Lehinglash temirdan qanday foydalanish kerak: lehim qilishni o'rganing. Qanday qilib mapumon logen temirni qanday o'rganish kerak? Xatdoning temir uchun sizga kerak bo'lgan ish qoidalari
Har qanday Amaygur Avativning har qanday usuli, bu elektronika bilan bog'liq yoki boshqa usul, ish joyini noldan qanday o'rganish kerakligini qanday o'rganish kerakligini hal qilishi kerak. Bir qarashda, bu erda murakkab narsa yo'q, ammo bu barcha Ajam elektr xodimlarining umumiy qiymati yo'q, chunki amaliy ko'nikmalarsiz, lehimchilik usuli bilan ishonchli va yuqori sifatli ulanishni ta'minlash mumkin emas.
Lehim va jarayonning mohiyati nima
Lehingning yakuniy natijasi - bu ikkita metall elementlar o'rtasidagi aralash. Chavandoz jarayonining o'zi mustaqil eritmali mustaqil metall tomonidan ta'minlanadi. Bu lehim funktsiyasini bajaradigan bu metal.
Lehimchilikning har bir usuli ulanish nuqtasida metall elementlarni isitish printsipiga asoslanadi. Harorat haroratni lehim uchun o'rnatiladigan haroratdan oshishi kerak. Shunga o'xshash rejimda lehim, eritilgan metall, eritilgan, erkin, hatto metall tuzilishning o'zi bilan qisman kirib boradigan bo'shliqlar va uyalarni cheklaydi. Bu joyda muzlatilgandan so'ng mexanik ulanish va elektr aloqasi mavjud.
Vazifani hal qilish, qanday hal qilish uchun ikkita asosiy shart mavjud, uni qanday hal qilish mumkin emas:
- Tong paytida elementlar iloji boricha toza bo'lishi kerak. Er yuzasiga ulanish molekulyar darajada amalga oshiriladi va hatto kichik axloqsizlik yoki oksidlar filmi aloqaning ishonchliligini sezilarli darajada kamaytiradi. Tafsilotlar umuman ulanmasligi mumkin.
- Avvalroq xabar qilingan harorat rejimiga rioya qilish. Haroratning etarli darajada farqlanmagan taqdirda, lehim kristalli panjarasi sovuq paytida termal qisqarish tufayli hosil bo'lmaydi.
Mis va uning qotishmalari an'anaviy sotuvchilar tomonidan yaxshi bog'liq. Ular po'lat, alyuminiy va boshqa metallarga mos keladi. Faqatgina jiddiy cheklov - bu ularning harorati haroratlariga qadar isinishning iloji yo'qligi sababli, katta metall qismlarni lehim qilishdir.
Ko'pincha, lehim qalay qotishmadan iborat bo'lib, ularda boshqacha tanin bo'lishi mumkin. Tarkibning foizi markalashda, masalan, POS-40 yoki PR-60 \u200b\u200bbelgisida ko'rsatiladi. Birinchi leyder uchun eritadigan eritma 235 daraja, ikkinchisi - 183 daraja uchun 183 daraja. Hatto atrofdagi atrof-muhitning erishi pastligidan pastda, qo'rg'oshin va bismutdan iborat. Aluminiy qismlarini ulash uchun yuqori eritmali maxsus sotuvchilar talab qilinadi.

Yana bir muhim tarkibiy qism - bu metall yuzalar filmlar shaklida oksidlardan tozalangan. Eng buyuk taqsimot Rosinni havo bilan aloqa qilishdan himoya qilib oldi.
Flux va askarlarni tanlash
Lehimchilikning sifati ko'p jihatdan flux va asmentlarning to'g'ri tanloviga bog'liq bo'lganligi sababli, ushbu materiallar batafsilroq ko'rib chiqilishi kerak. Hozirgi kunda ushbu komponentlarning deyarli barcha turlari uchun mos keladigan ko'plab sonlar mavjud.
Asosiy funktsiya metall qismlarini va oksidi filmi va korroziyaning keyingi himoyaini olib tashlashdir. Filli qoplama uning pokligini, yaxshi namozini va yoyilishini ta'minlaydi.

Fluzers metallar va bog'lanish kerak bo'lgan qotishmalarga ko'ra tanlanadi. Har qanday oqimning tarkibini haroratning oshishi bilan faol ta'sir ko'rsatadigan metall tuzlar, ishqorli tuzlar va kislotalar kiradi. Shu munosabat bilan ushbu materiallarning shartli ravishda ikki turi mavjud.
Birinchisi, faol, avliyo, xlor va boshqa noorganik kislotalar uning asosida xizmat ko'rsatadi. Metallga tajovuzkor ta'siri ish oxirida tez yuvish kerak. Bu bunday fluxesning yagona kamchiliklari, ammo ularning yordami bilan deyarli har qanday metallarni ulashingiz mumkin. Ular suyuq shaklda ishlab chiqariladi va ariza berish uchun qulayroq deb hisoblanadi. Ular qiziydi, ular isitilganda butunlay bug'langan spirt yoki glitserin qo'shishadi.
Ikkinchi fluxesning bir turi Rozindan iborat va rangli metallarning birikmasi uchun ishlatiladi. Temir qismlar uchun ular kamroq samaraliroq deb hisoblanadi. Ish tugagandan so'ng, rozin qizarishi kerak, chunki vaqt o'tishi bilan u korroziyani keltirib chiqaradi va iflos muhitda uzoq muddatli omonat bilan ta'minlanadi.

Ish uchun lehim ish tanlash osonroq. Ro'yxatdan o'tish asosan qo'rg'oshin va qalay belgisi bilan ishlatiladi. TIN tarkibining foizi harflardan keyin raqamlar bilan ko'rsatilgan raqamlar bilan ko'rsatilgan. Xizmatda ko'proq qalay tarkibi yuqori mexanik kuch va ulanishlarning elektr o'tkazuvchanligini ta'minlaydi. Shu bilan birga, choyshabning yuqori qismiga ega lehim eritmasi erishi kamayadi. Qo'rg'oshin qo'shish Muzlatilgan va qalay tarqalishini ta'minlamaydi.
Ba'zi zamonaviy senterlar qo'rg'oshinsiz (Bpp), buning o'rniga, bu rux yoki indium qo'shilgan. Ular yuqori erishigan nuqta bilan ajralib turadi, ammo aralashmalar bardoshli va korroziyaga chidamli. Aksincha, 90-110 darajagacha tarqalishiga qodir bo'lgan engil qotishmalarning sotuvchisi bor. Ularning yordami bilan, haddan tashqari qizib ketishga chidamli komponentlarni ulash amalga oshiriladi.
Lehinglash temirini tanlash
Uyda ishlatiladigan lehim materiallarining bir nechta turlari mavjud. Ular turli xil stress uchun mo'ljallangan va 12, 220 va 380 voltdan ishlashi mumkin.

