընթացիկ սպառումը գերազանցում է 2-3 Ա-ը, ապա դա նշանակում է, որ առաջնային ոլորման թիվը թերագնահատված է, և անհրաժեշտ է ևս մի քանի շրջադարձ կատարել: Սպասարկվող AC-ը սպառում է ոչ ավելի, քան 1 - 1,5 Ա առանց բեռի հոսանք, չի տաքանում և շատ չի բզբզում: Երկրորդական ոլորուն CA-ն միշտ փաթաթված է միջուկի երկու կողմերում: Փաթաթման առաջին մեթոդի համար երկրորդական ոլորունը նույնպես բաղկացած է երկու միանման կեսերից, որոնք ներառված են աղեղի այրման կայունությունը բարձրացնելու համար (նկ. 6) հակազուգահեռաբար, իսկ մետաղալարերի խաչմերուկը կարելի է վերցնել մի փոքր ավելի քիչ՝ 15 - 20: մմ 2.

Նկար 8. Չափիչ սարքերի միացման դիագրամ:
Փաթաթման երկրորդ մեթոդի համար հիմնական եռակցման ոլորուն W 2 1 փաթաթված է առանցքի առանց ոլորուն կողմի վրա և կազմում է երկրորդական ոլորուն պտույտների ընդհանուր թվի 60 - 65% -ը: Այն ծառայում է հիմնականում աղեղը բռնկելու համար, իսկ եռակցման ժամանակ, մագնիսական արտահոսքի հոսքի կտրուկ աճի պատճառով, դրա վրա լարումը նվազում է 80 - 90% -ով: Եռակցման լրացուցիչ ոլորուն W 2 2 փաթաթված է առաջնային: Լինելով հզորություն՝ այն պահպանում է եռակցման լարումը, հետևաբար՝ եռակցման հոսանքը պահանջվող սահմաններում։ Եռակցման ռեժիմում դրա վրա լարումը նվազում է 20 - 25%-ով բաց միացման լարման համեմատ: S.A-ի արտադրությունից հետո անհրաժեշտ է կարգավորել այն և ստուգել եռակցման որակը տարբեր տրամագծերի էլեկտրոդներով։ Կարգավորման գործընթացը հետևյալն է. Եռակցման հոսանքը և լարումը չափելու համար անհրաժեշտ է ձեռք բերել երկու էլեկտրական չափիչ սարք՝ փոփոխական հոսանքի ամպաչափ 180-200 Ա-ի համար և փոփոխական հոսանքի վոլտմետր 70-80 Վ-ի համար:
Բրինձ. 7. Շրջանակային միջուկի վրա CA ոլորունների ոլորման մեթոդներ. 1.2 - ոլորունների միատեսակ և հատվածային ոլորուն, համապատասխանաբար, a - ցանց բ - հզորություն:
Նրանց միացման դիագրամը ներկայացված է Նկ. 8. Տարբեր էլեկտրոդներով եռակցման ժամանակ հանվում են եռակցման հոսանքի արժեքները՝ Iw և եռակցման լարման Uw, որոնք պետք է լինեն պահանջվող սահմաններում։ Եթե եռակցման հոսանքը փոքր է, ինչը տեղի է ունենում ամենից հաճախ (էլեկտրոդը կպչում է, աղեղը անկայուն է), ապա այս դեպքում կամ առաջնային և երկրորդային ոլորունները միացնելով, սահմանվում են պահանջվող արժեքները, կամ պտույտների քանակը. երկրորդական ոլորուն վերաբաշխվում է (առանց դրանք մեծացնելու) ցանցի ոլորուն վրա պտտվող պտույտների քանակի ավելացման ուղղությամբ: Եռակցումից հետո դուք կարող եք կոտրել կամ սղոցել եռակցված արտադրանքի եզրերը, և անմիջապես պարզ է դառնում եռակցման որակը. ներթափանցման խորությունը և նստած մետաղական շերտի հաստությունը: Չափումների արդյունքների հիման վրա օգտակար է կազմել աղյուսակ:
![]()
Նկար 9. Եռակցման լարման և հոսանքի հաշվիչների և հոսանքի տրանսֆորմատորի նախագծման դիագրամ:
