Paano gumamit ng panghinang na bakal: pag-aaral kung paano maghinang nang tama. Paano matutunan kung paano maayos na maghinang gamit ang isang electric soldering iron: mga panuntunan sa trabaho Ano ang kailangan mo para sa isang panghinang na bakal
Ang sinumang baguhan na amateur sa radyo, isang paraan o iba pang konektado sa electronics, ay kailangang lutasin ang problema kung paano matutunan kung paano maghinang gamit ang isang panghinang na bakal mula sa simula. Sa unang sulyap, walang mahirap dito, ngunit ito ay isang karaniwang maling kuru-kuro ng lahat ng mga baguhan na inhinyero ng electronics, dahil walang praktikal na mga kasanayan imposibleng magbigay ng isang maaasahang at mataas na kalidad na koneksyon sa pamamagitan ng paghihinang.
Ano ang paghihinang at kung ano ang kakanyahan ng proseso
Ang huling resulta ng paghihinang ay ang koneksyon ng dalawang elemento ng metal na magkasama. Ang proseso ng paghihinang mismo ay ibinibigay ng isang independiyenteng metal na may mas mababang punto ng pagkatunaw. Ito ang metal na nagsisilbing isang panghinang.
Ang bawat paraan ng paghihinang ay batay sa prinsipyo ng pagpainit ng mga elemento ng metal sa punto ng koneksyon. Ang temperatura ng pag-init ay dapat na mas mataas kaysa sa temperatura kung saan natutunaw ang metal na ginamit para sa panghinang. Sa mode na ito, ang solder metal, na natunaw, ay malayang dumadaloy sa mga puwang at mga bitak sa pagitan ng mga bahagi, bahagyang tumagos kahit sa istraktura ng metal mismo. Pagkatapos ng solidification, isang mekanikal na bono at elektrikal na contact ay nabuo sa lugar na ito.
Mayroong dalawang pangunahing kundisyon, kung wala ito ay imposibleng malutas ang problema kung paano maghinang nang tama:
- Sa punto ng paghihinang, ang mga elemento ay dapat na malinis hangga't maaari. Ang koneksyon sa ibabaw ay isinasagawa sa antas ng molekular, at kahit na isang maliit na dumi o oxide film ay makabuluhang bawasan ang pagiging maaasahan ng contact. Posible na ang mga bahagi ay hindi makakonekta sa lahat.
- Pagsunod sa rehimen ng temperatura, na nabanggit kanina. Sa kaso ng hindi sapat na pagkakaiba sa temperatura, ang kristal na sala-sala ng panghinang ay hindi maaaring mabuo nang normal dahil sa thermal shrinkage sa panahon ng solidification.
Ang tanso at ang mga haluang metal nito ay mahusay na nakakabit sa mga tradisyonal na panghinang. Ang mga ito ay angkop para sa bakal, aluminyo at iba pang mga metal. Ang tanging seryosong limitasyon ay ang paghihinang ng malalaking bahagi ng metal dahil sa imposibilidad ng pagpainit sa mga ito sa kinakailangang temperatura.
Kadalasan, ang solder ay binubuo ng isang tin-lead alloy, na maaaring maglaman ng iba't ibang dami ng lata. Ang porsyento ng nilalaman ay ipinapakita sa pag-label, halimbawa, POS-40 o POS-60. Ang temperatura ng pagkatunaw ay nakasalalay din sa tagapagpahiwatig na ito, na 235 degrees para sa unang panghinang, at 183 degrees para sa pangalawa. Ang punto ng pagkatunaw ng POSV-33 solder, na binubuo ng lata, lead at bismuth, ay mas mababa pa. Para sa pagsali sa mga bahagi ng aluminyo, kinakailangan ang mga espesyal na high melting point solder.

Ang isa pang mahalagang bahagi ay mga flux, sa tulong ng kung saan ang mga ibabaw ng metal ay nalinis ng mga oxide sa anyo ng mga pelikula. Ang pinakalat na kalat ay rosin, na pinoprotektahan ang pinainit na metal mula sa pakikipag-ugnay sa hangin.
Pagpili ng mga flux at solder
Dahil ang kalidad ng mga joint ng paghihinang ay higit na nakasalalay sa tamang pagpili ng mga flux at solder, ang mga materyales na ito ay dapat isaalang-alang nang mas detalyado. Sa kasalukuyan, mayroong isang malaking bilang ng mga sangkap na ito, na angkop para sa halos lahat ng mga uri ng paghihinang.
Ang pangunahing pag-andar ay ang pag-pickle ng mga bahagi ng metal, alisin ang oxide film at pagkatapos ay protektahan ang ibabaw mula sa kaagnasan. Ginagarantiyahan ng flux coating ang kalinisan nito, mahusay na basa at pagkalat ng lata.

Ang mga flux ay pinili ayon sa mga metal at haluang metal na pagsasamahin. Ang komposisyon ng anumang pagkilos ng bagay ay kinabibilangan ng mga metal salt, alkalis at acid, na aktibong tumutugon sa pagtaas ng temperatura. Sa pagsasaalang-alang na ito, mayroong isang kondisyon na paghahati ng mga materyales na ito sa dalawang uri.
Ang una sa kanila ay aktibo; ito ay batay sa hydrochloric, perchloric at iba pang mga inorganic acid. Ang kanilang agresibong epekto sa metal ay nangangailangan ng mabilis na paglilinis sa pagtatapos ng trabaho. Ito ang tanging disbentaha ng naturang mga flux, ngunit maaari silang magamit upang pagsamahin ang halos anumang metal. Available ang mga ito sa anyo ng likido at itinuturing na mas madaling ilapat. Ang alkohol o gliserin ay idinagdag sa kanila, na ganap na sumingaw kapag pinainit.
Ang pangalawang uri ng flux ay binubuo ng rosin at ginagamit upang pagsamahin ang mga non-ferrous na metal. Ang mga ito ay itinuturing na hindi gaanong mahusay para sa mga bahagi ng bakal. Sa pagtatapos ng trabaho, ang rosin ay dapat hugasan, dahil sa paglipas ng panahon ay nagiging sanhi ito ng kaagnasan at nagiging mga conductor ng electric current sa matagal na pagkakalantad sa isang mahalumigmig na kapaligiran.

Ang panghinang ay mas madaling kunin para sa trabaho. Pangunahing ginagamit ang mga lead at lata compound na may PIC marking. Ang porsyento ng lata ay ipinahiwatig ng mga numerong sumusunod sa mga titik. Ang mas mataas na nilalaman ng lata sa solder ay nagbibigay ng mas mataas na mekanikal na lakas at electrical conductivity ng mga joints. Kasabay nito, ang natutunaw na punto ng panghinang na may mataas na proporsyon ng lata ay bumababa din. Ang pagdaragdag ng tingga ay nag-normalize ng solidification at pinipigilan ang lata mula sa pagkalat.
Ang ilang mga modernong solder ay ginawa nang walang lead (BP), sa halip na kung saan ang zinc o indium ay idinagdag. Mayroon silang mas mataas na punto ng pagkatunaw, ngunit ang mga kasukasuan ay mas malakas at mas lumalaban sa kaagnasan. Sa kabaligtaran, may mga light alloy na solder na maaaring kumalat mula 90-110 degrees. Ginagamit ang mga ito upang ikonekta ang mga bahagi na lubhang sensitibo sa sobrang init.
Pagpili ng panghinang na bakal
Mayroong ilang mga uri ng mga panghinang sa bahay. Ang mga ito ay dinisenyo para sa iba't ibang mga boltahe at maaaring gumana mula sa 12, 220 at 380 volts.

Ang kapangyarihan ng isa o isa pang panghinang na bakal ay pinili batay sa gawaing isinagawa:
- Paghihinang ng mga elektronikong bahagi at bahagi - 40-60 W.
- Mga bahagi hanggang sa 1 mm ang kapal - 80-100 W.
- Ang mga elemento na may kapal na 2 mm ay nangangailangan ng kapangyarihan na 100 W o higit pa.
Bilang isang patakaran, ang mga DIYer ay may dalawang panghinang na bakal - mababa at katamtamang kapangyarihan, na may kakayahang lutasin ang halos lahat ng mga gawain. Maaaring maganap ang pagsasanay sa alinman sa mga ito. Inirerekomenda na maghinang ng makapal na pader na mga bahagi sa propesyonal na kagamitan.
Paghahanda ng paghihinang
Sa pinakaunang koneksyon ng panghinang sa network, tiyak na uusok ito. Sa sandaling ito, ang factory grease ay nasusunog. Matapos huminto ang paglabas ng usok, ang panghinang na bakal ay dapat patayin at hayaang lumamig. Pagkatapos, bago ang paghihinang, kailangan mong patalasin ang tip.
Ang dulo ng panghinang na bakal ay ginawa sa anyo ng isang cylindrical rod. Ang materyal ay isang tansong haluang metal. Ang pag-aayos ay isinasagawa gamit ang isang tornilyo ng presyon. Sa karamihan ng mga kaso, ang tibo ay hindi matalas at samakatuwid ay dapat na ihanda. Maaari mong baguhin ang hugis gamit ang isang martilyo, file o papel de liha.
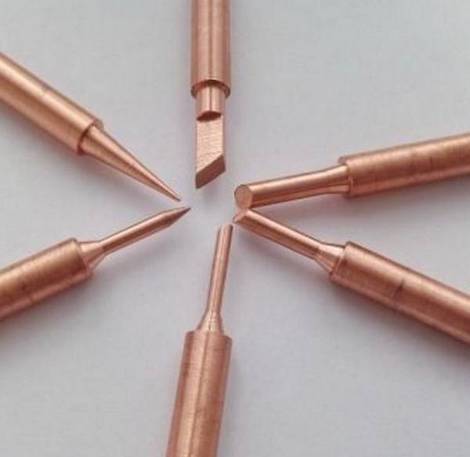
Ang bawat uri ng trabaho ay nangangailangan ng ibang configuration ng tip:
- Ang hugis ay patag o sa anyo ng isang spatula ay ibinibigay sa pamamagitan ng pagyupi. Maaaring kailanganin ang flat corner sharpening para sa pagdugtong ng mga solidong bahagi.
- Ang pagpapatalas sa anyo ng isang matalim na kono o pyramid ay kinakailangan upang maghinang ng maliliit na bahagi.
- Ang isang hindi gaanong matalim na taper ay kinakailangan para sa paghihinang ng makapal na konduktor at malalaking bahagi.
Sa kawalan ng proteksiyon na patong, ang dulo ng tool ay dapat na tinned. Ang isang manipis na layer ng lata ay inilapat sa ibabaw ng nagtatrabaho bahagi. Ang pamamaraang ito ay isinasagawa sa unang pagsisimula, kapag wala nang anumang paglabas ng usok. Pagkatapos handa na ang tool, natututo kaming maghinang.
Mga paraan ng paghihinang para sa mga bahagi at bahagi
Ang paghihinang mga wire ay itinuturing na pinakamadaling pamamaraan. Ang mga dulo ng bawat kawad ay inilubog sa natunaw na pagkilos ng bagay, pagkatapos nito ay kinakailangan na lumakad kasama ang mga ito gamit ang isang panghinang na bakal, ang dulo nito ay mahusay ding nabasa ng pagkilos ng bagay.
Sa panahon ng tinning mismo, inirerekumenda na iwaksi ang lahat ng labis na panghinang. Sa proseso ng pagsali, unti-unting nabuo ang isang twist. Nag-iinit ito, at ang lahat ng libreng espasyo ay napuno ng lata.


Kung hindi man, ang mga dulo ay nababad sa pagkilos ng bagay, at ang paghihinang ay tapos na kaagad, nang walang tinning. Ang pamamaraang ito ay kadalasang ginagamit sa mga koneksyon ng manipis na conductor o maraming wire strands. Sa isang mahusay na pagkilos ng bagay at isang malakas na panghinang na bakal, ang isang mataas na kalidad at maaasahang koneksyon ay nakasisiguro.
Ang pagtatrabaho sa electronics ay mas mahirap. Ang ilang kaalaman at praktikal na kasanayan ay kailangan na rito. Gayunpaman, ang isang baguhang master ay maaari ring magsagawa ng mga simpleng hakbang upang ayusin ang isang circuit:
- Bago ang paghihinang, ang mga elemento ng mga terminal na may mga binti ay dapat na maayos na may waks o plasticine sa kanilang mga butas. Sa kabilang panig ng board, ang panghinang na bakal ay dapat na mahigpit na pinindot sa terminal upang mapainit ito. Dagdag pa, ang isang manipis na panghinang sa anyo ng isang wire na may flux ay ipinasok sa lugar na ito. Ang lata ay kinakailangan ng napakaliit, ang pangunahing bagay ay ang daloy ng pantay sa butas mula sa lahat ng panig.
- Kung ang butas ay masyadong malaki at ang mga binti ay nakabitin dito, ang lugar na ito ay dapat na basa-basa ng kaunting flux. Susunod, ang lata ay dinadala sa tangkay at dumadaloy pababa, pagkatapos nito ang butas ay pantay na napuno.
Ang kakayahang maghinang sa modernong buhay, na puspos ng mga de-koryenteng kasangkapan at electronics, ay kasing kinakailangan ng kakayahang gumamit ng screwdriver. Mayroong maraming mga paraan ng paghihinang ng mga metal, ngunit una sa lahat kailangan mong malaman kung paano maayos na maghinang gamit ang isang panghinang na bakal. Ang ganitong tila simpleng aksyon ay may maraming mga subtleties at nuances - mula sa pagpili ng tool hanggang sa mga hakbang sa kaligtasan kapag nagtatrabaho dito.
Pangkalahatang isyu
Ito ay ang mga metal na ginagamit, sila ay may posibilidad na kumalat sa ibabaw kung sila ay nasa isang tunaw na estado. Ito ay pinadali ng mga puwersa ng grabidad at katamtamang pag-igting. Nagbibigay-daan sa iyo ang property na ito na magkonekta ng maraming bahagi. Ang mga ito ay sakop ng isang layer ng panghinang, pag-aayos ng mga elemento sa isang tiyak na posisyon.
Tila elementarya ang lahat: natunaw niya ang metal at tinakpan ang lugar kung saan nakakabit ang mga bahagi nito. Sa pagsasagawa, ang isang mas kumplikadong sitwasyon ay sinusunod, dahil mahalaga na ang bahagi ay parehong malakas at kondaktibo. Sa isip, ang layer ay dapat na manipis, ngunit may pinakamataas na kapangyarihan sa pagtatago.
Upang mas mabuting magtanong Upang harapin ang operasyong ito, kailangan mong isaalang-alang ang mga sumusunod na punto:

Karaniwan, kailangan ang mga flux para sa pag-ukit at pag-alis ng oxide film. Bilang karagdagan, ang kanilang paggamit ay isang mahusay na paraan upang maprotektahan laban sa kaagnasan. Kung wala ang mga ito, mahirap isipin ang isang buong paghahanda para sa paghihinang, dahil kung ang mga bahagi ay hindi nakakakuha ng lata, kung gayon ang isang mataas na kalidad na pinagsamang ay hindi makakamit. Kadalasan, ang mga sangkap na ito ay pinaghalong mga asing-gamot, alkalis at mga acid.
Dalawang uri ng flux ang maaaring makilala:

 Ang pagpili ay ginawa batay sa mga tiyak na layunin na makakamit. Ito ay mas mahusay na ang parehong mga varieties ay naroroon sa arsenal.
Ang pagpili ay ginawa batay sa mga tiyak na layunin na makakamit. Ito ay mas mahusay na ang parehong mga varieties ay naroroon sa arsenal.
Ang pag-aayos ay isinasagawa gamit ang mga panghinang... Bilang panuntunan, ginagamit ang mga lead-tin grades (POS). Pagkatapos ng pagmamarka, dapat na mayroong isang numero, na nagpapahiwatig ng konsentrasyon ng lata. Ang mas kahanga-hangang tagapagpahiwatig na ito, mas mataas ang paglaban sa mekanikal na stress at electrical conductivity. Ang punto ng pagkatunaw ay mas mababa. Ang lead sa compound ay kailangan para sa solidification. Kung wala ito, hindi mapapanatili ng lata ang pagkakapareho.
May mga espesyal na uri ng panghinang sa merkado na walang lead (BP). Ito ay pinalitan ng indium o zinc. Ang isang malaking plus ng naturang mga compound ay ang kawalan ng toxicity. Ang punto ng pagkatunaw ay mas mataas, ngunit ang lakas ay mas seryoso.
Matatagpuan ang mga mababang marka ng pagkatunaw. Ang mga ito ay Wood at Rose solder. Kumalat sila sa temperatura na 90-110 degrees. Ang ganitong mga koneksyon ay ginagamit kapag lumilikha at nag-aayos ng kagamitan.
Ang iba't ibang uri ng trabaho at ang mga kondisyon kung saan sila ginagampanan, ay nagbunga ng paglitaw ng ilang uri paghihinang kagamitan.

Pagpili ng tip sa paghihinang na bakal
 Ang bahaging ito ng istraktura ay naiiba sa hugis at materyal kung saan ito ginawa. Ang pinaka-primitive na opsyon ay ang awl-like sting. Mayroong maraming mga pagkakaiba-iba: scapula, cone, bevel, atbp. Kapag pumipili ng isang hugis, kailangan mong magkaroon ng ideya ng gawaing gagawin sa tibong ito. Mahalagang bumili ng isang bagay na magbibigay ng maximum na lugar ng pakikipag-ugnay sa ibabaw.
Ang bahaging ito ng istraktura ay naiiba sa hugis at materyal kung saan ito ginawa. Ang pinaka-primitive na opsyon ay ang awl-like sting. Mayroong maraming mga pagkakaiba-iba: scapula, cone, bevel, atbp. Kapag pumipili ng isang hugis, kailangan mong magkaroon ng ideya ng gawaing gagawin sa tibong ito. Mahalagang bumili ng isang bagay na magbibigay ng maximum na lugar ng pakikipag-ugnay sa ibabaw.
Bilang isang tuntunin, ginagamit ang materyal tanso, kung saan idinaragdag ang iba't ibang mga impurities (halimbawa, chromium o nickel). Pinapabuti nito ang mga katangian ng pagganap. Sa partikular, ang tibay ay tumaas nang malaki.
Ang isang uncoated tip ay mabilis na lumalala. Dapat itong linisin pana-panahon at mangungulit... Upang neutralisahin ang kapintasan na ito, inirerekumenda na huwad ang elementong ito at gilingin ito upang magbigay ng isang hugis o iba pa.
Sa iba't ibang mga sitwasyon, ang tool na ito ay maaaring ilapat sa isang bilang ng mga tampok na nagkakahalaga ng pagbibigay pansin. Hindi lamang ang pangwakas na kalidad ay nakasalalay dito, kundi pati na rin ang antas ng pagiging posible ng operasyon sa kabuuan.
Paghihinang mga kable
 Ang mga dulo ay inilubog sa pagkilos ng bagay at pagkatapos nito ay gumuhit kami ng isang kagat kasama ang mga ito na may isang kagat na moistened sa parehong solusyon. Ito ay mahalaga dito upang iwaksi ang labis mula sa mga wire... Huwag pabayaan ito kung nais mong makamit ang isang kalidad na koneksyon at walang kamali-mali na paggana.
Ang mga dulo ay inilubog sa pagkilos ng bagay at pagkatapos nito ay gumuhit kami ng isang kagat kasama ang mga ito na may isang kagat na moistened sa parehong solusyon. Ito ay mahalaga dito upang iwaksi ang labis mula sa mga wire... Huwag pabayaan ito kung nais mong makamit ang isang kalidad na koneksyon at walang kamali-mali na paggana.
Kapag natapos na ang paunang yugto, pinipihit namin ang mga wire at pinainit ang mga ito gamit ang isang maliit na panghinang. Ang lahat ng libreng espasyo ay dapat punan ng tinunaw na timpla.
Kung ang mga stranded na konduktor ay sinadya, ang tinning ay maaaring ibigay. Ang mga dulo ay simpleng moistened at naayos nang walang pretreatment na may kagat. Ang operasyong ito ay hindi isinasagawa sa loob ng mga switchboard dahil may mataas na panganib ng kaagnasan. Bilang karagdagan, ang mga naturang disenyo ay hindi nabibilang sa kategorya ng split.
Pag-aayos ng electronics
 Tama diskarte ay makakamit lamang empirically. Kung hindi mo pa nagawa ang ganoong gawain, gumamit ng tulong ng isang espesyalista na magsasabi sa iyo kung paano magtrabaho sa isang panghinang na bakal sa kasong ito, dahil mahalagang may kumokontrol at gumawa ng napapanahon mga rebisyon sa proseso. Ngunit kung pinag-uusapan natin ang isang tipikal na naka-print microcircuit, kahit na ang unang nakapulot ng instrumento ay kakayanin.
Tama diskarte ay makakamit lamang empirically. Kung hindi mo pa nagawa ang ganoong gawain, gumamit ng tulong ng isang espesyalista na magsasabi sa iyo kung paano magtrabaho sa isang panghinang na bakal sa kasong ito, dahil mahalagang may kumokontrol at gumawa ng napapanahon mga rebisyon sa proseso. Ngunit kung pinag-uusapan natin ang isang tipikal na naka-print microcircuit, kahit na ang unang nakapulot ng instrumento ay kakayanin.
Pinakamadaling maghinang maliit mga elemento ng output. Pre-fix namin ang mga ito sa tulong ng ilang malapot na sangkap sa mga butas. Pindutin nang mahigpit ang tibo sa likod upang mapainit ito. Pagkatapos ay ipinasok namin ang panghinang sa lugar ng paghihinang (hindi dapat maging labis nito).
Kung maluwag ang elemento ng labasan, basain muna natin ito ng flux. Sa pamamaraang ito, ang isang maliit na patak ng lata mula sa panghinang na bakal ay inililipat sa tangkay. Ang sangkap ay umaagos, pinupuno ang butas.
Malaking bahagi
 Ang mga cable gland, tangke at kagamitan ay may mataas na kapasidad ng init, kaya ang proseso serbisyo at mukhang medyo iba ang koneksyon.
Ang mga cable gland, tangke at kagamitan ay may mataas na kapasidad ng init, kaya ang proseso serbisyo at mukhang medyo iba ang koneksyon.
Una, nakakamit natin ang kumpletong kawalang-kilos. Ginagawa ito gamit ang mga clamp o plasticine (wax). Pagkatapos ay isinasagawa ang isang point soldering.
Susunod na yugto - tinning... Ginagawa ito sa mga punto ng pag-aayos. Mahalagang lapitan ang prosesong ito nang may lubos na pangangalaga.
Pagkatapos - ang libreng espasyo ay puno ng panghinang. Ang mga espesyal na komposisyon ay ginagamit, na kung saan ay nailalarawan sa pamamagitan ng refractoriness at ang kakayahang mapanatili ang higpit sa loob ng mahabang panahon.
Kung gagawin ang isang malaking tahi, maaaring gumanap ng papel na panghinang ang isang tansong hatchet na pinainit sa apoy. lahat na, kung ano ang kailangan para sa paghihinang sa mga ganitong kaso.
Mga mahahalagang puntos

Ang pagtatrabaho sa isang panghinang na bakal ay hindi kasingdali ng tila. Ang pag-unlad ng kasanayang ito ay makabuluhang palawakin ang hanay ng mga operasyon at technician na magagamit mo.
Ang pamamaraan ng paghihinang ay tumutukoy sa isang napaka-simpleng operasyon, napapailalim sa teknolohikal na proseso at ang pagkakaroon ng mga kasanayan. Ipapakita sa iyo ng artikulong ito kung paano maghinang nang maayos sa bahay at ipaliwanag ang mga pangunahing kaalaman sa paghihinang. Simula sa pinakasimpleng paghihinang ng mga wire core at unti-unting pag-master ng mas kumplikadong mga aksyon, ang kasanayan at kalidad ng koneksyon ng mga bahagi ay tataas. Kung paano maayos na maghinang na may isang panghinang na bakal na may rosin, acid, ay inilarawan sa teknolohikal na proseso ng paghihinang, na sa panimula ay naiiba sa hinang. Bilang karagdagan sa mga ordinaryong electric soldering iron, ang mga bihasang manggagawa ay may mga propesyonal na istasyon ng paghihinang para sa pag-aayos ng mga naka-print na circuit board ng mga kumplikadong aparato.
Teknolohiya ng paghihinang
Ang mga aparatong ginagamit para sa paghihinang ay may apat na uri: elektrikal, induction, gas, mainit na hangin. Ang mga electric soldering iron ay may spiral o ceramic type heater, ang mga gas ay gumagana sa isang burner, at ang mga mainit na hangin ay gumagamit ng daloy ng hangin. Ang pinaka ginagamit ay mga electric soldering iron, na napakadaling gamitin at abot-kaya. Ang mga ito ay nahahati ayon sa kanilang kapangyarihan, na tumutukoy sa pagpapalabas ng init na pagkilos ng bagay sa mga bahagi ng pakikipag-ugnay.
Ang paghihinang ng mga elektronikong elemento ay isinasagawa gamit ang mga electric soldering iron na may lakas na hanggang 40 W, at para sa manipis na pader na mga bahagi, ang mga aparato ng pagkakasunud-sunod ng 80-100 watts ay ginagamit. Higit pang napakalaking mga aparato ang ginagamit upang gumana sa metal na may kapal ng pader na 2 mm. Kasama sa mga tool na ito ang mga martilyo na uri ng panghinang na may lakas na higit sa 250 watts. Ang pagpili ng isang electric soldering iron ay naiimpluwensyahan din ng thermal conductivity ng workpiece.
Sinasamantala ng proseso ng paghihinang ang daloy ng tinunaw na metal. Ang pamamaraang ito ng pagsali ay ginagawang isang piraso ang mga bahagi, na pinagsama ng isang layer ng panghinang pagkatapos na tumigas ang mainit na masa. Ang halaga ng electrical conductivity ay depende sa kalidad ng contact soldering. Upang matutunan kung paano magtrabaho sa isang panghinang na bakal, inirerekumenda na panoorin ang kaukulang video, pati na rin pag-aralan ang mga tagubilin para sa pagtatrabaho sa electrical appliance na ito.
Ang koneksyon ng mga bahagi sa pamamagitan ng paghihinang ay posible na napapailalim sa dalawang kundisyon:
- ang kadalisayan ng paghihinang site;
- pagsunod sa mga kondisyon ng temperatura.

Ang dalisay ng tahi
Ang pagkakaroon ng isang oxide film sa mga binti ng mga bahagi ng radyo ay naglalagay ng attachment sa ibabaw ng panghinang. Ang prosesong ito ay nagaganap sa antas ng atom, kaya ang pagkakaroon ng kontaminasyon ay hindi masisiguro ang maaasahang pagdirikit nito sa mga elemento. Upang maiwasan ang pagbuo ng isang oxide film, ginagamit ang mga flux. Upang maunawaan kung paano maayos na maghinang na may rosin o acid, pamilyar sa teknolohiya para sa kanilang paggamit.
Pagsunod sa mga kondisyon ng temperatura
Bago ka magsimula sa paghihinang, kailangan mong magpasya sa pagpili ng haluang metal para sa mga elementong ginamit. Ang temperatura kung saan ang panghinang ay napupunta sa isang tunaw na estado ay dapat na mas mababa kaysa sa mga pinahihintulutang bahagi na ibebenta. Ito ay totoo lalo na para sa mga compound ng aluminyo, pati na rin ang mga elemento na may mataas na pag-urong sa panahon ng solidification, na nakakasagabal sa normal na pagbuo ng mala-kristal ng masa ng panghinang.
Mga pangunahing pagkakamali kapag nagtatrabaho sa isang panghinang na bakal
Ang proseso ng paghihinang ay tila napakasimpleng bagay lamang sa mga hindi pa nakakaalam. Gayunpaman, nangangailangan ito ng ilang kaalaman at ilang mga kasanayan, depende sa karanasan. Ang pag-aaral sa wastong paghihinang gamit ang rosin, solder at acid ay isang iglap. Upang gawin ito, kailangan mong maging pamilyar sa teknolohiya, ang mga pangunahing prinsipyo ng trabaho, subukang maiwasan ang mga pangunahing pagkakamali. Bago matutunan kung paano maghinang gamit ang isang panghinang na bakal, dapat mong maingat na pag-aralan ang mga pangunahing pamamaraan ng trabaho, pati na rin ang ilan sa mga nuances. Ang dexterity ay unti-unting dumarating, gayundin ang kalidad ng mga koneksyon. Ang mga karaniwang pagkakamali na ginagawa ng mga nagsisimula kapag gumagamit ng isang panghinang na bakal ay kinabibilangan ng:
- Huwag uminom;
- sobrang init;
- rolling off ang panghinang;
- pagkasira ng kemikal.
Huwag uminom
Ang mahinang paghihinang ay nagbabanta sa kabiguan ng mga de-koryenteng bahagi at nakuha sa ilang kadahilanan. Ito ay dahil sa hindi magandang pinainit na dulo ng panghinang na bakal, ang paggamit ng isang refractory na haluang metal, ang paggalaw ng mga contact sa panahon ng solidification ng masa, pati na rin ang sobrang malamig na ibabaw ng paghihinang.
Sobrang init
Ang prosesong ito ay nangyayari kapag ang isang electric soldering iron ay ginagamit na may mas mataas na kapangyarihan kaysa sa kinakailangan, pati na rin ang isang mataas na temperatura ng dulo nito para sa isang tiyak na uri ng gawaing paghihinang. Bilang karagdagan, ang overheating ay nangyayari kapag ang isang pinainit na panghinang na bakal ay nakalantad sa lugar ng trabaho sa loob ng mahabang panahon, gamit ang refractory solder upang ikonekta ang mga elemento na may mababang temperatura na pagtutol. Ito ay humahantong sa thermal pagkawasak ng pagkonekta ng mga wire, mga bahagi, mga pagbabago sa kanilang mga katangian.
Panghinang lumiligid
Ang proseso ng pag-roll ay dahil sa hindi magandang paglilinis ng mga elementong pagsasamahin. Ang oxidizing layer sa kanila ay hindi pinapayagan ang haluang metal na kumalat nang maayos at makapasok sa maliliit na siwang. Bilang karagdagan, ito ay nangyayari kapag ang mga joints ay hindi maganda ang proseso ng pagkilos ng bagay, pati na rin ang hindi pagkakapare-pareho ng grado nito sa metal na ibebenta. Ang pag-roll ay humahantong sa mahinang pakikipag-ugnay, posibleng mekanikal na pinsala sa kaunting panlabas na epekto.
Pagkasira ng kemikal
Ang pagkawasak ng kemikal ay nangyayari sa maling pagpili ng pagkilos ng bagay, na hindi tumutugma sa uri ng mga elemento na konektado sa pamamagitan ng electric soldering. Bilang karagdagan, maaari itong mangyari kung hindi mo i-flush ang mga koneksyon sa pagtatapos ng proseso ng trabaho. Nagbabanta ito ng kaagnasan, pati na rin ang pagkasira ng konduktor ng metal.
Tutulungan ka ng impormasyong ito na maunawaan kung paano matutunan kung paano maayos na maghinang ng mga de-koryenteng koneksyon upang matiyak ang maaasahang pakikipag-ugnay.

Proseso ng paghahanda
Sa yugtong ito, ang paghahanda ng electric soldering iron at ang mga produktong ikokonekta ay isinasagawa. Upang matukoy kung ano ang kailangan mong maghinang ng mga bahagi na may isang panghinang na bakal, dapat kang magkaroon ng isang minimum na hanay ng mga bahagi sa bahay. Binubuo ito ng isang electric soldering iron, mga flux para sa iba't ibang mga materyales, panghinang, mga pantulong na tool. Ang isang bagong de-kuryenteng panghinang ay maaaring umusok kapag unang nakasaksak sa mga mains. Ito ay medyo normal - ito ay kung paano nasusunog ang mga preservative oil sa stinger nito.
Ang mga lug ay may iba't ibang mga hugis upang umangkop sa iba't ibang mga application ng paghihinang. Ang bagong tip ay naka-lata upang maprotektahan laban sa pagkasira at oksihenasyon. Upang gawin ito, ang pinainit na tip ay nahuhulog sa rosin, ang metal ay natunaw dito, pagkatapos nito ay hadhad laban sa isang kahoy na bloke. Bilang resulta ng pamamaraang ito, ang dulo ay dapat na ganap na sakop ng haluang metal. Sa panahon ng proseso ng paghihinang, unti-unting sinisira ng flux ang dulo ng tanso, na nangangailangan ng pana-panahong hasa at pag-uulit ng pamamaraan ng tinning.
Bago ang paghihinang na may rosin at lata na may isang panghinang na bakal, ang paghahanda ng lugar ay isinasagawa. Ang mga bahagi na ginagamit para sa mga de-koryenteng paghihinang ay nililinis ng kontaminasyon at degreased. Para dito, ang iba't ibang mga solvents batay sa acetone, gasolina at iba pang mga likido ay ginagamit, ang kalawang ay tinanggal nang wala sa loob. Ito ay kinakailangan upang mabilis na alisin ang oxidizing film mula sa mga ibabaw na pagsasamahin.
Tinning o fluxing
Ang tinning ay nagsasangkot ng pagtatakip sa ibabaw ng mga produkto na isasama sa pinakamanipis na layer ng solder. Ang pamamaraang ito ay ginagamit sa proseso ng paghahanda, pati na rin ang intermediate at final. Ang paggamit ng isang pamamaraan ng paghahanda ay lubos na nagpapadali sa pangwakas na koneksyon ng mga elemento, dahil ang mga naka-lata na bahagi ay madaling ibinebenta.
Ang pag-tinning ng mga dulo ng mga wire ng iba't ibang diameters ay isa sa mga pinaka-karaniwang operasyon ng paghihinang. Ang isang flux ay inilapat sa core na nalinis ng pagkakabukod, pagkatapos kung saan ang isang paghihinang tip ay iguguhit sa ibabaw nito. Ang tunaw na metal ay madaling lumipat sa core at ang proseso ng tinning ay nakumpleto. Upang mapabuti ang pamamaraan, inirerekumenda na magsagawa ng mekanikal na paglilinis ng ibabaw ng mga conductor ng mga wire at cable. Ang mga bahagi ng radyo ay hindi nangangailangan ng paunang pamamaraan na ito at maaaring madaling ibenta sa mga board.
Iba't ibang flux ang ginagamit para sa iba't ibang metal na pagsasamahin. Ang mga ito ay partikular na idinisenyo upang gumana sa ilang mga materyales. Ang mga aluminyo electric soldering flux ay angkop din para sa mga produktong hindi kinakalawang na asero. Sa kasong ito, kinakailangan na linisin ang ibabaw ng mga produkto mula sa kanilang mga nalalabi sa dulo ng paghihinang upang maiwasan ang kaagnasan.

Pamamaraan ng paghihinang
Ang pagtatrabaho sa isang panghinang na bakal ay isinasagawa sa pamamagitan ng pag-draining ng panghinang mula sa dulo hanggang sa bahagi at direktang pagpapakain nito sa pad ng elementong ibebenta. Anuman ang paraan ng paghihinang, ang bahagi ay inihanda, naka-install at naayos sa posisyon ng pagtatrabaho. Pagkatapos nito, ang lugar ng pagproseso ay nabasa ng pagkilos ng bagay at ang electric soldering iron ay pinainit. Sasabihin sa iyo ng isang video na may detalyadong pagpapakita ng proseso kung paano maghinang gamit ang isang panghinang na bakal na may rosin.
Kapag ang panghinang ay pinatuyo mula sa dulo, ito ay pinindot laban sa elementong ibebenta. Ang flux ay kumukulo at unti-unting sumingaw, na nagpapahintulot sa tinunaw na metal na dumaloy ng maayos mula sa dulo hanggang sa junction. Ang pagsasagawa ng mga paggalaw ng pagsasalin na may kagat sa kahabaan ng magkasanib na pagkakakonekta, ang metal ay ipinamamahagi sa ibabaw ng magkasanib na lugar at ang ginagamot na lugar ay itinuwid.
Ang supply ng haluang metal sa punto ng paghihinang ay nagbibigay para sa preheating ng mga elemento sa kinakailangang temperatura ng koneksyon. Pagkatapos nito, pinapakain ng panghinang na bakal ang tinunaw na metal na dulo-sa-dulo sa pagitan ng dulo at bahagi. Ang pamamaraang ito ng pagtatrabaho ay mas angkop para sa malalaking bahagi.
Pagkatapos gumamit ng iba't ibang acidic flux, dapat silang banlawan upang maprotektahan ang koneksyon mula sa kaagnasan.
Mga uri ng panghinang
Ang mga mababang-temperatura na marka ng POS ay ginagamit para sa paghihinang gamit ang mga electric soldering iron. Ang mga tin-lead na materyales na ito ay nasa anyo ng mga metal rod. Ayon sa GOST, ang mga matitigas na haluang ito ay may ibang nilalaman ng lata sa kanilang komposisyon. Depende dito, minarkahan ang mga ito (POS-61, POS-40, POS-30). Bilang karagdagan sa mga ito, magagamit ang walang lead at iba pang hindi nakakalason na paghihinang compound. Mayroon silang mas mataas na punto ng pagkatunaw at nagbibigay ng mataas na tigas ng bono.
Ang ilang mga haluang metal ay may mababang temperatura ng pagkalat at ginagamit para sa mga radioelement at microcircuits ng maraming board, na mas sensitibo sa sobrang init. Kabilang sa mga aktibong ginagamit ay mayroon ding mga komposisyon ng lata-pilak ng uri ng PSr, pati na rin ang lata sa dalisay nitong anyo. Para sa maraming mga soldered na bahagi, mayroong mga talahanayan na may mga sangkap na ginamit upang pagsamahin ang mga ito.

Temperatura ng paghihinang
Ang kalidad ng mga soldered na elemento ay direktang nakasalalay sa temperatura ng pag-init ng dulo ng electric soldering iron. Ang hindi sapat na pag-init ay maiiwasan ang pagkalat ng metal sa ibabaw, kahit na gumagamit ng flux. Ang ganitong koneksyon ay magkakaroon ng maluwag na istraktura at mababang lakas.
Ang temperatura ng dulo ay dapat na 40 ° C na mas mataas kaysa sa halaga ng temperatura ng paghihinang, at para sa mga bahagi na ihinang, ang tagapagpahiwatig na ito ay dapat na nasa hanay na 40-80 ° C. Sa kasong ito, ang dulo ng paghihinang ay nagpapainit ng 60-120 ° C sa itaas ng natutunaw na halaga ng panghinang. Sa mga istasyon ng uri ng paghihinang, ang kinakailangang temperatura ay itinakda ng isang espesyal na regulator.
Upang biswal na matukoy ang kinakailangang pag-init, ang rosin ay nagsisilbing tagapagpahiwatig. Dapat itong magbigay ng singaw at pakuluan, na natitira sa tibo sa anyo ng mga maliliit na patak na kumukulo.
Mga hakbang sa seguridad
Ang elektrikal na paghihinang ay gumagawa ng mga kinakaing unti-unti na gas na mapanganib sa kalusugan, samakatuwid ang trabaho ay dapat isagawa sa isang lugar na mahusay na maaliwalas. Bilang karagdagan, ang teknolohikal na proseso ay sinamahan ng mga panaka-nakang splashes ng tinunaw na metal at pagkilos ng bagay. Gumamit ng mga espesyal na salaming de kolor para protektahan ang iyong mga mata. Pakitandaan na ang mga pangunahing electric soldering iron ay nangangailangan ng mga espesyal na pag-iingat, dahil ang mga ito ay may nakalantad na mga bahagi ng metal. Bigyang-pansin ang kondisyon ng pagkakabukod ng power supply cable. Siguraduhin na hindi ito madikit sa mga maiinit na bahagi ng electric soldering iron, na maaaring humantong sa electrical circuit at sunog.
Hakbang-hakbang na pag-master ng mga kasanayan sa paghihinang

Ang mga kamakailan ay nagsimula ng kanilang kakilala sa electronics ay nahaharap sa isang tila simpleng gawain - upang malaman kung paano maghinang nang tama.
Tila ang lahat ay simple - Kumuha ako ng isang panghinang na bakal, panghinang, rosin, at maaari mong simulan ang pag-assemble ng ilang kawili-wiling aparato. Ngunit upang mag-ipon ng isang elektronikong gawang bahay na produkto, kailangan mong magkaroon ng mga kasanayan sa mataas na kalidad at maaasahang paghihinang.
Ang pagganap ng anumang elektronikong aparato ay pangunahing nakasalalay sa pagiging maaasahan ng mga de-koryenteng koneksyon, kabilang ang mga soldered. Ang mahusay na mga kasanayan sa paghihinang ay may karanasan. Samakatuwid, kailangan ang pagsasanay ... Saan ka magsisimula?
Upang matutunan kung paano maghinang, kailangan mo munang maging pamilyar sa teorya. Aabutin ito ng kaunting oras ngayon at i-save ito sa hinaharap. Narito ang kailangan mong malaman upang makapagsimula sa iyong mga kasanayan sa paghihinang.
Ang pinakamababang hanay para sa paghihinang: panghinang na bakal, panghinang, rosin, paghihinang na paninindigan.
Mga panghinang. Mga katangian at katangian ng lata - lead solder.
Kamakailan, lumitaw ang walang lead na panghinang sa mga istante ng mga tindahan ng radyo. Ito ay aktibong ginagamit sa pagpupulong ng mga kagamitan sa radyo sa bahay. Ang walang lead na panghinang ay naiiba sa mga katangian nito mula sa laganap na tin-lead. Magbasa tungkol sa mga panghinang na walang lead.
Gayundin, sa proseso ng paghihinang at pagpupulong, kinakailangan ang isang tool sa pagpupulong.
Pagkatapos ng madaling pagbabasa ng teorya, maaari kang ligtas na magpatuloy sa paghihinang. Upang sanayin ang mga kasanayan, maaari kang maghinang ng isang kubo. Sa una ay tila ito ay isang simpleng bagay, ngunit sa katotohanan ay hindi.

Cube soldered mula sa tansong wire
Kumuha kami ng isang tansong kawad na may isang cross section na halos 1 milimetro. Kung ang kawad ay barnisado, dapat mo munang alisin ang pagkakabukod. Mas mainam na gawin ito gamit ang isang penknife at pinong papel de liha. Ang ibabaw ng kawad ay dapat na lubusan na linisin upang ang natitirang barnis ay hindi makagambala sa tinning ng konduktor. Kahit na ang mga maliliit na lugar ng pagkakabukod ng barnis, na hindi sinasadyang naiwan pagkatapos ng pagtatalop, ay maiiwasan ang karagdagang pag-tinning. Susunod, itinakda namin ang tansong kawad. Maaari mong basahin ang tungkol sa wire tinning.

Sa proseso ng tinning, maaari kang gumamit ng likidong pagkilos ng bagay, halimbawa, LTI-120. Ibinenta sa isang tindahan ng radyo sa mga tubo. Maaari itong kumpletuhin gamit ang isang brush o isang dispenser (tulad ng isang pipette para sa paglalapat ng isang drop ng flux).

LTI - 120
Mabilis na natutuyo ang likidong pagkilos ng bagay. Samakatuwid, ang ilan ay bahagyang tuyo ito upang bigyan ito ng mas makapal na pagkakapare-pareho.
Upang mapadali ang proseso ng paghihinang ng dalawang konduktor sa nais na anggulo, maaari mong gamitin ang "ikatlong kamay". Ang ikatlong kamay ay isang napaka-kapaki-pakinabang na tool. Makakatulong ito na protektahan ang iyong mga daliri mula sa hindi sinasadyang pagkasunog mula sa paghawak ng mga bahagi o konduktor gamit ang iyong mga daliri.

Kung hindi ka makakabili ng gayong aparato, kung gayon ang isang katulad na bagay ay maaaring tipunin gamit ang mga clip ng buwaya at ilang mga bahagi ng metal.
Paghihinang ng mga bahagi ng radyo.
Maaari kang magsanay ng pag-desoldering ng mga bahagi ng radyo sa mga naka-print na circuit board mula sa mga sira na kagamitan. Para sa mga layuning ito, ang isang lumang hindi kinakailangang TV, halimbawa, uri 3USCT, ay angkop. Ang isang malaking bilang ng mga naturang TV ay naselyohang noong panahon ng Sobyet. Sa mga naka-print na circuit board ng naturang mga TV, ang lahat ng mga bahagi ng radyo ay ini-mount sa pamamagitan ng pag-mount sa mga butas - THT (mula sa English –Through Hole Technology).
Sa karamihan ng modernong kagamitan sa radyo, ginagamit ang SMT o mixed (SMT + THT) mounting. Ang pagtanggal ng mga radioelement mula sa mga naka-print na circuit board na binuo ng pamamaraan ng SMT ay kumplikado sa katotohanan na ang mga elemento ng SMD (capacitors, diodes, resistors) ay napakaliit at ang mga espesyal na kagamitan ay kinakailangan para sa kanilang desoldering. kaya lang magsanay sa paghihinang ng lahat ng uri ng mga bahagi ng radyo Ang mga PCB ay mas madaling magsimula sa mga in-hole na PCB.
Kung walang mga espesyal na paghihirap sa paghihinang ng mga ordinaryong bahagi ng radyo, maaari mong simulan ang pagsasanay sa mga kasanayan sa paghihinang ng mga elemento ng SMD. Sa modernong electronics, napakapopular ang pag-mount sa ibabaw ng mga bahagi ng radyo at magpapatuloy ang trend na ito - ang mga detalye ay unti-unting liliit.

Para sa paghihinang ng mga bahagi ng SMD, ipinapayong kumuha ng hot air soldering station.
Magbasa pa tungkol sa hot air soldering station.
Napakahirap maghinang ng mga elemento ng SMD mula sa board gamit ang isang ordinaryong soldering iron, at ang mga multi-pin na bahagi tulad ng microcircuits ay karaniwang hindi makatotohanan, kaya kailangan lang ng hot air soldering station. Pinapasimple nito ang proseso ng pag-mount at pag-dismount ng multi-pin planar microcircuits, miniature SMD transistors, resistors at capacitors. Kung ikaw ay nakikibahagi sa radio electronics at nagpaplanong mag-master ng pagkumpuni ng electronics at, halimbawa, pagkumpuni ng mga cell phone, huwag mag-alinlangan na ang hot air soldering station ay magiging kapaki-pakinabang para sa iyo.
Gayundin, huwag kalimutan ang tungkol sa mga panuntunan sa kaligtasan. Ito ay kanais-nais na ang silid kung saan nagaganap ang paghihinang ay maaliwalas. Subukang huwag lumanghap ng mga singaw ng rosin.
Huwag painitin nang labis ang PCB. Ito ay upang ibukod ang pamamaga at stratification nito. Ito rin ay nagkakahalaga ng pagprotekta sa iyong mga mata at mukha. Ito ay hindi pangkaraniwan para sa mga lead ng mga bahagi sa tagsibol sa ilalim ng pagkilos ng nababanat na pwersa, pag-spray ng mga droplet ng likidong panghinang sa lahat ng direksyon. Ang isang katulad na sitwasyon ay nangyayari kapag ang PCB ay nag-overheat, kapag ang mga track ng tanso ay natanggal, at ang likidong panghinang ay tumalsik sa mga gilid. Subukan upang maiwasan ang mga ganitong kaso!
Mas mahusay na isang onsa ng pagsasanay kaysa sa toneladang pagtuturo!
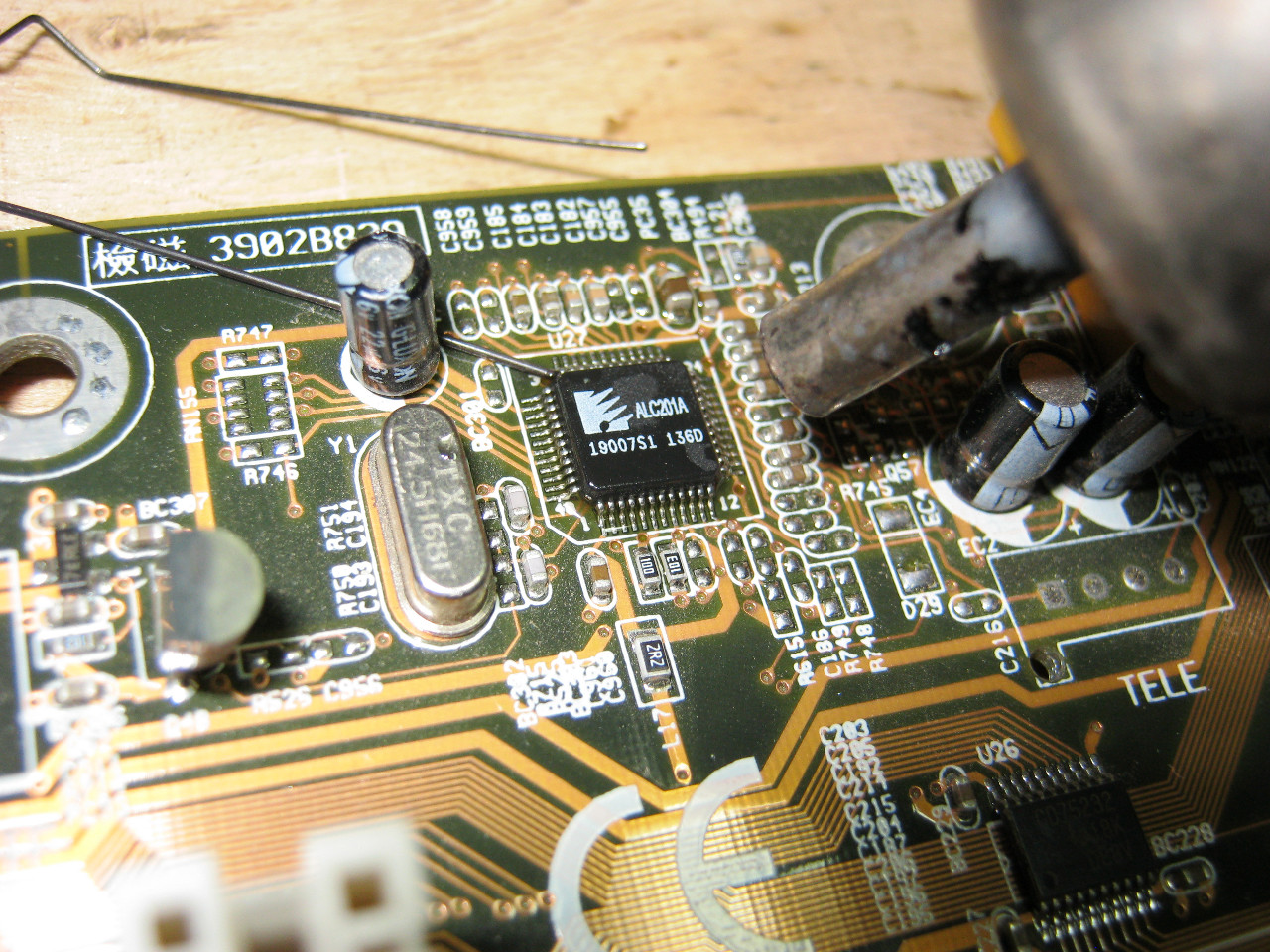
Ang bawat baguhan na electronics engineer ay nagtanong sa kanyang sarili ng tanong: "Paano maghinang ng mga microcircuits, dahil ang distansya sa pagitan ng kanilang mga terminal ay napakaliit?" Mababasa mo ang tungkol sa iba't ibang uri ng mga pakete ng microcircuit sa artikulong ito. Buweno, sa artikulong ito ay ipapakita ko kung paano ako maghinang ng mga microcircuit, ang mga output na kung saan ay matatagpuan sa kahabaan ng perimeter ng microcircuit.Ang bawat electronics engineer ay may sariling lihim ng paghihinang ng naturang microcircuits. Sa artikulong ito ipapakita ko ang aking paraan.
Pagbuwag sa lumang microcircuit
Ang bawat microcircuit ay may tinatawag na "key". Ni-highlight ko ito sa isang pulang bilog.
Ito ang label kung saan nagsisimula ang pin numbering. Sa microcircuits, ang mga pin ay binibilang sa counterclockwise. Minsan ang naka-print na circuit board mismo ay nagpapahiwatig kung paano dapat ibenta ang microcircuit, at ipinapakita din ang mga numero ng pin. Sa larawan, nakita namin na ang gilid ng puting parisukat sa naka-print na circuit board mismo ay pinutol, na nangangahulugan na ang microcircuit ay dapat tumayo sa direksyon na ito na may isang susi. Ngunit mas madalas ay hindi nila ito ipinapakita. Samakatuwid, bago i-unsolder ang microcircuit, siguraduhing tandaan kung paano ito nakatayo o kumuha ng litrato nito, dahil ang mobile phone ay laging nasa kamay.
Upang magsimula, lagyan ng grasa ang lahat ng mga lane ng Flux Plus gel flux.

handa na!

Itinakda namin ang temperatura ng hair dryer sa 330-350 degrees at magsimulang "magprito" ng aming microcircuit na may kalmado na paggalaw ng pabilog sa paligid ng perimeter.

Gusto kong ipakita sa iyo ang isang maliit na bagay. Ito ay sumama sa akin kaagad na may isang istasyon ng paghihinang. Tinatawag ko itong chip extractor.

Sa kasalukuyan, natapos na ng mga Chinese ang tool na ito, at ngayon ay ganito ang hitsura:

Ito ang hitsura ng mga attachment para sa kanya.

Maaari kang bumili sa pamamagitan ng ang link na ito .
Sa sandaling makita namin na ang panghinang ay nagsisimulang matunaw, kinuha namin ang gilid ng microcircuit at sinimulan itong iangat.
Ang antennae ng microcircuit extractor ay may napakalaking springy effect. Kung itataas natin ang microcircuit gamit ang ilang piraso ng bakal, halimbawa, gamit ang mga sipit, magkakaroon tayo ng bawat pagkakataong mabunot ang mga contact track (mga spot) kasama ng microcircuit. Salamat sa mga springy tendrils, ang microcircuit ay unsoldered mula sa board lamang sa sandaling ang solder ay ganap na natunaw.
Kaya dumating na ang sandaling ito.

Pag-install ng isang bagong microcircuit
Gamit ang isang panghinang na bakal at tansong tirintas, nililinis namin ang mga spot mula sa labis na panghinang. Sa palagay ko, ang pinakamahusay na tansong tirintas ay Goot mitsa.

Narito ang nakuha namin:


Dapat ganito ang hitsura

Ang pangunahing bagay dito ay hindi maglaan ng flux at solder. Ito ay naging isang uri ng mga tambak, kung saan itatanim namin ang aming bagong microcircuit.
Ngayon kailangan nating linisin ang buong bagay mula sa lahat ng uri ng uling at mga labi. Upang gawin ito, gumamit ng cotton swab na isinasawsaw sa Flux-Off, o sa alkohol. Higit pa tungkol sa kimika. Dapat ay mayroon tayong malinis at magagandang contact track na inihanda para sa microcircuit.

Sa wakas, pinadulas namin ang lahat ng ito nang kaunti sa pagkilos ng bagay.

Naglalagay kami ng bagong microcircuit sa susi at sinimulan itong iprito, habang hinahawakan ang hairdryer nang patayo hangga't maaari, at itaboy ito sa paligid ng perimeter sa isang pabilog na paggalaw.

Sa wakas, pinadulas namin ito ng kaunti at sa kahabaan ng perimeter ay "pinakinis" namin ang mga contact ng microcircuit sa nickle na may isang panghinang na bakal.

Sa tingin ko ito ang pinakamadaling paraan upang maghinang ng mga SMD chips. Kung ang microcircuit ay bago, pagkatapos ay kinakailangan na i-tinplate ang mga contact nito sa LTI-120 flux at solder. Ang Flux LTI-120 ay itinuturing na isang neutral na pagkilos ng bagay, samakatuwid, hindi ito makakasama sa microcircuit.

Sa tingin ko ngayon alam mo na kung paano maghinang nang tama ang microcircuits.