Bir yoki boshqa lehim temirning kuchi bajarilgan ishlar asosida tanlanadi:
- Elektron qismlar va komponentlarni lehimlash - 40-60 Vt
- 1 mm gacha bo'lgan tafsilotlar - 80-100 w.
- Elementlar, qalinligi 2 mm, kuch 100 va undan ko'p va undan ko'p.
Qoida tariqasida, uy ustalari deyarli barcha vazifalarni hal qilishga qodir bo'lgan ikkita lehim va o'rta kuchga ega. Ta'lim ulardan birortasida o'tkazilishi mumkin. Tolstonste Tafsilotlari professional uskunalar bo'yicha leha olish tavsiya etiladi.
Lehingga tayyorgarlik
Birinchi bo'lib lehimchilik temirni tarmoqqa ulash bilan, u albatta chekadi. Ayni paytda zavod moylash vositasi bir-biridan tashqarida yonmoqda. Tutunni tanlagandan so'ng, lehimlash temirni o'chirib qo'yish va sovutish uchun berish kerak. Keyin lehim qilishdan oldin, siz Stingning keskin qismini o'tkazishingiz kerak.
Xohlovchilar temirning stingi silindrsimon shakl shaklida amalga oshiriladi. Material mis qotishmasi. Mahkamlash qisqichbaqasimon vint bilan amalga oshiriladi. Aksariyat hollarda, sting keskin emas va shuning uchun uni tayyorlash kerak. Siz shaklni bolg'a, fayl yoki zımpara bilan o'zgartirishingiz mumkin.
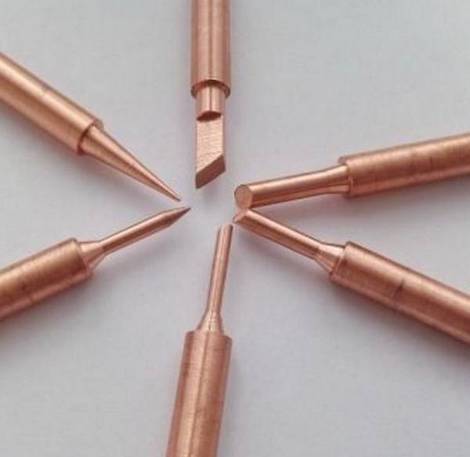
har bir ish uchun sizga uch marta konfiguratsiya kerak:
- Shakl tekis yoki tekislangan pichoq shaklida. Katta burchakli o'tkirlash katta qismlarni ulash uchun talab qilinishi mumkin.
- O'tkir konus yoki piramida shaklida o'tkir buyumlar mayda detallar uchun zarur.
- Kamroq keskin konus lehim va katta qismlar uchun kerak.
Himoya qoplamasida vositalar bo'lmasa, vositaning sting diskvalifikatsiya qilinishi kerak. Tinning yupqa qatlami ish qismining yuzasiga qo'llaniladi. Ushbu protsedura birinchi kiritilganda, emissiya bo'lmaganida amalga oshiriladi. Asbob tayyor bo'lgandan keyin - lehim qilishni o'rganing.
Usullar va butlovchi qismlar
Simli lehimchilik eng oson protsedura hisoblanadi. Har bir simning uchlari erigan oqimga tushadi, shundan so'ng loqingli temirni bosib o'tish kerak, shundan oqim, shuningdek oqim bilan yaxshi namlangan.
O'rinning o'zi davomida barcha qo'shimcha lehimlarni silkitish tavsiya etiladi. Murakkab jarayonida burma asta-sekin hosil bo'ladi. U qizadi va barcha bo'sh joy qalay bilan to'ldiriladi.


Boshqa bir holatda, tugatish oqimda namlanadi va loting darhol mezzanisiz amalga oshiriladi. Ushbu usul ko'pincha ingichka konduktor ulanishlarda yoki juda ko'p simli tomirlarda ishlatiladi. Yaxshi oqim va kuchli xiralik temir bilan yuqori sifatli va ishonchli aloqa ta'minlanadi.
Elektronika bilan ishlash ancha murakkab. Ma'lumot va amaliy ko'nikmalar mavjud. Biroq, sxemani ta'mirlash uchun oddiy sehrgarni oddiy usta bajarishi mumkin:
- Lehim paytida oyoqlari bo'lgan nuqta elementlari, siz teshiklaringizda mum yoki plastinkali bilan mahkamlashingiz kerak. Kengashning narigi tomonida lehimlash temirni isitish uchun xulosaga mahkam bosish kerak. Keyinchalik, bu joy oqim bilan sim shaklida yupqa lehim kiritilgan. Tin juda oz vaqt talab etiladi, asosiysi shundaki, bu har tomondan teshikda bir tekis yoritiladi.
- Agar teshik juda katta bo'lsa va oyoqlari osilgan bo'lsa, bu joy oz miqdordagi oqim bilan aralashtirilishi kerak. Keyinchalik, qalay oyoqqa tayyorlanadi va undan oqadi, shundan keyin teshik bir xil to'ldiriladi.
Elektr jihozlari va elektronikadan yasalgan zamonaviy hayotda lehim qilish qobiliyati tornavida ishlatish qobiliyati sifatida zarurdir. Metall lehimlash usullari ko'p, ammo avvalo, siz qanday qilib kiyimni lehim qilishni bilishingiz kerak. Aftidan, oddiy ko'rinadigan oddiy harakat juda ko'p, ular juda ko'p ma'noga ega - asbobni tanlash va u bilan ishlashda xavfsizlik choralari bilan tugash bilan tugash.
Umumiy muammolar
Metalldan foydalaniladi, ular eritilgan shaklda bo'lsa, uning mol-mulki paydo bo'ladi. Bu tortishish kuchlari va mo''tadil zo'riqish kuchlariga yordam beradi. Ushbu mulk sizga bir nechta qismlarni ulash imkonini beradi. Ular ma'lum bir holatda lost, derazlar qatlami bilan qoplangan.
Bu barcha elementar ko'rinadi: eritilgan metall va qismlarning biriktiriladigan joyni yopdi. Amalda, yanada murakkab vaziyat mavjud, chunki mahsulotning bardoshli va bardoshli va elektr toki urishi bilan o'tkazilishi juda muhimdir. Ideal holda, qatlam ingichka bo'lishi kerak, lekin maksimal boshpana bilan.
Ga yaxshiroq sprushbu operatsiya bilan aloqa qilish, siz quyidagi fikrlarni ko'rib chiqishingiz kerak:

Odatda, markalarni yo'naltirish va oksid filmini olib tashlash uchun kerak. Bundan tashqari, ularni ishlatish korroziyani himoya qilishning ajoyib usulidir. Umuman olganda, lehimchilikka to'liq tayyorgarlik ko'rish qiyin, chunki agar tafsilotlar qo'rqmasa, yuqori sifatli artikulyatsiya qilinmaydi. Qoida tariqasida, ushbu moddalar tuz, ishqorli va kislotalar aralashmalari.
Siz ikkita turdagi fluxesni tanlashingiz mumkin:

 Tanlovga erishish kerak bo'lgan aniq maqsadlar asosida amalga oshiriladi. Arsenalga ikkala nav ham qatnashishi yaxshiroqdir.
Tanlovga erishish kerak bo'lgan aniq maqsadlar asosida amalga oshiriladi. Arsenalga ikkala nav ham qatnashishi yaxshiroqdir.
Fiksatsiya yordamida amalga oshiriladi lehim. Qoida tariqasida, qo'rg'oshin markalari davom etmoqda. Qoralashdan so'ng, bir o'ram bor, bu esa ten konsentratsiyasini ko'rsatadi. Ushbu ko'rsatkich qanchalik ta'sirli bo'lsa, mexanik ta'sir va elektr o'tkazuvchanligiga qarshilik shunchalik yuqori bo'ladi. Eritilgan nuqta quyida. Ulanishda qo'rg'oshin quyish uchun kerak. Busiz, qalay bir xillikni saqlab qololmaydi.
Samolyotlarning alohida turlari mavjud, unda qo'rg'oshin (BP). U Hindiston yoki rux bilan almashtiriladi. Bunday aralashmalarning katta plyusi toksiklikning etishmasligi. Erish nuqtasi yuqori, ammo shuningdek kuch ancha jiddiy.
Siz past eritadigan brendlarni topishingiz mumkin. Bular yog'och va atirgul sotuvchilaridir. Ular 90-110 daraja haroratda yoyilgan. Ajratilgan uskunalarni yaratish va ta'mirlashda bunday ulanishlar qo'llaniladi.
Ular ishlab chiqarilgan turli xil ish va sharoitlar bir necha turdagi ko'rinishga olib keldi lehli Uskunalar.

Lehimchilik temirni tanlash
 Dizaynning bu qismi shakli va materialidan farq qiladi. Eng ibtidoiy variant tartibli stingdir. O'zgarishlar ko'plar bor: pichoq, konus, signal va hokazo va boshqa narsalar, siz ushbu Sting tomonidan bajariladigan ish haqida tasavvurga ega bo'lishingiz kerak. Sirt bilan aloqa qilishning maksimal maydonini ta'minlash juda muhimdir.
Dizaynning bu qismi shakli va materialidan farq qiladi. Eng ibtidoiy variant tartibli stingdir. O'zgarishlar ko'plar bor: pichoq, konus, signal va hokazo va boshqa narsalar, siz ushbu Sting tomonidan bajariladigan ish haqida tasavvurga ega bo'lishingiz kerak. Sirt bilan aloqa qilishning maksimal maydonini ta'minlash juda muhimdir.
Qoida tariqasida, ishlatiladigan material sifatida misunda turli xil aralashmalar qo'shiladi (masalan, xrom yoki nikel). Bu sizga ishlash xususiyatlarini yaxshilashga imkon beradi. Xususan, chidamlilik sezilarli darajada oshadi.
Qal'asiz panjara tezda nosozlikka kiradi. Vaqti-vaqti bilan tozalanishi kerak va lyut. Ushbu kamchilikni sazovor qilish uchun ushbu elementni yoqish va bir yoki boshqa shakl berish uchun o'tkirlash tavsiya etiladi.
Turli vaziyatlarda ushbu vositani sizga e'tibor berishingiz kerak bo'lgan bir qator xususiyatlar bilan qo'llanilishi mumkin. Nafaqat oxirgi sifat, balki umuman operatsiyaning maqsadga muvofiqligi bunga bog'liq.
Lehim simlari
 O'chirish oqimga botirib, shundan keyin ular bir xil echim bilan oqartirdilar. Ortiqcha miqdorni silkitish juda muhimdir sim. Agar siz yuqori sifatli ulanish va benuqson ishlashiga erishmoqchi bo'lsangiz, buni e'tiborsiz qoldirmang.
O'chirish oqimga botirib, shundan keyin ular bir xil echim bilan oqartirdilar. Ortiqcha miqdorni silkitish juda muhimdir sim. Agar siz yuqori sifatli ulanish va benuqson ishlashiga erishmoqchi bo'lsangiz, buni e'tiborsiz qoldirmang.
Dastlabki bosqich tugagach, simni burish va ularni oz miqdordagi lehim bilan isiting. Barcha bo'sh joy eritilgan aralashmani to'ldirish kerak.
Agar ko'p tagliksiz tomirlar bo'lsa, siz mezzanisiz qila olasiz. Tugashlar shunchaki ho'llanadi va oldindan ishlov berishdan oldin mahkamlanadi. Tarqatish panellari ichida, bu operatsiya amalga oshirilmaydi, chunki bu korroziya xavfi yuqori. Bundan tashqari, bunday tuzilmalar ajratib bo'lmaydigan toifaga tegishli emas.
Elektronika ta'miri
 To'g'ri Yondashuvga faqat tajribali talab qilinadi. Agar siz hech qachon bunday ishni bajarmagan bo'lsangiz, aytadigan mutaxassisning yordamidan foydalaning lehim temirni qanday ishlash kerak Bunday holda, kimdir nazorat qilib, o'z vaqtida kiritilishi juda muhimdir tahrir qilmoq jarayonda. Ammo agar biz tipik bosilgan bo'lsa mikrosiq, hatto birinchi navbatda birinchi bo'lib asbobni birinchi marta olib chiqqan kishi ham.
To'g'ri Yondashuvga faqat tajribali talab qilinadi. Agar siz hech qachon bunday ishni bajarmagan bo'lsangiz, aytadigan mutaxassisning yordamidan foydalaning lehim temirni qanday ishlash kerak Bunday holda, kimdir nazorat qilib, o'z vaqtida kiritilishi juda muhimdir tahrir qilmoq jarayonda. Ammo agar biz tipik bosilgan bo'lsa mikrosiq, hatto birinchi navbatda birinchi bo'lib asbobni birinchi marta olib chiqqan kishi ham.
Eng oson uchish kichkina Chiqish elementlari. Ularni teshiklarda yopishqoq modda bilan tuzatish. Qattiq chiziqni teskari tomondan isitish uchun mahkam bosing. Keyin biz lehimlarni bog'larni kiritamiz (bu juda ko'p bo'lmasligi kerak).
Agar chiqish elementi bilan o'ralgan bo'lsa, avval oqqog'ingizni ho'llang. Ushbu usul yordamida lehimchilik temirdan kichik bir tomchi oyoqqa o'tkaziladi. Modda oqadi, teshikni to'ldiradi.
Katta tafsilotlar
 Kabellar, tanklar va idishlar yuqori darajada issiqlik quvvati bilan ajralib turadi, shuning uchun jarayon xizmat qilish Va ulanishlar biroz boshqacha ko'rinadi.
Kabellar, tanklar va idishlar yuqori darajada issiqlik quvvati bilan ajralib turadi, shuning uchun jarayon xizmat qilish Va ulanishlar biroz boshqacha ko'rinadi.
Avval biz to'liq harakatsizlikka erishamiz. Bu qisqichlar yoki plastinkali (mum) yordamida amalga oshiriladi. Keyin nuqta boshlandi.
Keyingi bosqich - tinka. U fiksatsiya joylarida amalga oshiriladi. Ushbu jarayonga barcha puxta munosabatda bo'lish juda muhimdir.
Keyin - bo'sh joy lehim bilan to'ldiriladi. Maxsus kompozitsiyalar uzoq vaqt davomida tortilgan va siqishni ta'minlash qobiliyati bilan ajralib turadi.
Agar katta tikuv qilinishi kerak bo'lsa, lehimchilik temirning roli olovda isitilgan mis boltani bajarishi mumkin. Bu hammasi, lehim sotib olish uchun nima kerak Bunday hollarda.
Muhim lahzalar