Աղյուսակի տվյալների հիման վրա ընտրվում են եռակցման օպտիմալ ռեժիմներ տարբեր տրամագծերի էլեկտրոդների համար՝ նկատի ունենալով, որ էլեկտրոդներով եռակցման ժամանակ, օրինակ՝ 3 մմ տրամագծով, կարող են կտրվել 2 մմ տրամագծով էլեկտրոդներ, քանի որ. կտրող հոսանքը 30-25%-ով ավելի է, քան եռակցման հոսանքը: Վերևում առաջարկված չափիչ սարքերի ձեռքբերման դժվարությունը հեղինակին ստիպել է սկսել չափիչ սխեման պատրաստել (նկ. 9), որը հիմնված է 1-10 մԱ լարման ամենասովորական DC միլիամետրի վրա: Այն բաղկացած է լարման և հոսանքի հաշվիչներից, որոնք հավաքված են կամրջի միացումում:
Բրինձ. 9. Եռակցման լարման և հոսանքի հաշվիչների և հոսանքի տրանսֆորմատորի նախագծման սխեմատիկ դիագրամ:
Լարման հաշվիչը միացված է Ս.Ա.-ի ելքային (եռակցման) ոլորուն: Կարգավորումն իրականացվում է ցանկացած փորձարկիչի միջոցով, որը վերահսկում է եռակցման ելքային լարումը: Փոփոխական դիմադրության R.3 օգնությամբ սարքի սլաքը դրվում է սանդղակի վերջնական բաժանման Uxx առավելագույն արժեքով Լարման հաշվիչի սանդղակը բավականին գծային է։ Ավելի մեծ ճշգրտության համար կարող եք հեռացնել երկու կամ երեք հսկիչ կետեր և չափավորել չափիչ սարքը՝ լարումները չափելու համար:
Ընթացիկ հաշվիչի տեղադրումը ավելի դժվար է, քանի որ այն միանում է ինքնուրույն պատրաստված ընթացիկ տրանսֆորմատորին: Վերջինս իրենից ներկայացնում է երկու ոլորուն շրջանաձև միջուկ։ Միջուկի չափերը (արտաքին տրամագիծը 35-40 մմ) հիմնարար նշանակություն չունեն, գլխավորն այն է, որ ոլորունները տեղավորվեն: Միջուկի նյութը տրանսֆորմատորային պողպատն է, մշտական լյումինե կամ ֆերիտ: Երկրորդական ոլորուն բաղկացած է 600 - 700 պտույտներից PEL, PEV մեկուսացված պղնձե մետաղալարից, ավելի լավ, քան PELSHO 0,2 - 0,25 մմ տրամագծով և միացված է ընթացիկ հաշվիչին: Առաջնային ոլորունը հոսանքի լարն է, որն անցնում է օղակի ներսում և միանում է տերմինալային պտուտակին (Նկար 9): Ընթացիկ հաշվիչի տեղադրումը հետևյալն է. Դեպի ուժային (եռակցման) ոլորուն Ս.Ա. հաստ նիկրոմի մետաղալարից միացրեք տրամաչափված դիմադրությունը 1 - 2 վայրկյան (այն շատ տաքանում է) և չափեք լարումը S.A.-ի ելքում: Եռակցման ոլորուն մեջ հոսող հոսանքը որոշելով։ Օրինակ, Rn = 0.2 ohm միացնելիս, Uout = 30v:

Նշեք մի կետ գործիքի սանդղակի վրա: Երեքից չորս չափումներ տարբեր R H-ով բավարար են ընթացիկ հաշվիչի չափորոշման համար: Կալիբրացիայից հետո սարքերը տեղադրվում են S.A պատյանի վրա՝ օգտագործելով ընդհանուր ընդունված առաջարկությունները: Տարբեր պայմաններում եռակցման ժամանակ (ուժեղ կամ ցածր հոսանքի ցանց, երկար կամ կարճ սնուցման մալուխ, դրա խաչմերուկը և այլն), Ս.Ա.-ն կարգավորվում է ոլորուն միացնելով։ դեպի օպտիմալ եռակցման ռեժիմ, այնուհետև անջատիչը կարող է դրվել չեզոք դիրքի: Մի քանի խոսք կոնտակտային տեղում եռակցման մասին. Դիզայնին Ս.Ա. այս տեսակն ունի մի շարք հատուկ պահանջներ.
- Եռակցման պահին առաքվող հզորությունը պետք է լինի առավելագույնը, բայց ոչ ավելի, քան 5-5,5 կՎտ: Այս դեպքում ցանցից սպառվող հոսանքը չի գերազանցի 25 Ա-ն։
- Եռակցման ռեժիմը պետք է լինի «կոշտ», և, հետևաբար, ոլորուն S.A. պետք է իրականացվի առաջին տարբերակի համաձայն.
