Як користуватися паяльником: вчимося правильно паяти. Як навчитися правильно паяти електричним паяльником: правила роботи Що потрібно для паяльника
Будь-якому починаючому радіоаматорові, так чи інакше пов'язаних з електронікою, доводиться вирішувати завдання, як навчитися паяти паяльником з нуля. На перший погляд в цьому немає нічого складного, але, це поширена помилка всіх початківців електронників, оскільки без практичних навичок неможливо забезпечити надійне і якісне з'єднання методом пайки.
Що таке пайка і в чому суть процесу
Кінцевим результатом пайки є з'єднання між собою двох металевих елементів. Сам процес споювання забезпечується незалежним металом з набагато більш низькою температурою плавлення. Саме цей метал виконує функцію припою.
Кожен спосіб пайки грунтується на принципі прогріву металевих елементів в точці з'єднання. Температура прогріву повинна перевищувати температуру, при якій плавиться метал, який використовується для припою. У подібному режимі метал припою, будучи розплавленим, вільно затікає в проміжки і щілини між деталями, проникаючи частково навіть в саму металеву структуру. Після застигання в даному місці відбувається утворення механічного зв'язку та електричного контакту.
Існує дві основні умови, без дотримання яких рішення задачі, як правильно паяти буде просто неможливо:
- У точці споювання елементи повинні бути максимально чистими. З'єднання з поверхнею здійснюється на молекулярному рівні, і навіть невелика бруд або плівка оксиду значно знизить надійність контакту. Цілком можливо, що деталі взагалі не з'єднаються.
- Дотримання температурного режиму, про який говорилося раніше. У разі недостатньої різниці температур, кристалічна решітка припою не зможе нормально сформуватися через термічну усадки під час застигання.
Мідь і її сплави добре з'єднуються традиційними припоями. Вони годяться для стали, алюмінію та інших металів. Єдиним серйозним обмеженням вважається пайка великих металевих деталей через неможливість їх прогріву до потрібних температур.
Найчастіше припій складається з олов'яно-свинцевого сплаву, в якому може міститися різна кількість олова. Відсоток вмісту відображається в маркуванні, наприклад, ПОС-40 або ПОС-60. Від цього показника залежить і температура плавлення, складова для першого припою - 235 градусів, а для другого - 183 градуси. Ще нижче температура плавлення припою ПОСВ-33, що складається з олова, свинцю і вісмуту. Для з'єднання алюмінієвих деталей потрібні спеціальні припої з високою температурою плавлення.

Іншим важливим компонентом є флюси, за допомогою яких металеві поверхні очищаються від окисів у вигляді плівок. Найбільшого поширення набула каніфоль, що захищає нагрітий метал від контакту з повітрям.
Вибір флюсів і припоїв
Оскільки якість з'єднань при пайку багато в чому залежить від правильного вибору флюсів і припоїв, ці матеріали слід розглянути більш детально. В даний час існує велика кількість цих компонентів, потрібних практично для всіх видів пайки.
Основною функцією є протруювання металевих деталей, видалення оксидної плівки і подальша захист поверхні від корозії. Покриття флюсом гарантує її чистоту, гарне змочування і розтікання олова.

Флюси підбираються відповідно до металами і сплавами, які потрібно з'єднати. До складу будь-якого флюсу входять металеві солі, луги та кислоти, активно реагують на підвищення температури. У зв'язку з цим, існує умовний розподіл цих матеріалів на два типи.
Перший з них є активним, його основою служать соляна, хлорне і інші неорганічні кислоти. Їх агресивна дія на метал вимагає швидкої змивки після закінчення роботи. Це єдиний недолік таких флюсів, зате з їх допомогою можна з'єднувати практично будь-які метали. Вони випускаються в рідкому вигляді і вважаються більш зручними для нанесення. У них додаються спирт або гліцерин, які повністю випаровуються при нагріванні.
Другий тип флюсів складається з каніфолі і застосовується для з'єднання кольорових металів. Для сталевих деталей вони вважаються менш ефективними. Після закінчення роботи каніфоль необхідно змити, оскільки з часом вона викликає корозію і ставати провідників електроструму при тривалому знаходженні у вологому середовищі.

Припій для роботи підбирається легше. В основному використовуються з'єднання зі свинцю і олова з маркуванням ПОС. Відсоток вмісту олова позначається цифрами, що йдуть після букв. Більший вміст олова в припої забезпечує більш високу механічну міцність і електропровідність з'єднань. Одночасно знижується і температура плавлення припою з високою часткою олова. Додавання свинцю нормалізує застигання і не дає олова розтікатися.
Деякі сучасні припои випускаються без свинцю (БП), замість якого додається цинк або індій. Вони відрізняються більш високою температурою плавлення, але з'єднання виходять більш міцними і стійкими до корозії. І, навпаки, існують припої з легких сплавів, здатні розтікатися, починаючи від 90-110 градусів. З їх допомогою виконується з'єднання компонентів, що володіють підвищеною чутливістю до перегріву.
вибір паяльника
Існує кілька типів паяльників, використовуваних в домашніх умовах. Вони розраховані на різний напруга і можуть працювати від 12, 220 і 380 вольт.

Потужність того чи іншого паяльника вибирається виходячи з виконуваних робіт:
- Пайка електронних деталей і компонентів - 40-60 Вт.
- Деталі, товщиною до 1 мм - 80-100 Вт.
- Елементам, товщиною 2 мм потрібно потужність 100 Вт і більше.
Як правило, у домашніх майстрів є два паяльника - малої і середньої потужності, здатні вирішувати практично всі завдання. Навчання можна проходити на будь-якому з них. Товстостінні деталі рекомендується паяти на професійному обладнанні.
Підготовка до пайки
При найпершому підключенні паяльника до мережі, він буде обов'язково диміти. У цей момент відбувається вигоряння заводський мастила. Після того як виділення диму припиниться, паяльник треба вимкнути і дати йому охолонути. Потім перед тим як паяти, потрібно виконати заточку жала.
Жало паяльника виготовлено у вигляді стрижня циліндричної форми. Матеріалом служить мідний сплав. Фіксація здійснюється притискним гвинтом. У більшості випадків жало йде без заточки, і тому його слід підготувати. Змінити форму можна за допомогою молотка, напилка або наждачного паперу.
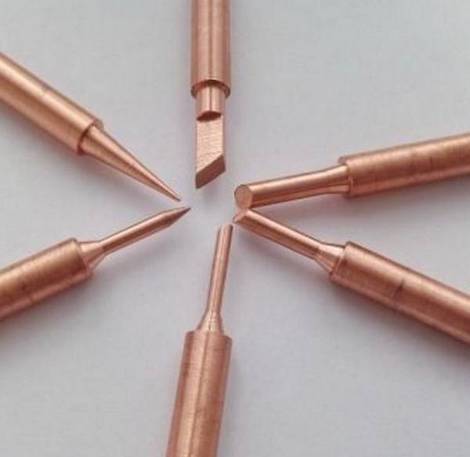
ля кожного типу робіт необхідна своя конфігурація кінчика:
- Форма плоска або у вигляді лопатки надається шляхом сплющивания. Плоска кутова заточка може знадобитися для з'єднання масивних деталей.
- Заточка в формі гострого конуса або пірамідки потрібно для того щоб припаяти дрібні деталі.
- Менш гострий конус потрібен для споювання товстих провідників і великих деталей.
При відсутності захисного покриття жало інструменту необхідно піддати лужению. На поверхню робочої частини наноситься тонкий шар олова. Ця процедура виконується під час першого включення, коли вже немає виділення диму. Після того як інструмент готовий - вчимося паяти.
Способи пайки деталей і компонентів
Пайка проводів вважається найлегшою процедурою. У розчинений флюс занурюються кінці кожного проводу, після чого по них необхідно пройтися паяльником, жало якого також добре змочена флюсом.
Під час самого лудіння весь зайвий припій рекомендується струшувати. В процесі з'єднання поступово формується скручування. Вона прогрівається, а весь вільний простір заповнюється оловом.


В іншому випадку кінці вимочуються у флюсі, а пайка проводиться відразу ж, без лудіння. Даний спосіб часто застосовується в з'єднаннях тонких провідників або багато дротяних жив. При хорошому флюсі і потужному паяльнику забезпечується якісне і надійне з'єднання.
Робота з електронікою значно складніше. Тут вже потрібні певні знання і практичні навички. Однак, нескладні дії по ремонту схеми може виконати і початківець майстер:
- Елементи висновків з ніжками перед тим як паяти, потрібно зафіксувати воском або пластиліном в своїх отворах. На іншій стороні плати паяльник потрібно щільно притиснути до висновку для його прогріву. Далі в це місце вставляється тонкий припій у вигляді зволікання з флюсом. Олова потрібно зовсім небагато, головне, щоб воно з усіх боків рівномірно затікало в лунку.
- Якщо отвір занадто велике і ніжки в ньому теліпаються, це місце потрібно змочити невеликою кількістю флюсу. Далі олово підноситься до ніжки і стікає по ній, після чого лунка рівномірно заповнюється.
Уміння паяти в сучасному житті, насиченою електроприладами і електронікою, необхідно так само, як вміння користуватися викруткою. Методів пайки металів існує багато, але перш за все потрібно знати, як правильно паяти паяльником. Таке, здавалося б, нескладне дійство має масу тонкощів і нюансів - починаючи з вибору інструменту і закінчуючи заходами безпеки при роботі з ним.
Загальні питання
Використовують саме метали, вони мають властивість розтікатися по поверхні, якщо знаходяться в розплавленому вигляді. Цьому сприяють сили гравітації і помірного натягу. Це властивість дозволяє з'єднувати кілька деталей. Вони покриваються шаром припою, фіксуючи елементи в певному положенні.
Здавалося б, все елементарно: розплавив метал і покрив їм місце кріплення частин. На практиці спостерігається більш складна ситуація, адже важливо, щоб деталь була і міцною і проводиться електричним струмом. В ідеалі шар повинен бути тонким, але з максимальною покриваністю.
щоб краще справіться з цією операцією, потрібно враховувати наступні моменти:

Зазвичай флюси потрібні для протруювання і видалення оксидної плівки. Крім того, їх застосування - відмінний спосіб захистити від корозії. Без них важко уявити повноцінну підготовку до пайки, адже якщо деталі не будуть лудіться, то і якісного зчленування не досягти. Як правило, дані речовини є сумішами солей, лугів і кислот.
Можна виділити два типи флюсів:

 Вибір здійснюється на підставі конкретних цілей, які необхідно досягти. Краще, щоб в арсеналі присутні обидва різновиди.
Вибір здійснюється на підставі конкретних цілей, які необхідно досягти. Краще, щоб в арсеналі присутні обидва різновиди.
Фіксація здійснюється за допомогою припоев. Як правило, в хід йдуть свинцево-олов'яні марки (ПОС). Після маркування обов'язково присутній цифра, яка свідчить про концентрацію олова. Чим солідніше цей показник, тим вище стійкість до механічних впливів і електропровідність. Температура плавлення при цьому нижче. Свинець в з'єднанні потрібен для застигання. Без нього олово не зможе зберегти однорідність.
У продажу присутні особливі різновиди припоев, в яких відсутній свинець (БП). Він замінений индием або цинком. Великий плюс таких з'єднань - відсутність токсичності. Температура плавлення вище, але і міцність набагато серйозніше.
Можна відшукати легкоплавкие марки. Це припої Вуда і Розі. Вони розтікаються при температурі 90-110 градусів. Застосовуються такі сполуки при створенні і ремонті апаратури.
Різноманітність видів робіт і умов, в яких вони виробляються, породило виникнення кількох типів паяльного обладнання.

Вибір жала паяльника
 Ця частина конструкції різна за формою і матеріалом, з якого зроблена. Найпримітивнішим варіантом є шілообразное жало. Варіацій існує багато: лопатка, конус, скіс і т. Д. Вибираючи форму, потрібно мати уявлення про роботу, яка буде виконуватися цим жалом. Важливо придбати те, що буде забезпечувати максимальну площу зіткнення з поверхнею.
Ця частина конструкції різна за формою і матеріалом, з якого зроблена. Найпримітивнішим варіантом є шілообразное жало. Варіацій існує багато: лопатка, конус, скіс і т. Д. Вибираючи форму, потрібно мати уявлення про роботу, яка буде виконуватися цим жалом. Важливо придбати те, що буде забезпечувати максимальну площу зіткнення з поверхнею.
Як правило, в якості матеріалу використовується мідь, В яку додаються різні домішки (наприклад, хром або нікель). Це дозволяє поліпшити експлуатаційні властивості. Зокрема, значно збільшується довговічність.
Жало без покриття швидко приходить в непридатність. Його доводиться періодично чистити і лудити. Щоб нівелювати цей недолік, рекомендується отковать цей елемент і обточити з метою надання тієї чи іншої форми.
У різних ситуаціях цей інструмент може застосовуватися з рядом особливостей, на які варто звернути увагу. Від цього залежить не тільки кінцеву якість, але і ступінь здійсненності операції в цілому.
Пайка проводки
 Кінці занурюються у флюс і після цього по ним проводимо жалом, змоченим цим же розчином. Тут важливо струшувати надлишки з проводів. Не нехтуйте цим, якщо хочете домогтися якісного з'єднання і бездоганного функціонування.
Кінці занурюються у флюс і після цього по ним проводимо жалом, змоченим цим же розчином. Тут важливо струшувати надлишки з проводів. Не нехтуйте цим, якщо хочете домогтися якісного з'єднання і бездоганного функціонування.
Коли попередня стадія закінчена, скручуємо дроту і прогріваємо їх з невеликою кількістю припою. Весь вільний простір повинен бути заповнений розплавленої сумішшю.
Якщо маються на увазі багатодротяна жили, можна обійтися без лудіння. Кінці просто змочуються і фіксуються без попередньої обробки жалом. Усередині розподільних щитів ця операція не проводиться, так як високий ризик Кородування. Крім того, подібні конструкції не відносяться до категорії рознімних.
ремонт електроніки
 правильний підхід можна досягти тільки досвідченим шляхом. Якщо ніколи не виконували подібну роботу, скористайтеся допомогою фахівця, який підкаже, як працювати паяльником в цьому випадку, адже важливо, щоб хтось контролював і вчасно вносив правки в процес. Але якщо мова йде про типовий друкованої мікросхемі, Впорається навіть той, хто вперше взяв у руки інструмент.
правильний підхід можна досягти тільки досвідченим шляхом. Якщо ніколи не виконували подібну роботу, скористайтеся допомогою фахівця, який підкаже, як працювати паяльником в цьому випадку, адже важливо, щоб хтось контролював і вчасно вносив правки в процес. Але якщо мова йде про типовий друкованої мікросхемі, Впорається навіть той, хто вперше взяв у руки інструмент.
Найлегше паяти дрібні вивідні елементи. Попередньо фіксуємо їх за допомогою якого-небудь в'язкої речовини в отворах. Щільно притискаємо жало зі зворотного боку для прогріву. Потім вводимо в місце спайки припій (його не повинно бути занадто багато).
Якщо вивідний елемент бовтається, спочатку змочують його флюсом. При такій техніці невелика крапля олова з паяльника переноситься на ніжку. Речовина стікає, заповнюючи собою отвір.
великогабаритні деталі
 Кабельні муфти, баки та посуд відрізняються високою теплоємністю, тому процес обслуговування і з'єднання виглядає дещо інакше.
Кабельні муфти, баки та посуд відрізняються високою теплоємністю, тому процес обслуговування і з'єднання виглядає дещо інакше.
Спочатку добиваємося повної нерухомості. Це робиться за допомогою струбцин або пластиліну (воску). Потім виконується точкова спайка.
Наступний етап - лудіння. Воно виконується в місцях фіксації. Важливо підійти до цього процесу з усією ретельністю.
Потім - вільний простір заповнюється припоєм. Використовуються спеціальні склади, що відрізняються тугоплавкостью і здатністю зберігати герметичність протягом тривалого відрізка часу.
Якщо належить зробити великий шов, роль паяльника може виконати мідний топірець, що підігрівається на вогні. Це все, що потрібно для пайки в подібних випадках.
важливі моменти

Робота з паяльником не так проста, як це може здатися. Розвиток цього вміння істотно розширить спектр операцій та технік, Які ви зможете використовувати.
Процедура пайки відноситься до вельми нескладним операціям при дотриманні технологічного процесу і наявності навичок. Дана стаття розповість, як паяти правильно в домашніх умовах і пояснить основи паяльних робіт. Починаючи від найпростішої спайки жив проводів і поступово освоюючи більш складні дії, зросте майстерність і якість виконання з'єднання деталей. Як правильно паяти паяльником з каніфоллю, кислотою, описано в технологічному процесі проведення паяльних робіт, кардинально відрізняється від зварювання. Крім звичайних електропаяльників, досвідчені майстри мають професійні паяльні станції для ремонту друкованих плат складних пристроїв.
Технологія паяльних робіт
Використовувані для пайки пристрої бувають чотирьох видів: електричні, індукційні, газові, термоповітряні. У електропаяльником є \u200b\u200bнагрівач спірального або ж керамічного типу, газові працюють за допомогою пальника, а термоповітряні використовують повітряний потік. До найбільш вживаним відносяться електропаяльники, які досить зручні в користуванні і доступні. Вони підрозділяються за потужністю, яка визначає виділення теплового потоку на контактують деталі.
Пайка електронних елементів проводиться електропаяльником потужністю до 40 Вт, а для тонкостінних деталей застосовуються прилади порядку 80-100 ват. Найпотужніші пристосування застосовуються для роботи з металом, що має товщину стінки від 2 мм. До таких інструментів належать паяльники молоткастого типу потужністю понад 250 Вт. На вибір електропаяльника впливає і теплопровідність оброблюваного вироби.
Паяльний процес використовує здатність розплавленого металу добре розтікатися. Цей спосіб з'єднання робить деталі нероз'ємними, об'єднаними шаром припою після застигання гарячої маси. Від якості виконаної спайки контактів залежить величина електричної провідності. Щоб дізнатися, як працювати паяльником, рекомендується переглянути відповідне відео, а також вивчивши інструкції по роботі з цим електроприладом.
З'єднання деталей методом пайки можливо при дотриманні двох умов:
- чистота місця спайки;
- дотримання температурних умов.

Чистота місця спайки
Наявність оксидної плівки на ніжках радіодеталей поміщає приєднання до поверхні припою. Цей процес відбувається на атомному рівні, тому наявність забруднень не забезпечить його надійне прилипання до елементів. Для запобігання виникнення оксидної плівки використовуються флюси. Для того щоб зрозуміти, як правильно паяти з каніфоллю або кислотою, ознайомтеся з технологією їх застосування.
Дотримання температурних умов
Перед тим як починати пайку, необхідно визначитися з вибором сплаву під використовувані елементи. Температура, при якій припой переходить в розплавлений стан повинна бути нижче допустимої спаюється деталей. Особливо це стосується алюмінієвих з'єднань, а також елементів з великою усадкою при застиганні, що заважає нормальному кристалічному формуванню припойними маси.
Основні помилки при роботі з паяльником
Процес пайки тільки непосвяченим здається вельми простим справою. Однак для нього необхідні деякі знання і певні навички, які залежать від досвіду. Навчитися правильно паяти з каніфоллю, припоєм і кислотою зовсім нескладно. Для цього потрібно ознайомитися з технологією, основними принципами виконання робіт, намагатися уникати головних помилок. Перед тим як навчитися паяти паяльником, слід уважно вивчити основні прийоми роботи, а також деякі нюанси. Вправність приходить поступово, як і якість виконуваних сполук. До типових помилок, що здійснюються новачками при користуванні паяльником, відносяться:
- непропай;
- перегрів;
- скочування припою;
- хімічне руйнування.
непропай
Погана пропайка загрожує виходом з ладу електричних деталей і виходить з кількох причин. Це відбувається через погано нагрітого жала паяльника, використання тугоплавкого сплаву, переміщення контактів під час застигання маси, а також надто холодної поверхні спайки.
перегрів
Даний процес відбувається при застосуванні електропаяльника більшої потужності, ніж необхідно, а також високої температури його жала для певного виду паяльних робіт. Крім цього, перегрів виникає при довгому впливі нагрітого паяльника на робочу область, використання тугоплавкого припою для з'єднання елементів з низькотемпературної стійкістю. Це призводить до термічного руйнування сполучних проводів, деталей, зміни їх характеристик.
скочування припою
Процес скочування виходить з-за поганого очищення елементів, що з'єднуються. Наявний на них окислювальний шар не дозволяє сплаву добре розтектися і потрапити в маленькі щілини. Крім того, це відбувається при поганій обробці з'єднань флюсом, а також невідповідності його марки споюють металу. Скочування призводить до поганого контакту, можливого механічного пошкодження при найменшому зовнішньому впливі.
хімічне руйнування
Відбувається хімічне руйнування при неправильному виборі флюсу, який не відповідає типу з'єднуються електричної пайкою елементів. Крім того, воно може виникнути, якщо не виконати промивку місць з'єднань після закінчення робочого процесу. Це загрожує корозією, а також руйнуванням металевого провідника.
Дана інформація дозволить зрозуміти, як навчитися правильно паяти електричні з'єднання для забезпечення надійного контакту.

підготовчий процес
На цьому етапі проводиться підготовка електропаяльника і з'єднуються виробів. Для визначення, що потрібно для пайки деталей паяльником, необхідно мати вдома мінімальний набір компонентів. Він складається з електропаяльника, флюсів під різні матеріали, припою, допоміжних інструментів. Новий електропаяльник може диміти при первісному включенні в електромережу. Це цілком нормально - так вигорають консервуючі масла на його жалі.
Наконечники можуть мати різну форму, яка підходить під різноманітні види пайки. Нове жало піддається лужению для захисту від зносу, а також окислення. Для цього нагрітий наконечник занурюється в каніфоль, на ньому розплавляється метал, після чого розтирається про дерев'яний брусок. В результаті такої процедури жало має повністю покритися сплавом. В процесі пайки флюс поступово роз'їдає мідний наконечник, що вимагає його періодичної заточки і повторення процедури лудіння.
Перед тим як паяльником паяти з каніфоллю і оловом виконується підготовка місця. Використовувані для електричної пайки деталі очищаються від забруднень, проводиться їх знежирення. Для цього використовуються різноманітні розчинники на основі ацетону, бензину та інших рідин, видаляється механічним способом іржа. Це необхідно для швидкого зняття окислювальної плівки з поверхонь, що з'єднуються.
Лудить або обробка флюсом
Виконання лудіння має на увазі покриття соединяемой поверхні виробів тонким шаром припою. Дана процедура використовується на підготовчому процесі, а також проміжному і завершальному. Використання підготовчої процедури значно полегшує фінальне з'єднання елементів, так як вже облуженние деталі легко згуртовуються.
Лудить кінці проводів різного діаметру відноситься до найпоширеніших паяльним операціями. На очищену від ізоляції жилу наноситься флюс, після чого по її поверхні проводиться жало з припоєм. Розплавлений метал легко переходить на жилу і завершується процедура лудіння. Для поліпшення процедури рекомендується проводити механічну зачистку поверхні жил проводів і кабелів. Радіодеталі не вимагають цієї попередньої процедури і з легкістю припаиваются на платах.
Для різних металів, що сполучаються використовуються свої флюси. Вони призначені саме для роботи з певними матеріалами. Флюси для електричної пайки алюмінію підходять і для виробів зі сталі нержавіючого типу. При цьому необхідно обов'язково очищати поверхню виробів від їх залишків після закінчення пайки щоб уникнути корозії.

техніка пайки
Виконання роботи за допомогою паяльника виконується зливом припою з наконечника на деталь і безпосередній його подачею на майданчик припаював елемента. Незалежно від методу пайки проводиться підготовка деталі, установка і закріплення її в робочому положенні. Після цього проводиться змочування флюсом місця обробки і розігрів електропаяльника. Як паяти паяльником з каніфоллю підкаже відео з докладною демонстрацією процесу.
При зливі припою з жала воно притискається з припаював елементом. Флюс закипає і поступово випаровується, дозволяючи розплавленого металу плавно перейти з наконечника на місце з'єднання. Проводячи поступальні рухи жалом вздовж з'єднується місця, проводиться розподіл металу по площі з'єднання і правиться оброблювану ділянку.
Подача сплаву на місце спайки передбачає попереднє нагрівання елементів до потрібної температури з'єднання. Після цього паяльником подається розплавлений метал встик між наконечником і деталлю. Цей метод роботи більш підходить для великих деталей.
Після використання різноманітних кислотних флюсів потрібна обов'язкова їх змив для забезпечення захисту з'єднання від корозії.
типи припоев
Для пайки електропаяльником застосовуються припої низькотемпературні марки ПОС. Ці олов'яно-свинцеві матеріали мають вигляд металевих прутків. Згідно ГОСТ ці тверді сплави мають різний зміст олова в своєму складі. Залежно від цього виконується їх маркування (ПОС-61, ПОС-40, ПОС-30). Крім них, випускаються безсвинцеві та інші складники для пайки нетоксичного типу. Вони мають більш високу температуру плавлення і забезпечують високу твердість з'єднання.
Деякі сплави мають низьку температуру розтікання і застосовуються для радіоелементів і мікросхем численних плат, особливо чутливих до перегріву. До активно використовуваним відносяться і олов'яно-срібні склади типу ПСР, а також олово в чистому вигляді. Для численних спаюється деталей існують таблиці з застосовуваними для їх з'єднання компонентами.

температура пайки
Від температури нагріву наконечника електропаяльника безпосередньо залежить якість спаюється елементів. Недостатній прогрів не дозволить металу розтектися по поверхні навіть при використанні флюсу. Таке з'єднання буде мати пухку структуру і невисоку міцність.
Температура жала повинна на 40 ° С перевищувати температурне значення пайки, а для спаюється деталей цей показник повинен знаходитися в межах 40-80 ° С. При цьому паяльний наконечник нагрівається на 60-120 ° С вище значення плавлення припою. На станціях паяльного типу необхідна температура встановлюється спеціальним регулятором.
Для візуального визначення потрібного нагріву індикатором служить каніфоль. Вона повинна виділяти пар і скипати, залишаючись на жалі у вигляді невеликих киплячих крапель.
Заходи безпеки
В процесі електричної пайки виділяються їдкі гази, небезпечні для здоров'я, тому роботи слід проводити в добре провітрюваному приміщенні. Крім цього, технологічний процес супроводжується періодичними бризками розплавленого металу, флюсу. Використовуйте спеціальні окуляри для захисту очей. Врахуйте, що мережеві електропаяльники вимагають дотримання особливих запобіжних заходів, так як мають відкриті металеві частини. Особливу увагу приділяйте станом ізоляції живильного електропроводу. Слідкуйте, щоб він не потрапляв на розпечені деталі електропаяльника, що може привести до виникнення електричного замикання і пожежі.
Покрокове освоєння навичок пайки

Перед тими, хто зовсім недавно почав своє знайомство з електронікою встає на перший погляд просте завдання - навчитися правильно паяти.
Здавалося б, все просто - взяв паяльник, припій, каніфоль, і можна починати збирати якесь цікаве пристрій. Але, щоб зібрати електронну саморобку, потрібно володіти навичками якісної і надійної пайки.
Працездатність будь-якого електронного пристрою в першу чергу залежить від надійності електричних з'єднань і паяних в тому числі. Навички якісної пайки приходять з досвідом. Тому необхідна тренування . З чого ж почати?
Щоб навчитися паяти, в першу чергу необхідно ознайомитися з теорією. Це зажадає трохи часу зараз і збереже його в майбутньому. Ось що потрібно знати, для того, щоб приступити до освоєння навичок пайки.
Мінімальний набір для пайки: паяльник, припій, каніфоль, підставка для паяльника.
Припої. Властивості і характеристики оловянно - свинцевих припоїв.
Останнім часом на прилавках радіомагазині з'явився безсвинцевої припій (Lead free). Його активно застосовують при складанні побутової радіоапаратури. Припій без свинцю відрізняється своїми властивостями від широко розповсюдженого олов'яно-свинцевого. Про безсвинцевим припоях читайте.
Також в процесі пайки і збірки потрібно монтажний інструмент.
Після легкого прочитання теорії, можна сміливо приступати до пайки. Для тренування навичок можна спаяти куб. Спершу може здатися, що це справа проста, але насправді це не так.

Куб, спаяний з мідного дроту
Беремо мідний дріт перетином близько 1 міліметра. Якщо провід лакований, то попередньо потрібно видалити ізоляцію. Робити це краще за допомогою складаного ножа і дрібної наждачного паперу. Поверхня дроту потрібно ретельно зачистити, щоб залишки лакового покриття не заважали лужению провідника. Навіть невеликі ділянки лакової ізоляції, випадково залишилися після зачистки, будуть перешкоджати подальшому лужению. Далі залужівает мідний дріт. Про лудінні дроти можна прочитати.

В процесі лудіння можна використовувати рідкий флюс, наприклад, ЛТИ-120. Продається в магазині радіотоварів в тюбиках. Може комплектуватися пензликом або диспенсером (типу, як піпетка для нанесення флюсу крапелькою).

ЛТИ - 120
Рідкий флюс швидко висихає. Тому деякі злегка підсушують його для додання більш густої консистенції.
Для полегшення процесу спайки двох провідників під необхідним кутом можна скористатися "третьою рукою". Третя рука дуже корисне пристосування. Воно допоможе зберегти пальці рук від випадкових опіків, які можна отримати притримуючи деталі або провідники пальцями.

Якщо не вдається купити такий девайс, то щось подібне можна зібрати, використовуючи затискачі типу "крокодил" і кілька металевих деталей.
Випоювання радіодеталей.
Потренуватися в випоюванні радіодеталей можна на друкованих платах від несправної апаратури. Для цих цілей підійде старий непотрібний телевізор, наприклад, типу 3УСЦТ. Таких телевізорів було наштамповане величезна кількість за радянських часів. На друкованих платах таких телевізорів все радіодеталі змонтовані методом монтажу в отвори - THT (від англ. -Through Hole Technology).
У переважній більшості сучасної радіоапаратури застосовується монтаж SMT або змішаний (SMT + THT). Демонтаж радіоелементів з друкованих плат, зібраних методом SMT ускладнюється тим, що SMD елементи (конденсатори, діоди, резистори) мають дуже малі розміри і для їх випоювання потрібне спеціальне обладнання. Тому практикуватися в випоюванні всіляких радіодеталей з друкованих плат легше починати з плат, виконаних методом монтажу в отвори.
Якщо особливих труднощів з випаюванням звичайних радіодеталей не виникло, можна приступити до тренування навичок пайки елементів SMD. В сучасній електроніці монтаж радіодеталей на поверхню дуже популярний і ця тенденція буде зберігатися - деталі будуть все дрібніше і дрібніше.

Для пайки SMD компонентів бажано обзавестися термоповітряний паяльною станцією.
Детальніше про термоповітряний паяльної станції читайте.
Випаяти SMD елементи з плати звичайним паяльником дуже складно, а многовиводних деталі на зразок мікросхем взагалі нереально, тому станція пайки гарячим повітрям просто необхідна. Вона спрощує процес монтажу і демонтажу многовиводних планарних мікросхем, мініатюрних SMD-транзисторів, резисторів і конденсаторів. Якщо ви займаєтеся радіоелектронікою і плануєте освоїти ремонт електроніки і, наприклад, ремонт стільникових телефонів, то не сумнівайтеся в тому, що термоповітряний паяльна станція вам стати в нагоді.
Також не варто забувати про правила безпеки. Бажано, щоб приміщення, в якому відбувається пайка, провітрювати. Намагайтеся не вдихати пари каніфолі.
Чи не перегрівайте друковану плату. Це виключити її спучування і розшарування. Також варто оберігати очі і обличчя. Не рідкісні випадки, що висновки деталей пружинять під дією сил пружності, розбризкуючи крапельки рідкого припою на всі боки. Схожа ситуація відбувається і при перегріванні друкованої плати, коли мідні доріжки відшаровуються, а рідкий припой розбризкується на всі боки. Намагайтеся уникати таких випадків!
Краще унція практики, ніж тонни настанов!
Кожен початківець електронник задавався питанням: "А як паяти мікросхеми, адже відстань між їхніми висновками буває дуже маленьке?" Про різні типи корпусів мікросхем можна прочитати в цій статті. Ну а в цій статті я покажу, як паяю мікросхеми, висновки яких знаходяться по периметру мікросхеми.У кожного електронщика свій секрет пайки таких мікросхем. У цій статті я покажу свій спосіб.
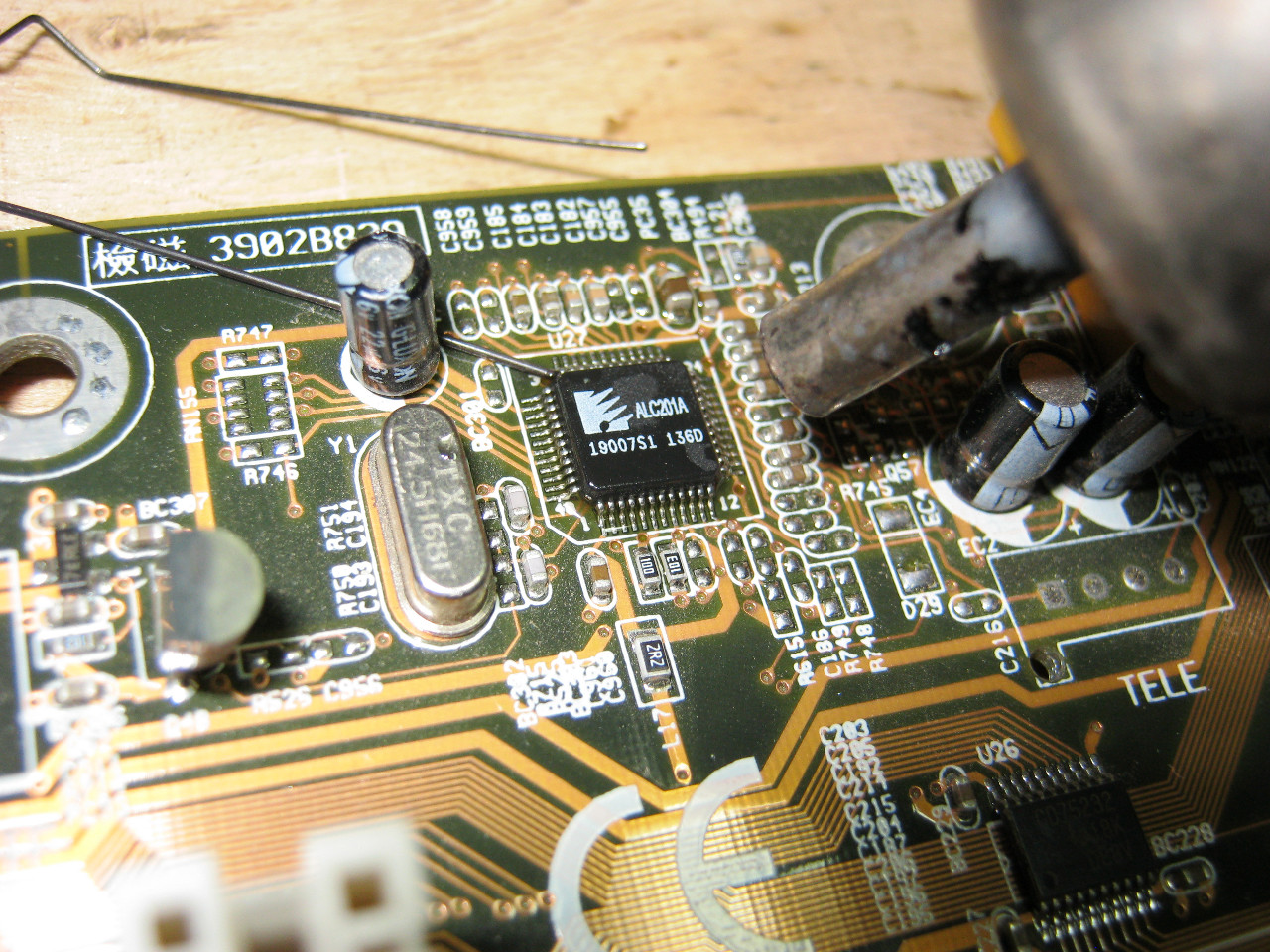
Демонтаж старої мікросхеми
У кожної мікросхеми є так званий "ключ". Я його виділив в червоному кружечку.
Це мітка, з якої починається нумерація висновків. У мікросхемах висновки вважаються проти годинникової стрілки. Іноді на самій друкованій платі вказано, як повинна бути припаяна мікросхема, а також показані номери висновків. На фото ми бачимо, що краєчок білого квадрата на самій друкованій платі зрізаний, значить, мікросхема повинна стояти в цю сторону ключем. Але частіше все-таки не показують. Тому, перед тим як отпаять мікросхему, обов'язково запам'ятайте як вона стояла або сфотографуйте її, благо мобільний телефон завжди під рукою.
Для початку все доріжки рясно змащуємо гелевим флюсом Flux Plus.

Готово!

Виставляємо температуру фена на 330-350 градусів і починаємо "смажити" нашу мікросхему спокійними круговими рухами по периметру.

Хочу похвалитися однією штучкою. У мене вона йшла в комплекті відразу з паяльною станцією. Я її називаю екстрактор мікросхем.

В даний час китайці допрацювали цей інструмент, і зараз він виглядає приблизно ось так:

Ось так виглядають для нього насадки

Купити можна по цим посиланням .
Як тільки бачимо, що припій починає плавитися, беремося за край мікросхеми і починаємо її піднімати.
Вусики екстрактора мікросхеми мають дуже великим пружним ефектом. Якщо ми будемо піднімати мікросхему який-небудь залізякою, наприклад, пінцетом, то у нас є всі шанси вирвати разом з мікросхемою і контактні доріжки (п'ятачки). Завдяки пружним вусикам, мікросхема відпаяні від плати тільки в той момент, коли припій буде повністю розплавлений.
Ось і настав цей момент.

Монтаж нової мікросхеми
За допомогою паяльника і мідної обплетення чистимо п'ятачки від зайвого припою. На мій погляд найкраща мідна оплетка - це Goot Wick.

Ось що у нас вийшло:


Має вийти ось так

Тут головне не жаліти флюсу і припою. Вийшли свого роду горбки, на які ми і посадимо нашу нову мікросхему.
Тепер нам потрібно очистити всю цю справу від різного роду нагару і сміття. Для цього використовуємо ватяну паличку, змочену в Flux-Оff, або в спирті. Детальніше про хімію. У нас повинні бути чистенькі і красиві контактні доріжки, приготовані під мікросхему.

Наостанок все це трішки змащуємо флюсом

Ставимо нову мікросхему по ключу і починаємо її прожарювати, тримаючи при цьому фен якомога більше вертикальнее, і круговими рухами водимо його по периметру.

Наостанок трохи ще змащуємо флюсом і по периметру "пригладжує" контакти мікросхеми до П'ятак за допомогою паяльника.

Думаю, це найпростіший спосіб запаювання SMD мікросхем. Якщо ж мікросхема нова, то треба буде залудити її контакти флюсом ЛТИ-120 і припоєм. Флюс ЛТИ-120 вважається нейтральним флюсом, тому, він не буде завдавати шкоди мікросхемі.

Думаю, тепер ви знаєте, як паяти мікросхеми правильно.