Xerdinglash temir bilan ishlash, ko'rinishi mumkin bo'lgan darajada oddiy emas. Ushbu mahoratning rivojlanishi operatsiyalar doirasini sezilarli darajada kengaytiradi va texnik xodimSiz ishlatishingiz mumkin bo'lgan narsa.
Xerding protsedurasi texnologik jarayonga va ko'nikmalarga rioya qilishda juda oddiy operatsiyalarni anglatadi. Ushbu maqolada qanday qilib uyda qanday qilib kiyinish kerakligini va lehimchilik asarlarining asoslarini tushuntiradi. Eng oddiy soya va asta-sekin murakkab harakatlarni o'zlashtirish, qismlarni ulanishning mahorati va sifati oshadi. Qanday qilib lehin, lehimchilik ishlarini olib borishning texnologik jarayonida tavsiflangan kislota bilan lehim lehim kiyish kerak va ular payvandlashdan tubdan farq qiladi. An'anaviy elektrchilarga qo'shimcha ravishda tajribali ustalar murakkab elektron pochta va murakkab elektron pochta idishni tuzatish uchun professional lehim stantsiyalari mavjud.
Lehim texnologiyasi
Lehim uchun ishlatiladigan qurilmalar to'rt turi: elektr, indüksiya, gaz, issiqlik. Elektr moslamalarida spiral yoki keramika turi, kuyish yordamida gaz ishi va termoso-rishtalar havo oqimidan foydalanadi. Eng ko'p ishlatiladigan atributlar - bu foydalanish va mavjud bo'lgan elektrikyavniki. Ular kuchga bo'linadi, bu esa issiqlik oqimini aloqa ma'lumotlariga ajratishni aniqlaydi.
Elektron elementlarning lehimlanishi elektr stantsiyalari tomonidan 40 Vt gacha sig'imga ega elektr stantsiyalari va ingichka devorli qismlar uchun ishlab chiqarilgan elektr stantsiyalari tomonidan amalga oshiriladi. 2 mm dan devor qalinligidan iborat metall bilan ishlash uchun ko'proq katta qurilmalar ishlatiladi. Bunday vositalar quvnoq tiplovchilarning sig'imi 250 Vtdan oshadi. Elektr konvergorini tanlash mahsulotning termal o'tkazuvchanligiga ta'sir qiladi.
Lehim jarayoni eritilgan metallning yaxshi tarqalish qobiliyatidan foydalanadi. Ushbu ulanish usulida ba'zi qismlar tafsilotlarni batafsil bayon qiladi, issiq massani ko'targandan keyin lehim qatlamini birlashtiradi. Elektr o'tkazuvchanligi miqdori tog 'aloqalari sifatiga bog'liq. Lehim qiluvchi temirni qanday ishlashni bilish uchun tegishli videoni ko'rish, shuningdek ushbu elektr jihoz bilan ishlash bo'yicha ko'rsatmalarni ko'rib chiqish tavsiya etiladi.
Ikki shartga rioya qilishda lehimchilik usulining qismlarning kombinatsiyasi mumkin:
- spike joylarining tozaligi;
- harorat sharoitlariga rioya qilish.

Tost Spike joylar
Radio tarkibiy qismlarining oyoqlarida oksid filmi mavjudligi lehim buyumlari yuzasiga biriktiriladi. Ushbu jarayon atom darajasida sodir bo'ladi, shuning uchun ifloslanishning mavjudligi uning elementlarga ishonchli yopishuvini ta'minlamaydi. Ofsid filmining oldini olish uchun Oksid filmining oldini olish uchun sharlar ishlatiladi. Rozin yoki kislota bilan qanday lehim qilish kerakligini tushunish uchun ularning qo'llanilishi texnologiyasini tekshiring.
Harorat sharoitlariga rioya qilish
Lehingni boshlashdan oldin, ishlatiladigan elementlar ostida qotishni tanlash to'g'risida qaror qabul qilishingiz kerak. Leadder eritilgan holatga kiradigan harorat ta'minlanadigan qismlardan past bo'lishi kerak. Bu, ayniqsa, alyuminiy birikmalar, shuningdek, muzlatilganda, muzlatilganda, lehim massasining normal kristallanishi bilan aralashgan.
Lehim temir bilan ishlashda asosiy xatolar
Faqat ogohlantirish jarayoni juda oddiy ko'rinadi. Biroq, tajribaga qarab ba'zi bilimlar va ba'zi ko'nikmalarni talab qiladi. Rozin bilan qanday qilib kiyishni o'rganish uchun loting va kislota to'liq oddiy. Buning uchun siz texnologiyalar, ishning asosiy printsiplari bilan tanishishingiz, asosiy xatolardan qochishga harakat qilishingiz kerak. Lehingni kiyishni o'rganishdan oldin, siz ishning asosiy usullarini, shuningdek ba'zi bir nuanslarni sinchkovlik bilan o'rganishingiz kerak. Atıştırık asta-sekin amalga oshirilgan birikmalarning sifati kabi keladi. Yaqin kelganlar tomonidan qilingan odatdagi xatolar Lehimlash temirni ishlatishda quyidagilar kiradi:
- unpains;
- haddan tashqari qizib ketish;
- lehim aylanishi;
- kimyoviy halokat.
Bo'lak
Kambag'al suspenziya elektr qismlarining etishmovchiligi bilan tahdid qiladi va bir nechta sabablarga ko'ra olinadi. Buning yomon isehirlash temiri, oshiq qoshiq qotishmadan foydalanish, massa massasi, shuningdek juda sovuq yuzasi juda sovuq.
Haddan tashqari issiqlik
Ushbu jarayon elektr energiyasi tekisligi, shuningdek, kerakli xizmat ishlarining yuqori harorati qo'llanilganda yuzaga keladi. Bundan tashqari, haddan tashqari qizg'in ish maydoni bo'yicha isitiladigan temir, elementlarni past harorat barqarorligi bilan bog'lab qo'yish uchun regress lehim ishlatishi kerak. Bu ulanish simlari, qismlarini termal yo'q qilishga olib keladi, ularning xususiyatlarini o'zgartiradi.
Yassi lehim
Ulangan elementlarni tozalashning oldini olish tufayli aylanib o'tish jarayoni olinadi. Ularda oksidlanish qatlami qotishmaning yaxshi o'sishi va kichik bo'shliqlarga tushishiga yo'l qo'ymaydi. Bundan tashqari, bu aralashmalarning aralashmalari, shuningdek, lehodlangan metallning nomuvofiqligi paytida sodir bo'ladi. Tez toshqozlik kambag'alga olib keladi, ehtimol tashqi tashqi ta'sirda mexanik zarar.
Kimyoviy halokat
Kimyoviy qirragi noto'g'ri oqishni tanlashda yuzaga keladi, ular elektr lehim bilan bog'liq elementlarning turiga mos kelmaydi. Bundan tashqari, ish oqimining oxirida ulanishlarni yuvadigan bo'lsangiz, bu paydo bo'lishi mumkin. Bu korroziyaga, shuningdek metall konduktorning yo'q qilinishi tahdid solmoqda.
Ushbu ma'lumotni ishonchli kontaktga ishonch hosil qilish uchun elektr aloqalarini qanday hal qilishni o'rganishni aniqlaydi.

Tayyorlov jarayoni
Ushbu bosqichda elektronir va birlashtirilgan mahsulotlar tayyorlanadi. Lehim qismlari uchun kerakli qismlar uchun kerakli narsalarni aniqlash uchun siz minimal tarkibiy qismlarga ega bo'lishingiz kerak. U turli xil materiallar, lehim, yordamchi vositalar uchun elektrchi, oqimlardan iborat. Elektr tarmog'iga dastlabki qo'shilishda yangi elektr toki chekishi mumkin. Bu juda normaldir - uning tikuvida moylarni konlar.
Maslahatlar turli xil lehim turlariga mos keladigan boshqa shaklga ega bo'lishi mumkin. Yangi sting kiyinish, shuningdek oksidlanishdan himoya qilish uchun mezzaninga uchraydi. Buning uchun isitiladigan uchi Rosinga solinadi, metall eritiladi, shundan keyin yog'och barga ishqalanadi. Ushbu protsedura natijasida sting qotishma bilan to'liq qoplanishi kerak. Lehim qilish jarayonida oqim mezzani protsedurasini davriy o'tkirlash va takrorlashni talab qiladigan mis uchini asta-sekin buzadi.
Dazmol kiyishdan oldin temir va qalay bilan, sayt tayyorlash amalga oshiriladi. Elektr lehimlash uchun ishlatiladigan tafsilotlar ifloslanishdan tozalanadi, ularning depozitlari amalga oshiriladi. Buning uchun atetonga asoslangan turli xil eritgichlar, benzin va boshqa suyuqliklardan foydalaniladi, zangning mexanik usuli bilan chiqariladi. Bu tezda ulangan sirtlardan oksidlanish plyonkasini olib tashlash kerak.
Flite loy yoki qayta ishlash
Mezzani qatl etilishi mahsulotning qo'shma yuzasini lehim qoplamasi bilan birlashtirilgan o'simlik yuzasini qoplashni anglatadi. Ushbu protsedura tayyorgarlik jarayonida, shuningdek oraliq va finalda qo'llaniladi. Tayyorlov rejissidan foydalanish elementlarning yakuniy aloqasini juda osonlashtiradi, chunki allaqachon nurlantirilgan qismlari osonlikcha lehimlanadi.
Turli xil diametrning simlarining oxiri eng keng tarqalgan dasturlash operatsiyalariga tegishli. Flux izolyatsiyadan tozalash uchun qo'llaniladi, shundan keyin u lehim bilan. Eritilgan metall osonlikcha yadroga boradi va mezzani protsedurasi yakunlandi. Jarayonni takomillashtirish uchun tomirlar va kabellarning sirtik stimulyatorini amalga oshirish tavsiya etiladi. Radio tarkibiy qismlari ushbu dastlabki protsedurani talab qilmaydi va taxtalarga osongina lehim.
Turli metall aloqasi uchun ularning oqishi ishlatiladi. Ular ma'lum materiallar bilan ishlash uchun mo'ljallangan. Elektron lehimlash uchun flusika zanglamaydigan po'latdagi po'latdan yasalgan po'latdan yasalgan mahsulotlar uchun mos keladi. Shu bilan birga, korroziyani oldini olish uchun lehimchilikning oxirida mahsulotlarning yuzasini qoldiqlaridan tozalash kerak.

Mexance Lehinging
Lehim qiluvchi temir yordamida ishlarni bajarish, uch tomondan litgichdan olingan xunuk va uning to'g'ridan-to'g'ri ozuqa bilan etkazib berilgan elementning platformasida amalga oshiriladi. Xerding usulidan qat'i nazar, qism tayyorlanadi, uni ish holatida o'rnatadi. Shundan so'ng, u qayta ishlash joyining oqimi va elektr tekisligini isitish bilan ho'llanadi. Rominel bilan lehim qiluvchi temirni qanday qilib sizga jarayonning batafsil namoyishi bilan videoni aytib berishadi.
Xizmatni yopishtirganda, u ta'minlangan element bilan bosilganda. Flux qaynatiladi va asta-sekin bug'lanib ketadi, eritilgan metalga ulanish joyiga silliq siljishga imkon beradi. Ulangan joyda progressiv harakatlarni o'tkazish, metallni taqsimlash ulanish maydonchasi va qayta ishlangan maydon boshqariladi.
Spike joyiga qotishma etkazib berish uchun elementlarni kerakli birikma haroratiga oldindan isitishni ta'minlaydi. Shundan so'ng, lehimlash temiri uchi va qisman erigi metall xo'liga sazovor bo'ladi. Ushbu ish usuli katta qismlar uchun ko'proq mos keladi.
Turli xil kislotali oqimlardan foydalangandan so'ng korroziyaga qarshi aralashmani himoya qilish uchun shakllantirish kerak.
Askarlar turlari
Lehim, elektr moslamalari uchun elektr moslamalari darvozalarning kam haroratli markalar qo'llaniladi. Ushbu bosh qo'rg'oshin materiallari metall tayoqchalar shaklida. GOST ma'lumotlariga ko'ra, bu qattiq qotishmalar o'z tarkibida turli xil kontentga ega. Bunga qarab, ularning belgilari amalga oshiriladi (POS-61, POS-40, POS-30). Ularga qo'shimcha ravishda, poksik bo'lmagan tur uchun etakchiliksiz va boshqa formulalar ishlab chiqariladi. Ular yuqori erigan nuqtaga ega va yuqori aralash kuch bilan ta'minlanadi.
Ba'zi qotishmalar past haroratga ega va radio elementlari va ko'plab taxtaning mikroblari va mikrokulalari uchun ishlatiladi, ayniqsa sezgir qizdiradi. PSR turining qalay kumush formasi, shuningdek, uning toza shaklida tein faol ishlatiladi. Ko'plab sotilgan qismlar uchun ularni ulash uchun ishlatiladigan komponentlar bilan jadvallar mavjud.

Pike harorati
Lehimlangan elementlarning sifati bevosita elektr yo'lning uchini isitish haroratiga bevosita bog'liq. Flux-dan foydalanganda hatto ilg'or isitish metall sirtga yoyishga imkon bermaydi. Bunday ulanish bo'shashgan tuzilishga va kam quvvatga ega bo'ladi.
Sting harorati 40 °, lehli qismlar uchun, lehli qismlar uchun 40 °, bu ko'rsatkich 40-80 ° C oralig'ida bo'lishi kerak. Bunday holda, lehim uchi 60-120 ° C dan yuqori darajadagi loting qiymatidan yuqori bo'ladi. Lehim stantsiyalarida kerakli harorat maxsus tartibga soluvchi tomonidan o'rnatiladi.
Kerakli isitishning vizual aniqlashiga indikator - rozin. U bug 'va qaynatish, kichik qaynash tomchilari shaklida tikilib turishi kerak.
Xavfsizlik choralari
Elektr lehimlash jarayonida kaustik gazlar ajralib turadi, xavfli sog'liq, shuning uchun ish yaxshi shamollatilgan xonada ish olib borish kerak. Bundan tashqari, texnologik jarayon eritilgan metalning davriy chayqalishi bilan birga keladi. Ko'zingizni himoya qilish uchun maxsus oynalardan foydalaning. Shuni yodda tutingki, tarmoq elektr jihozlari maxsus ehtiyot choralariga muvofiqligini talab qiladi, chunki ular metall qismlarga ega. Elektr ta'minotining izolatsiyasiga alohida e'tibor qaratilmoqda. Elektr zanjiri va yong'inga olib keladigan elektr asbobning issiq qismiga tushmasligiga ishonch hosil qiling.
Bosqichma-bosqich rivojlanish mahorati

Yaqinda elektronika bilan tanishishni boshlaganlar, birinchi qarashda oddiy vazifa - bu qanday qilib qanday qilib iltimos qilish.
Hammasi oddiy bo'lib tuyuldi - men lehim qiluvchi temir, lehim, rozinni olib, ba'zi qiziqarli qurilmani to'plashni boshlashingiz mumkin. Ammo elektron uy qurilishi uchun siz yuqori sifatli va ishonchli lehimchilik qobiliyatiga ega bo'lishingiz kerak.
Har qanday elektron qurilmaning ishlashi, avvalambor elektr aloqalari va askarlarning ishonchliligiga, shu jumladan. Yuqori sifatli lehimchilik qobiliyati tajribaga ega. Shuning uchun mashg'ulotlar zarur . Nega boshlang'ich?
Lehingni o'rganish uchun, birinchi navbatda, nazariya bilan tanishish kerak. Hozir vaqt kerak bo'ladi va uni kelajakda qutqaradi. Siz lehimchilik ko'nikmalarini rivojlantirish uchun siz bilishingiz kerak bo'lgan narsa.
Minimal Lehim Lehim Kit: lehimlash temir, lehim, rozin, palter stend.
Sotuvchilar. Tin-qo'rg'oshlik askarlarining xususiyatlari va xususiyatlari.
Yaqinda radio bozorlarining javonlarida qo'rg'oshinsiz loting paydo bo'ldi (bepul. U maishiy radiostan jihozlarini yig'ishda faol ishlatiladi. Lehing etakchilik qilmasdan keng tarqalgan qalamdan tashqari xususiyatlari bilan ajralib turadi. Qo'rg'oshinsiz lehim haqida o'qing.
Shuningdek, lehim va yig'ish jarayonida o'rnatish vositasi talab qilinadi.
Nazariyni oson o'qish uchun siz xavfsiz holga keltirishingiz mumkin. O'quv ko'nikmalari uchun siz kubni lostlashingiz mumkin. Avvaliga bu oddiy narsa, lekin aslida bunday emas.

Kubni tikish mis sim
Biz taxminan 1 millimetrning kesishgan qismi bilan mis simni olib boramiz. Agar sim laklangan bo'lsa, avval izolyatsiyani olib tashlashingiz kerak. Buni tengdosh pichoq va sayoz zımpara bilan bajarish yaxshiroqdir. Telefon qopqog'ining qoldiqlari konduktorning to'xtatib turishiga xalaqit bermasligi uchun simning yuzasi ehtiyotkorlik bilan tozalash kerak. Hatto ipni izolyatsiyaning kichik joylar ham, pigrni tortib olishdan keyin qolgan holda, bundan keyinroq mezzani. Keyingi, biz temir yo'l simini temir yo'l qilamiz. Siz simni ro'yxatga olish haqida o'qishingiz mumkin.

Setishish jarayonida suyuq oqim, masalan, LTI-120 dan foydalanish mumkin. Naychalarda radiobalar do'konida sotiladi. U cho'tka yoki dispenser bilan jihozlangan bo'lishi mumkin (Flux dompletka uchun pipet kabi turi).

LTI - 120.
Suyuq oqim tezda quriydi. Shuning uchun, biroz qalinlik berish uchun bir oz quriting.
Kerakli burchak ostida ikkita konduktorning bosh jarayonini osonlashtirish uchun siz "uchinchi qo'l" dan foydalanishingiz mumkin. Uchinchi qo'li juda foydali qurilma. Bu barmoqlarni ehtiyot qismlar yoki direktorlarni barmoqlaringiz bilan ushlab turish mumkin bo'lgan tasodifiy kuyishdan saqlashga yordam beradi.

Agar siz bunday qurilmani sotib ololmasangiz, shunga o'xshash narsa "timsoh" qisqichlari va bir nechta metall qismlardan foydalanib to'planishi mumkin.
Radio komponentlarini tashlang.
Noto'g'ri apparatdan bosilgan elektron pochta chempionlarida radiostantentlarni etkazib berishda to'xtash mumkin. Ushbu maqsadlar uchun eski keraksiz televizor mos keladi, masalan, 4 tagacha. Bunday televizorlar Sovet davrida katta miqdorda topildi. Barcha radio komponentlari teshiklarga o'rnatilib, teshiklarga o'rnatilib, teshiklarga o'rnatiladi - (Inglizchadan).
Zamonaviy radio uskunalarining aksariyat qismida SMT-ni o'rnatish yoki aralashtirilgan (smt + ttt) ishlatiladi. SMT usuli tomonidan to'plangan bosma platalar bilan radio elementlarini demontaj qilish, SMD elementlari (qobiliyatlar, diodlar, tikuvchilar) ularni tashlab yuborishlari uchun juda oz kichik va maxsus uskunalar talab etiladi. shu sababli har xil radio komponentlarining ovqatlanishida amaliyot Chop etilgan elektron taxta bilan, teshiklarga o'rnatish orqali tayyorlangan taxtalardan boshlash osonroq.
Agar oddiy radio komponentlaridan mahrum bo'lish bilan bog'liq biron bir qiyinchiliklar bo'lmasa, o'quv ko'nikmalarini boshqarish, SMD elementlarini boshlash mumkin. Zamonaviy elektronika, sirtdagi tarkibiy qismlarni o'rnatish juda mashhur va bu tendentsiya saqlanib qoladi - qismlar kichikroq va kichikroq bo'ladi.

Komponentlarning SAD lehimlari uchun issiqlik keng lehim stantsiyasini olish tavsiya etiladi.
Termo-hav lehodchilik stantsiyasi haqida ko'proq o'qing.
An'anaviy lehimlash temir bilan qaynatgichdan SMD elementlarini topish juda qiyin va chiplar kabi ko'p tomonlama qismlar umuman oqilona, \u200b\u200bshuning uchun lehim stantsiyasi shunchaki kerak. U o'rnatish jarayonini soddalashtiradi va bir nechta planar mikrosjirislari, miniatyura tranzistorlari, tikanlar va sig'imlarni demontaj qiladi. Agar siz radioelektronika bilan shug'ullansangiz va elektronikalarni ta'mirlashni rejalashtirsangiz va masalan, uyali telefonlarni ta'mirlash, keyin siz issiqroq do'stona xizmat qilish stantsiyasiga shubha qilmang.
Xavfsizlik qoidalari haqida ham unutmang. Lehimchilik sodir bo'layotgan xonada sotilganligi ma'qul. Bir nechta Rosin nafas olishga harakat qiling.
Bosilgan elektron taxtasiga haddan tashqari qizib ketmang. Bu uning qo'rqitish va to'plamini istisno qiladi. Ko'zlar va yuzni himoya qilishga arziydi. Parchalar bahorining xulosalari egiluvchan kuchlarning harakati ostida bahor olinishi, suyuq lidds tomchilarini har tomonga silkitadigan kam uchraydigan holatlar yo'q. Shunga o'xshash holat, mis treklari tozalanganda, va suyuq karomni chayqash paytida bosilgan elektron taxtaning haddan tashqari qizib ketishi paytida yuzaga keladi. Bunday holatlardan qochishga harakat qiling!
Tonna darslardan yaxshiroq OZ mashqlari!
Har bir Ajam Elektrika savol bilan maydalangan: "va qanday qilib chiplarni qanday qilib olish kerak, chunki ularning xulosalari orasidagi masofa juda kichikmi?" Ushbu maqolada turli xil chipda ishlarni topish mumkin. Xo'sh, ushbu maqolada men mikrohirlikning perimetri atrofida joylashgan chiplarni qanday qilib kiyganingizni ko'rsataman.Har bir elektronda bunday chipning o'ziga xos sekretsiyasi mavjud. Ushbu maqolada men o'z yo'limni ko'rsataman.
Eski chipni demontaj qilish
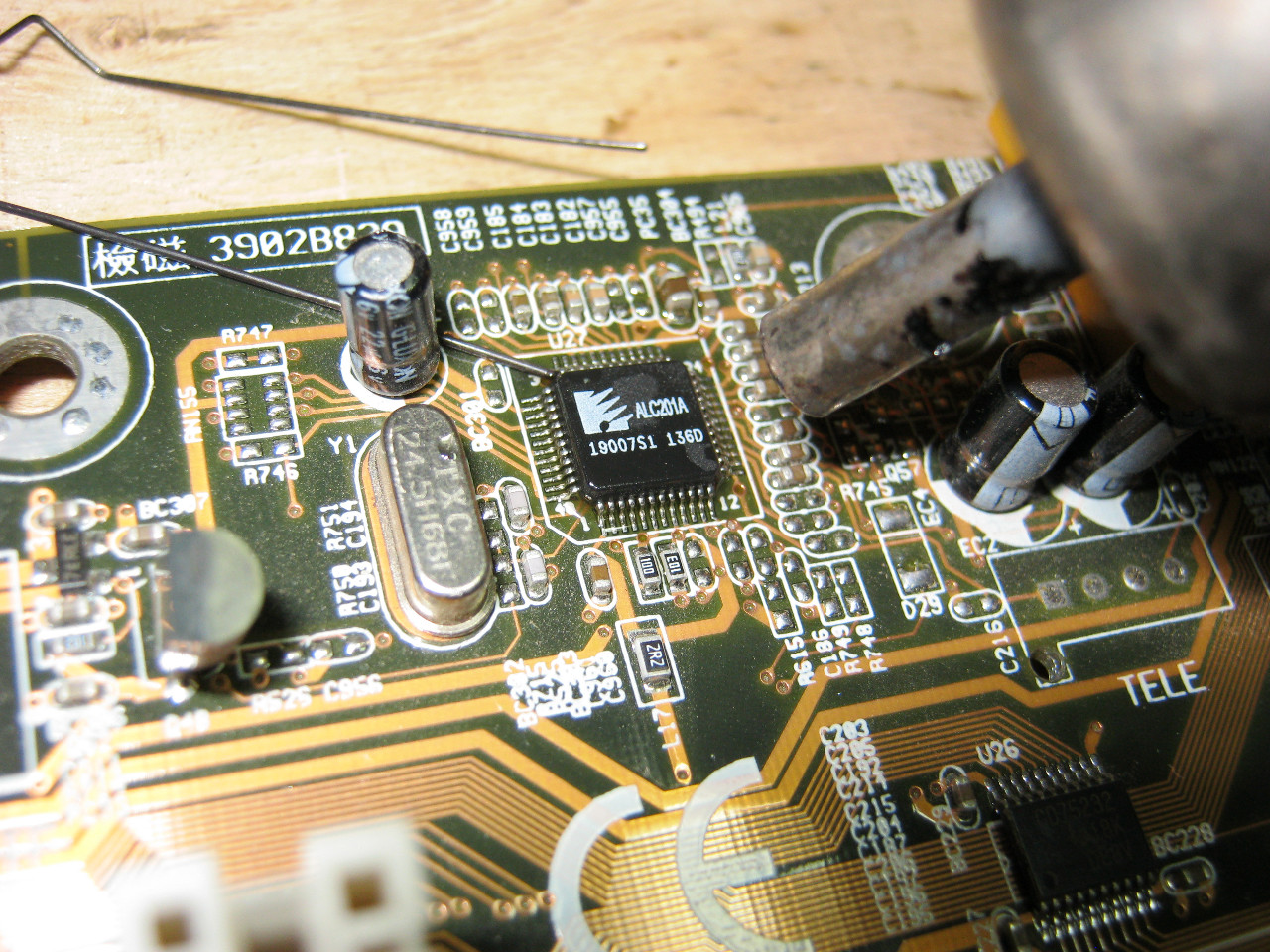
Har bir chip "kalit" deb nomlangan. Men uni qizil doirada ta'kidladim.
Ushbu yorliqni hisoblash boshlanadigan ushbu yorliq boshlanadi. Chiplarda, xulosalar soat miliga teskari hisoblanadi. Ba'zan bosilgan elektron taxtasida mikrohitariya lehli va topilgan raqamlar ko'rsatiladi. Suratda biz eng yuqori bosma pallasdagi oq maydonning chetidan kesilganki, chip ushbu yo'nalishda turishi kerakligini anglatadi. Ammo ko'pincha ko'rsatilmaydi. Shuning uchun, siz chip yo'qolguningizcha, u qanday o'rnidan turganini yoki rasmini olgani, mobil telefonning foydasi har doim qo'lda.
Boshlang'ichlar uchun barcha treklar mo'l-ko'l moyil bo'lib, Flux plyus Gel Filxni yoyadi.

Tayyor!

Sochni quritgichning haroratini 330-350 darajaga suring va perimetri atrofida chip tinchlantiradigan dumaloq harakatlarimizni "qovuring" ni boshlang.

Men bir narsadan maqtanmoqchiman. U lehim stantsiyasini to'plamda to'plangan. Men uning ekstraktor chip deb chaqiraman.

Hozirgi vaqtda xitoylar ushbu vositani yaxshiladilar va endi bu kabi:

Uni nozullar qanday izlaydi

Xarid qilish mumkin ushbu havolani .
Yasim eritishni boshlaganimizni ko'rib, biz chipning chetini olib, uni ko'tarishni boshlaymiz.
Mikrotunoslik ekstraktorining kuchaytirilishi juda katta bahor ta'siriga ega. Agar biz bir oz temirning chipini ko'tarsak, Tweezer, keyin biz mikroscyctivit va aloqa izlari bilan birlashishga har bir imkoniyatga egamiz (raqamlar). Badeing mo'ylovi tufayli chip faqat kiyingan joyda butunlay eritilgan paytda tashlanadi.
Bu hozir keldi.

Yangi mikrokritini o'rnatish
Lehimchilik temir va mis bilan o'rash, yamoqni haddan tashqari lehimdan tozalang. Mening fikrimcha, eng yaxshi mis brigaymi Goot wits..

Biz shunday qildik:


Bu kabi o'zgarishi kerak

Bu erda asosiy narsa afsuslanish va lehim qilish emas. Bu bizning yangi chipimizni qo'yamiz, chunki biz yangi chipimizni qo'yamiz.
Endi biz bu masalani har xil ngak va axlatdan tozalashimiz kerak. Buning uchun, paxta tayoqchasini oqim yoki alkogolda namlang. Kimyo haqida ko'proq ma'lumot. Chip ostida pishirilgan toza va chiroyli aloqa yo'llari bo'lishi kerak.

Nihoyat, bularning barchasi ozgina moylash

Biz kalitda yangi chipni qo'ydik va uni iloji boricha ushlab tursak, uni iloji boricha ushlab turamiz va dumaloq harakatlar uni perimetri atrofida boshqaradi.

Va nihoyat, hatto oqimni pirakkalarni pirogi temirdan foydalanib, chiplarni kontaktlarga perimetri "silliq" ga moylash.

Menimcha, bu SMD chipni muhrlashning eng oson usuli. Agar mikrohirgi yangi bo'lsa, unda u o'z kontaktlarini Flux LTI-120 va lehim bilan joylashtirishi kerak bo'ladi. FLUX LTI-120 neytral flux deb hisoblanadi, shuning uchun u chipga zarar etkazmaydi.

O'ylaymanki, endi siz mikrokuitlarni to'g'ri libos qilishingizni bilasiz.