- Եռակցման ոլորունում հոսող հոսանքները հասնում են 1500-2000 Ա և ավելի բարձր արժեքների: Հետեւաբար, եռակցման լարումը պետք է լինի ոչ ավելի, քան 2-2,5 վ, իսկ բաց միացման լարումը պետք է լինի 6-10 վ:
- Առաջնային ոլորուն լարերի խաչմերուկը առնվազն 6-7 մմ է, իսկ երկրորդական ոլորունը՝ առնվազն 200 մմ։ Հաղորդալարերի այս խաչմերուկը ձեռք բերեք 4-6 ոլորուն փաթաթելով և դրանց հետագա զուգահեռ կապով:
- Առաջնային և երկրորդային ոլորուններից լրացուցիչ ծորակներ պատրաստելն անիրագործելի է:
- Առաջնային ոլորուն պտույտների թիվը կարելի է ընդունել որպես նվազագույնը, որը հաշվարկված է Ս.Ա.-ի կարճ տևողության պատճառով:
- Խորհուրդ չի տրվում միջուկի (միջուկի) 45-50 սմ-ից պակաս հատված վերցնել։
- Եռակցման խողովակները և սուզանավային մալուխները պետք է լինեն պղնձե և ունենան համապատասխան հոսանքներ (12-14 մմ տրամագիծը):
![]()
Հատուկ դասի սիրողական Ս.Ա. ներկայացնում է արդյունաբերական լուսավորության և այլ տրանսֆորմատորների հիման վրա պատրաստված սարքեր (2-3 փուլ) 36 Վ ելքային լարման և առնվազն 2,5-3 կՎտ հզորության համար: Բայց նախքան փոփոխությունը վերցնելը, անհրաժեշտ է չափել միջուկի հատվածը, որը պետք է լինի առնվազն 25 սմ, և առաջնային և երկրորդային ոլորունների տրամագիծը: Ձեզ համար անմիջապես պարզ կդառնա, թե ինչ կարելի է ակնկալել այս տրանսֆորմատորի փոփոխությունից:
Եվ վերջում, մի քանի տեխնոլոգիական խորհուրդներ:
Եռակցման մեքենայի միացումը ցանցին պետք է կատարվի 6-7 մմ խաչմերուկով մետաղալարով 25-50 Ա հոսանքի համար ավտոմատ մեքենայի միջոցով, օրինակ՝ AP-50: Էլեկտրոդի տրամագիծը, կախված եռակցված մետաղի հաստությունից, կարող է ընտրվել հետևյալ հարաբերակցության հիման վրա՝ da = (1-1,5) L, որտեղ L-ն եռակցված մետաղի հաստությունն է, մմ։
Աղեղի երկարությունը ընտրվում է կախված էլեկտրոդի տրամագծից և կազմում է միջինը 0,5-1,1 դ3: Առաջարկվում է եռակցում կատարել 2-3 մմ կարճ աղեղով, որի լարումը 18-24 Վ է: Աղեղի երկարության ավելացումը հանգեցնում է դրա այրման կայունության խախտման, կորուստների ավելացմանը: թափոններ և ցողում, ինչպես նաև հիմնական մետաղի ներթափանցման խորության նվազում: Որքան երկար է աղեղը, այնքան բարձր է եռակցման լարումը: Եռակցման արագությունը ընտրվում է եռակցողի կողմից՝ կախված մետաղի աստիճանից և հաստությունից:
![]()
Ուղիղ բևեռականության վրա եռակցման ժամանակ պլյուսը (անոդը) միացված է մասին, իսկ մինուսը (կաթոդը) միացված է էլեկտրոդին: Եթե անհրաժեշտ է, որ մասի վրա ավելի փոքր քանակությամբ ջերմություն առաջանա, օրինակ, բարակ թերթիկ կառույցների եռակցման ժամանակ, եռակցումն օգտագործվում է հակադարձ բևեռականությամբ (նկ. 1): Այս դեպքում մինուսը (կաթոդը) կցվում է եռակցման ենթակա աշխատանքային մասին, իսկ պլյուսը (անոդը) կցվում է էլեկտրոդին: Սա ոչ միայն ապահովում է եռակցվող աշխատանքային մասի ավելի քիչ ջեռուցում, այլև արագացնում է էլեկտրոդի մետաղի հալման գործընթացը՝ անոդի գոտու ավելի բարձր ջերմաստիճանի և ավելի մեծ ջերմամատակարարման պատճառով:
Եռակցման լարերը միացված են CA-ին եռակցման մեքենայի մարմնի արտաքին մասում գտնվող տերմինալային պտուտակների պղնձե խրոցակների միջոցով: Վատ կոնտակտային միացումները նվազեցնում են CA-ի հզորության բնութագրերը, վատթարացնում են եռակցման որակը և կարող են հանգեցնել դրանց գերտաքացման և նույնիսկ լարերի կրակի: Եռակցման լարերի փոքր երկարությամբ (4-6 մ) դրանց խաչմերուկը պետք է լինի առնվազն 25 մմ: Եռակցման աշխատանքներ կատարելիս անհրաժեշտ է պահպանել հրդեհային և էլեկտրական անվտանգության կանոնները էլեկտրական սարքերի հետ աշխատելիս:
Եռակցման աշխատանքները պետք է կատարվեն հատուկ դիմակով C5 պաշտպանիչ ապակիով (մինչև 150-160 Ա հոսանքների համար) և ձեռնոցներով։ CA-ի բոլոր անջատումները պետք է կատարվեն միայն եռակցման մեքենան ցանցից անջատելուց հետո: